焊接变位机选型要点
焊接变位机的设计(全套图纸)
本次设计是以焊接变位机作为主要的研究对象。
在焊接变位机中采用全液压系统,使之重量减轻,自动化程度增强,变位机中的传动部分是由一个油泵机组分别驱动油马达和三组油缸带动工作台进行回转和倾斜,并使主,副臂产生俯仰动作调节工作台的高低。
本次设计对焊接变位机的传动机构的特点和组成都做了详细的介绍,对机构中的主要零部件做了具体的设计。
本次设计采取了独特的设计,使得产品更为先进、实用,设计后制造出来的焊接变位机主要应用在焊接行业上,这样可以缩短焊接辅助时间,提高工人的劳动生产率,减轻工人劳动强度,改善焊接质量,并充分发挥各种焊接方法的效能。
在焊接生产中,经常会遇到焊接变位以及选择合适的焊接位置的情况,针对这一实际需要,我们设计的焊接变位机,它可通过工作台的回转和倾斜,使焊缝处于易焊位置。
焊接变位机与焊接操作机配合使用,可实现焊接的机械化、自动化,提高了焊接的效率和焊接质量。
焊接变位机可应用于化工、锅炉、压力容器、电机电器、铁路交通、冶金等工业部门的自动焊接系统。
关键词:焊接变位机;液压系统;回转;倾斜;The design is subject to weld change site equipment .The weld change site equipment,which the hydraulic system been used to lighten its weight and achieve highly automatically. The transmission part of the equipment is powered by one group of oil pump,several hydraulic motor and three hydrocylinder drive the work table to achieve rotation, incline and vice-arm to adjust work table height. The detailed system feature and components have been introduced in this design to emphasis the cutting edge and reality feature, which been enhanced by the specialty design of its major component. Weld change site equipment is mainly for welding industry to reduce the welds the assistance period, enhance work efficiency, reduce utility of labour and improve quality of welding. Most importantly, weld change site equipment could enhance the effect of almost every sort of welding。
作业指导书

焊接作业指导书
产品型号
HW240
图号
产品名称 液压挖掘机 件名
81120010100 下车
2 1
1 4
正面
2 1
2 3
1 2
11
正面
1 2
2011.8.26第一次作成
△× △× △× △× △× △× △×
2 1
背面
5 7
1 2
背面
16
10
14
9
12
13
局部放大1
A F D
B C
PDF 文件使用 "pdfFactory Pro" 试用版本创建
1)按示意图的焊接方向焊接,详细要求见图纸
保证焊缝熔深,保证焊缝转向处圆滑连接
注整焊接变位机,按顺序焊接⑤、⑥、⑦、⑧,
2)按示意图的焊接方向焊接,详细要求见图纸 保证焊缝熔深,保证焊缝转向处圆滑连接 注意调整焊接位置,保持船型焊接状态
3)调整焊接变位机,按顺序焊接⑨、⑩、 11、 12
3)使用工具的检查
6
4)吊装设备、吊具检查
3)工具齐备完好 4)行车运转正常,吊具磨损状况检查
2 作业前准备
8
1)打开焊机电源
2
焊丝直径
电流
电压
CO2气流量
2)电流、电压设置正确
1
¢1.2
280-320A
30-34V 20-25L/分钟
2
3 焊接
3 按左边示意图的焊接顺序进行焊接
1)调整焊接变位机,按顺序焊接①、②、③、④,
3)注意调整焊接位置,保持船型焊接状态,注意
清理AB(各2处)处坡口,保证焊缝熔深,保证
焊接变位器(转台)操作规程
焊接变位器(转台)操作规程焊接变位器(转台)是一种用于焊接工艺中的辅助设备,它能够将工件随意旋转,方便焊接人员进行焊接操作。
为了确保焊接工作的安全和质量,制定一套操作规程是非常必要的。
本文将详细介绍焊接变位器操作规程的要点和步骤。
一、安全准备1.1 确保工作区域安全,清除杂物,保持地面干净整洁。
1.2 检查焊接变位器的电源线和电源插头是否正常,确保接地良好。
1.3 检查焊接变位器的各个部件是否完好,如夹具、转台、控制面板等,确保无损坏或松动现象。
二、开机操作2.1 将焊接变位器的电源插头插入电源插座,接通电源。
2.2 按下开机按钮,焊接变位器开始启动。
此时,应注意观察控制面板上的显示屏,确保各项参数正常显示。
2.3 检查转台的运动是否灵活,是否有异常噪音。
如发现问题,应立即停机检修。
三、调整工件位置3.1 根据焊接工艺要求,将工件放置在夹具上,并固定好。
3.2 调整夹具的角度和高度,使工件能够方便地进行焊接操作。
注意工件与夹具之间的稳定性和安全性。
四、选择焊接参数4.1 根据焊接工艺要求,选择适当的焊接电流、电压和焊接速度等参数。
4.2 设置好焊接机的参数,并确保焊接机与焊接变位器的连接良好。
五、启动转台5.1 按下转台启动按钮,使转台开始旋转。
5.2 观察转台的运动情况,确保转台平稳旋转,没有异常震动或偏移。
5.3 根据焊接工艺要求,调整转台的旋转速度和方向,确保焊接操作的准确性和稳定性。
六、开始焊接6.1 在转台旋转的同时,焊接人员应合理安排焊接位置和姿势,确保焊接过程中的安全和舒适。
6.2 控制焊接枪的移动速度和焊接时间,保证焊接质量和焊缝的一致性。
6.3 定期检查焊接质量,避免焊接过程中的问题。
七、停机操作7.1 焊接完成后,将焊接枪置于安全位置,并关闭焊接机的电源。
7.2 停止转台的旋转,按下停机按钮,将焊接变位器彻底关闭。
7.3 清理焊接工作区域,将工件从夹具上取下,做好后续的处理和存放工作。
焊接变位机工作原理
焊接变位机工作原理
焊接变位机是一种常见于工业生产线上的自动化设备,它的作用是将一根长条材料沿着一个特定方向步进式地向前移动,让工人可以在其上进行焊接等操作。
那么,焊接变位机的工作原理是什么呢?下面就为大家介绍一下。
首先,焊接变位机的工作原理基于电动机和传动装置的协调工作。
电动机是反应力,而传动装置则是负责动力输出,驱动机器运转。
在使用时,我们需要将待加工的材料放在夹住器上固定好,然后再手动调整机器移动速度和位置,使得焊接位置暴露在焊接枪下方。
其次,焊接变位机工作时会进行一种独特的变位过程。
这个过程是通过把承载材料按一定规律旋转,使其相对于焊接枪产生位置变化来实现的。
变位机的原理在于将线性运动变成圆形运动,从而形成连续运动的效果。
最后,焊接变位机会根据具体焊接需求进行扭转与旋转。
它们是通过基于数控系统的编程,对电机和传动装置进行操作,实现不用程度和方向的调整。
总结起来,焊接变位机的工作原理是通过电动机和传动装置驱动机器运转,利用变位过程实现承载材料的位置移动,同时通过编程控制实现精准扭转与旋转。
相对于传统手工焊接来说,焊接变位机的工作原理可以大大提高生产效率和产品质量,是现代工业生产的重要组成部分之一。
3吨头尾架式翻转机设计
3吨头尾架式翻转机设计摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于焊接生产实现机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接翻转机是焊接变位机械的一种,是将工件绕水平轴转动或倾斜,从而使之处于有利于装焊位置的焊件变位机械,主要用于梁、柱、框架等结构的焊接。
焊接翻转机的种类较多,常见的有头尾架式、框架式、转环式、链条式、推拉式等。
焊接翻转机结构简单,操作方便,工作效率高、工作质量好,可实现360度回转。
因此,焊接翻转机广泛应用于化工、铁路交通、冶金等工业部门的自动焊接系统。
本次设计题目是3吨头尾架式翻转机,结构形式与车床类似,其头架为驱动端,可单独使用,利用安装在头架卡盘上的夹具,可为短小的工件翻转变位。
翻转机尾架可在轨道上行走,便于根据工件的长度来调节与头架的距离。
本次设计考虑了翻转机的合理性和经济性等因素。
设计的主要内容包括:翻转机头架的机座、回转机构、工作台等的机械设计、装配图和零件图设计,针轮摆线减速机和电机的选型等。
该翻转机结构简单,操作方便,对焊件的适应性很强。
关键词:焊接,翻转机,头架,尾架3 TONS HEAD AND TAIL FLIP MACHINE FRAMEDESIGNABSTRACTWelding equipment is all kinds of auxiliary equipment ,which is always combined with welding procedure in welding process so as to realize welding production mechanization, automation and improve welding quality and productivity. Welding turnover is one of welding displacement equipment, which takes the workpiece rotating around the horizontal axis in order to ensure the welding line in the ideal position for welding .And it is mainly used for beams, columns, frames and other welding structures.There are many kinds of welding tilter, such as the head to tail frame, frame type, ring type, chain type, push-pull type etc. Welding turnover device has simple structure, convenient operation, high efficiency, good quality of work, and can achieve 360 - degree rotation. Therefore, turnover of welding is widely used in chemical industry, railway transportation, metallurgical and other industrial departments of automatic welding system.This design topic is3 tons head to tail posture turnover similar to a lathe, its head ,as the driving device, can be used separately, which can be used for the displacement of small and short workpiece with the help of jig installed on the chuck head frame. The tail frame can walk on the track, in order to adjust the distance with the head frame according to the length of the workpiece.This design takes many factors into consideration. For example, the design of the turnover should be reasonable and economic. The main content of the design include: the headstock base of the turnover design, slewing mechanism design, workbenchdesign ,etc . and assembly drawing and part drawing design, needle wheel cycloid reducer and motor selection, etc. The turning machine structure is simple, easy to operate, and its adaptability for weldment is very strongKEY WORDS :welding, turnover, headstock, caudal mounting目录前言 (1)第1章焊接变位机械的性能及结构 (3)§1.1 焊接变位机械 (3)§1.2 焊接变位机械应具备的性能及对焊接生产的作用 (3)§1.3 焊接翻转机功能及结构形式 (5)第2章焊接翻转机方案设计 (8)§2.1 本焊接翻转机总体设计及适用范围 (8)§2.2 设计方案的确定 (8)第3章电机和传动装置动力参数计算 (10)§3.1 电动机的选择 (10)§3.2 传动装置的总传动比及其分配 (11)§3.3 计算传动装置的运动和动力参数 (12)第4章零部件的设计校核与选用 (14)§4.1 针轮摆线减速机的选用 (14)§4.1.1针轮摆线减速机的特点 (14)§4.1.2针轮摆线减速机的选用 (14)§4.2 机架的设计 (15)§4.3 低速级轴的设计及校核 (16)§4.4 滚轮轴的设计及校核 (19)§4.5 走轮轴的设计及校核 (21)§4.6 键的选用及校核 (22)§4.7 齿轮的设计及校核 (23)结论 (25)参考文献 (26)致谢 (27)前言焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。
焊接变位机工作原理

焊接变位机工作原理
焊接变位机的工作原理涉及到以下几个方面:
1. 传感器检测:焊接变位机会通过安装在工作区域的传感器来检测焊接任务的开始和结束。
传感器可以是光电开关、压力传感器等,用于实时监测焊接工件的位置和状态。
2. 控制系统:焊接变位机配备了一个控制系统,通常是基于PLC(可编程逻辑控制器)技术。
控制系统可以根据预先设定
的程序对焊接变位机进行自动控制,确保焊接过程的准确性和稳定性。
3. 电动驱动系统:焊接变位机通过搭载在机械结构上的电动驱动系统来控制工作台的运动。
电动驱动系统可以是电机、气缸、液压系统等,根据不同的应用领域和需求进行选择。
4. 机械结构:焊接变位机的机械结构通常包括一个工作台和一个焊接头。
工作台可以水平、垂直或平移运动,以调整焊接位置和角度。
焊接头通常具有焊枪和焊接电源,可以对焊接区域进行热能输入,实现焊接连接。
总的来说,焊接变位机通过传感器检测、控制系统控制、电动驱动系统推动和机械结构实施焊接,实现对焊接工件的自动化定位和焊接过程的控制。
这样可以提高焊接的效率和质量,并减少人工操作的风险和劳动强度。
焊接变位机操作规程
焊接变位机操作规程一、引言焊接变位机是一种用于焊接过程中工件的转移和定位的设备。
本操作规程旨在指导焊接操作人员正确使用焊接变位机,保证焊接作业的安全性和高效性。
二、设备概述焊接变位机由底座、转台、行走机构、控制系统等组成。
其主要功能是将工件转移至正确的焊接位置,提供稳定的工件支撑。
三、安全操作要求1. 操作人员必须经过专业培训,熟悉焊接变位机的使用方法和操作规程。
2. 操作人员在工作之前必须佩戴个人防护装备,包括安全帽、防护眼镜、防护服等。
3. 在操作过程中,禁止在焊接变位机上临时存放工具、溶剂等杂物。
4. 操作人员应确保周围环境整洁,防止绊倒等意外事故发生。
5. 在操作过程中,严禁将手、脚或其他身体部位放置在转台、行走机构等动作部件下方。
四、操作流程1. 开机准备a. 确保所有电源开关处于关闭状态。
b. 检查焊接变位机的各个部件是否完好,并确保紧固件已经紧固牢固。
c. 检查液压系统的液位,并做相应的补给,确保正常工作。
d. 打开主电源开关,将控制系统启动。
2. 工件定位a. 根据焊接工艺要求,将焊接工件放置在转台上,并根据需要进行固定。
b. 使用转台上的操作面板,将工件转移到需要焊接的位置上,并使其保持水平。
3. 开始焊接a. 确保焊接电源已经连接并正常工作。
b. 根据焊接工艺要求,选择合适的焊接参数,并在控制系统上进行相应设置。
c. 启动焊接电源和焊接变位机,开始进行焊接作业。
d. 在焊接过程中,操作人员应密切关注焊接变位机的运行状态,确保工件稳定。
4. 完成焊接a. 焊接作业完成后,停止焊接电源和焊接变位机的运行。
b. 将焊接变位机调整到安全位置,并关掉电源开关。
c. 清理焊接变位机及工作周围的焊渣、废料等。
五、常见故障处理1. 转台无法正常运转:检查电源连接是否正常,检查转台上的推拉手柄是否处于正常位置,检查转台控制电缆是否松动。
2. 行走机构无法正常运行:检查液压系统的液位是否正常,检查行走机构的供电线路是否有异常。
焊接变位机计算书
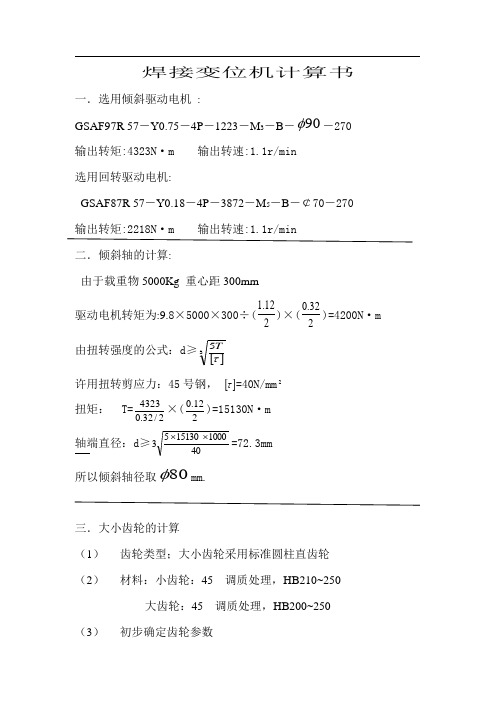
焊接变位机计算书一.选用倾斜驱动电机 :GSAF97R 57-Y0.75-4P -1223-M 3-B -90φ-270 输出转矩:4323N ·m 输出转速:1.1r/min 选用回转驱动电机:GSAF87R 57-Y0.18-4P -3872-M 5-B -¢70-270 输出转矩:2218N ·m 输出转速:1.1r/min 二.倾斜轴的计算:由于载重物5000Kg 重心距300mm驱动电机转矩为:9.8×5000×300÷(212.1)×(232.0)=4200N ·m由扭转强度的公式:d ≥[]35τT许用扭转剪应力:45号钢, []τ=40N/mm 2 扭矩: T=2/32.04323×(212.0)=15130N ·m 轴端直径:d ≥4010001513053⨯⨯=72.3mm所以倾斜轴径取80φmm.三.大小齿轮的计算(1) 齿轮类型;大小齿轮采用标准圆柱直齿轮 (2) 材料:小齿轮:45 调质处理,HB210~250大齿轮:45 调质处理,HB200~250(3) 初步确定齿轮参数1) 按接触强度初步确定中心距a由图14-1-21c 查得1Hlfm σ=610N/mm 2(HB=210) ,lim H σ=600 N/mm 2(HB=200)小齿轮传递的扭矩:T 1=4323N ·m齿宽系数:参考表14-1-62选取d φ=1d b=32090=0.281 ,φa =ab =90/720=0.13取综合系数,K=1.4,由接触强度的公式: a=484×(3.5+1) 3l i m 21uKT H a σφ=484×4.535.360013.043234.12⨯⨯⨯=725mm 取a=720mm2)初步确定模数m ,齿数z ,分度圆直径d ,齿宽b 参考表14-1-3,取m n =0.01a=0.01×720=7.2mm 取m n =8mm,Z 1=40,Z 2=uZ 2=3.5×40=140 由接触强度的公式:d 1=7683)1(l im 21uu KT Hd σφ+=768×35.360028.0)15.3(43234.12⨯⨯+⨯⨯=327mm圆整取d 1=320mm,d 2=1120mm. b 1=90mm,b 2=80mm.3)初校弯曲强度;由弯曲强度的公式查图得1Flfm σ=240N/m 2(HB=210) 2Flfm σ=220N/mm 2(HB=200) Y 1Fa =2.4 Y 2Fa =2.16 d φ=0.28m=12.13211dF alFlfmZ Y KT φσ=12.1328.0402204.243234.12⨯⨯⨯⨯=6.39mm现选用m n =8mm .所以弯曲强度初校通过。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接变位机选型要点
一、加工能力范围
在选择焊接变位机时,首先要考虑的是其加工能力范围。
这包括变位机的旋转角度、旋转速度、旋转半径等参数,以确保所选的变位机能够满足生产过程中的加工需求。
根据实际需要,选择适合的加工能力范围,以确保焊接质量和生产效率。
二、负载能力
负载能力是焊接变位机的重要参数之一,它决定了变位机能够承受的重量。
在选择变位机时,需要考虑其负载能力是否满足工件重量和焊接设备的要求。
如果负载能力不足,可能导致变位机无法正常工作,甚至损坏设备。
因此,在选型时需要充分考虑负载能力,以确保设备的稳定性和使用寿命。
三、旋转半径
旋转半径是焊接变位机能够旋转的最大范围,它决定了工件在加工过程中的位置和姿态。
在选择变位机时,需要考虑其旋转半径是否满足生产过程中的需求。
如果旋转半径过小,可能无法覆盖所需的加工区域;如果旋转半径过大,可能导致设备占地面积过大,影响生产布局。
因此,需要根据实际需求选择合适的旋转半径。
四、旋转速度
旋转速度是焊接变位机的重要参数之一,它决定了工件在加工过程中的旋转速度。
旋转速度的选择需要考虑焊接工艺的要求和工件的材质、厚度等因素。
在保证焊接质量的前提下,适当提高旋转速度可
以提高生产效率。
但是,如果旋转速度过快,可能导致焊接不稳定、工件损伤等问题。
因此,在选型时需要充分考虑旋转速度的合理性。
五、驱动方式
焊接变位机的驱动方式有多种选择,如电机驱动、液压驱动等。
在选择驱动方式时,需要考虑实际需求和生产环境。
电机驱动具有噪音小、维护方便等优点,但在一些需要大扭矩的场合可能不够理想。
液压驱动具有扭矩大、稳定性高等优点,但需要专业的维护和保养。
因此,需要根据实际需求选择适合的驱动方式。
六、精度要求
精度要求是焊接变位机的重要参数之一,它决定了工件在加工过程中的位置和姿态精度。
如果精度要求较高,需要选择高精度的变位机,以保证焊接质量和工件的一致性。
同时,还需要考虑变位机的安装和调试精度,以确保设备的稳定性和使用寿命。
七、移动稳定性
移动稳定性是焊接变位机的重要参数之一,它决定了变位机在工作过程中的稳定性和可靠性。
如果移动稳定性不好,可能导致设备振动、位置偏移等问题,影响焊接质量和生产效率。
因此,在选择焊接变位机时,需要考虑其移动稳定性是否满足生产需求。
八、环境因素
在选择焊接变位机时,还需要考虑环境因素对其性能和使用寿命的影响。
例如温度、湿度、腐蚀等环境因素可能对变位机的精度和使用寿命产生影响。
因此,需要根据实际生产环境选择适合的变位机,
并采取相应的防护措施。
九、附加功能
附加功能是焊接变位机的重要参数之一,它可以提高设备的实用性和生产效率。
常见的附加功能包括自动定位、自动跟踪、自动控制等。
这些功能可以根据实际需求进行选择,以实现自动化、智能化生产。
但是需要注意的是,附加功能越多,设备的价格和维护成本也越高。
因此需要根据实际需求进行权衡和选择。