GSD-S5C回流焊说明书A1版
回流焊操作工艺规程

更改标 记
数量 更改单号
签名
日期
签名
日期
第1页
拟制 审核
批准 描图:
专业工艺规程
描校:
编号
共3页
4、工作
工作开始,需戴好防静电手套,将印制板平稳地放在传输链网上,进入机器加温固化,
出口接板亦需戴防静电手套,将板放平,冷却后将板放在周转箱中,用纸板隔开。工作中应
随时注意印制板焊接、固化状态、温度显示状态、链条传输状态。发现卡阻等紧急状态,迅
170
180
180
240
270
10
10
10
10
10
10
10
165
265
10
10
速度设置: 速度
66
更改标 记
数量 更改单号
签名
日期
拟制 审核
签名
批准
描图:
描校:
专业工艺规程
编 号
日期
第2页
共3页
7.2 锡膏焊接、(板放链条上运输)、温度、速度设定值(单位℃):
10
10
10
10
10
170
180
180
参数设定对话框。按要求(见第 7 条)设定“温度设定”、“上限值”、“下限值”、“速度设置”。
6.2 单击“确定”钮,显示“请确认数据是否正确”,单击“是”,返回主窗口。
6.3 核对主窗口显示的温度、速度设定值是否为输入值。
6.4 保存
6.4.1 在“文件”栏下单击“保存”按钮,显示“另存为”对话框。
3 个月
3 个月
工作时自动润滑
3 个月
3 个月
3 个月
3 个月
回流焊流程

回流焊流程
回流焊是SMT电子组装中非常重要的一环,主要包括以下流程:
1.PCB进入预热温区,焊膏中的溶剂、气体蒸发,同时
助焊剂润湿焊盘、元器件焊端和引脚,焊膏软化、塌落,覆盖焊盘,将焊盘、元器件引脚与氧气隔离。
2.PCB进入焊接区时,温度以每秒2-3℃的升温速率迅
速上升使焊膏达到熔化状态,液态焊锡在PCB的焊盘、元器件焊端和引脚润湿、扩散、漫流和回流混合在焊接界面上生成金属化合物,形成焊锡接点。
3.PCB进入冷却区使焊点凝固。
回流焊流程结束后,应检查设备内有无杂物,确保安全后开机,选择生产程序开启温度设置。
回流焊导轨宽度要根据PCB 宽度进行调节,开启运风、网带运送、冷却风扇。
回流机温度控制有铅最高(245±5)℃,无铅产品锡炉温度控制在(255±5)℃。
回流焊参数
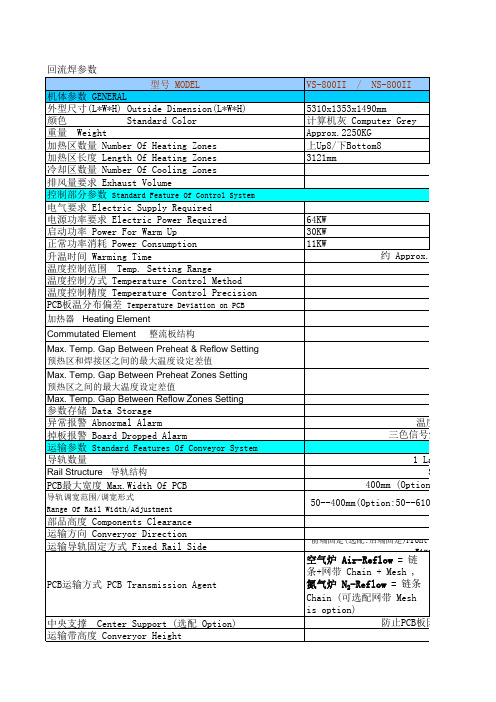
回流焊参数网带 Chain +p选项)选项)/电动注明:氮气机在尾号为"-N"的设备才是标配 , Standard for N2 Oven Model With suffix of "-N"= 链条+网带 Chain + Mesh , 氮气炉 N 2-Reflow = 链条 Chain (可选配网带 Mesh is option)PID闭环控制 + SSR驱动 / PID Close Loop Control + S380℃40℃50℃可存多种生产设置参数与状况 Process Data and Status St80GB)± 1.0℃± 1.5℃ (by JT Board Test Standard)Especial Heating elements For Long Life ; 特制的特长寿命加热器Aluminium Alloy Plate 铝板(Option 选配)温度异常(恒温后超高温或超低温)Abnormal Temperature (Extra-hi Lanes板因过宽及元器件过重而弯曲变形 Preventing PCB warp such too wide and heavy component load900±20mm 300~2000mm/minWith suffix of "-N"标准配置 Standard 标准配置 StandardForced-Air 空气冷却 (标配Standard), Water-Chiller 冷水冷3/hr. @ 300ppm~1000ppm (O 2浓度 / O 2 Concentration) ; 氮气流量计 with N 2 Flow Rate Meter标准配置 Standard 选配 Option 400~1000PPM 20M³/H 500~1000PPM 25~30M³/H式 External Stand-alone Type ; 充足冷却能力满足无铅工艺要求 Powerful Cool配空气循环过滤,优化炉内环境,易于维护保养。
回流焊保养手册

*以內六角扳手 *溶劑或酒精以碎布 或無塵紙擦拭乾淨齒 輪表面,再以潤滑油 潤滑表面. *溶劑或酒精以碎布 或無塵紙擦拭乾淨齒 輪表面,再以潤滑油 潤滑表面. *左述各項檢查倘若 必要應予以更新備品.
6.軌道調寬 傳動桿
1. 軸桿需正常傳動,不可有過髒,偏移,彎 曲,或變行等現象發生。 2. 軸桿C形環,軸套需在正常位置,且不可 有溝槽間隙產生。
2-7 d.檢查抽風扇有否污垢,異物.如圖 (2-8)及排風管有否破損. 注:排風管以酒精清潔管壁.
2-8
e.檢查鏈條是否有變形與齒輪有 否吻合,及在鏈條與鏈條間孔是否 被異物堵塞.如有可用鐵刷將其去 除.如圖(2-9)
2-9
f. 檢查前中後軌道的平行度看其 是否有變形.可用PCB在軌道上運 行看與PCB間隔是否出入過大.
※以游標卡尺量測距離 ※以游標卡尺配合PCB生 產基板量測. ※調整方式:以進口處寬 度為基準點,倘若出板處 較寬或窄,以固定鉗及19 mm開口扳手將鏈條與軌 道後端轉動齒桿分開房 鬆,再以手轉動後端傳動 齒桿調整至與前,中端相 同距離始可.
2.軌道移動裝 置
滾動滑輪需正常來回滑動
※在WAKE UP温度擋中 以手動調整軌道寬度開 至極限來回行走,觀察 是否因阻力影響軌道寬 度。假設太緊,放鬆移 動裝置
2-10
g.檢查前後抽風罩有否污垢,異 物.爐膛排風管有否破損.如圖(211) (依照排風指示用風速測量儀在 抽風罩口測量風量是否足夠) 2-11 h.檢查清潔UPS工作狀況是否良 好,用萬用表測量輸入輸出端電 壓.(220V正負10)如圖(2-12)
2-12
年保養
在季保養的基礎上更進一步的對迴焊爐內外部進行維護.
7.前端及中間固定齒 桿,齒輪
回流焊工程培训教材

一、目的:全面掌握膏回流浸锡工艺和设备性能,保证设备正常运行,减少设备故障发生,从而更有效地保证品质。
二、适用范围:1.从事调试锡炉的组长和技术人员。
2.从事测试锡炉温度即打印温度曲线的组长和技术人员。
三、内容:1.关于锡膏:详细内容见《P板工艺》(M-T-016)的P3~9。
2.回流浸锡设备工艺特点:详细内容见M-T-016《P板工艺》P32~P39。
3.温度曲线打印管理方法:详细内容见M-QS-010《温度曲线打印管理作业指导书》。
4.回流浸锡炉的结构:回流浸锡炉是一种通过多重预热,然后再通过回流加热,从而使基板之零部件牢固焊锡于基板相应之铜箔处的浸锡设备。
主要由以下几个部分组成:4.1加热箱(加热装置)加热箱一般由两个或以上预热箱,一个或一个以上回流加热箱组成.4.2输送带(传动装置)输送带是将安装工程之半成品,从浸锡炉入口按一定速度输送到浸锡炉出口的传动装置之一,当安好零部件之基板,从出口出来之时,它的浸锡过程也就结束了.4.3排气系统在回流加热箱后的头部、尾部,各装有一个排气通道,强制冷却后的废气通过该排气通道排出车间外。
4.4冷却系统冷却系统主要是通过多翼扇的强制冷却,从而使浸锡后之焊锡温度按要求快速降低并凝固.4.5数字显示系统该系统主要显示预热温度,回流温度,鼓风机频率,输送带速度,以及时间、日期显示等。
5.回流浸锡炉的操作方法:5.1开机前必须按设备点检表之内容逐一进行点检,然后开机作业,打开电源.5.2依次按下MAINSWITCH、READY、OPERATION键。
5.3待锡炉显示数据与设定相符(约需30分钟左右),即能开始烘烤.5.4锡炉停止烘烤时,依次按下OPERATION OFF、READYOFF、MAIN SWITCH键即可,但不能立刻切断总电源,如需切断总电源时,应等候30min,方可断开。
以上操作方法是以TAMURA回流所作说明,不同型号参照对应说明书。
6.回流浸锡炉常见故障分析:6.1按钮开关按下,指示灯未亮.①总开关未开;②指示灯泡失灵;③总开关失效.6.2按钮开关按下,机器不运行.①总开关未开;②按钮开关失效;③继电器失效;④链条卡死;6.3链条在工作状态突然停止:①继电器烧坏;②链条卡死;③碰到紧急开关;④回流温度下降到设定温度以下.6.4显示表不显示:①热电偶感应器脏、失效;②相连电路线断;③显示表失效。
NS系列 无铅焊接热风回流焊机 说明书
4 6 7 7 7 7 8 8 12 33 36 37 38 39 40 41 43 60 52
劲拓电子设备有限公司
第 4 页 共 66 页
NS 系列无铅回流焊机用户手册(A1.0)
1. 概 述
深圳劲拓电子设备有限公司生产的NS系列机型包括有NS-800-N、NS-1000-N等品种,该系列均为全热风 强制对流式回流焊机。主要用于表面贴装基板的整体焊接和固化。采用PLC控制,对每个加热区的加热源进 行全闭环温度控制,具有方便的人机对话接口和丰富的软件功能,极大地方便了用户的使用。该系列机型具 有自动传送的隧道式结构。由多个预热区、焊接区、冷却区组成。各加热区单独PID控温。PCB传动采用平 稳的不锈钢网带与链条等速同步传动,采用链传动可与SMT其它设备进行在线连接,具有闭环控制的无级调 速功能。 该系列机型以其合理的加热区设计,独特的加热及热循环方式可以得到最佳的温度分布和稳定的加热过 程,保证热风遍及炉腔各个角落,使其温度各处均匀一致,另外在炉腔内的热容量大,在PCB连续进入炉体 时对各加热区的控制精度影响较小,这样可节省电力,确保各种工艺要求,达到理想的焊接效果。
Meet the Needs of the SMT Age
开机前务请详细阅读本用户手册
NS系列 无铅焊接热风回流焊机 用户手册
劲拓电子设备有限公司
JT ELECTRONIC EQUIPMENT CO., LTD
工厂地址: 深圳市宝安区黄田工业区第四栋 TEL:(0755)27508111(36线) FAX:(0755)27508636(大陆) TEL:(00852)24257808 FAX:(00852)24112321(香港) HTTP:// E-mail:shenzhen@ .
SMT回流焊操作教材教程
培训内(六部分)
• 开机操作 • 升温操作 • 降温操作 • 关机操作 • 注意事项 • 附页
第一点:开机操作
1、检查紧急停止按钮 EMERGENCY
是否解除,
SOTP
检查链网及其它部件安全。
2、在【配电箱】中开启机器总电 源。
3、开启控制电源,电脑自动运行 进入回流焊操作系统。
210-225度 时间在5-45秒 5、链条速度范围在:35-60CM/MIN之间 *:该设定温度之范围适合20*20CM规格之
PCB板,当PCB规格发生变化时可以适当作 出调整。
谢谢
6、单击 FINISH 键完成。
7、待绿色信号灯亮后才可以过PCB。
第三点:降温操作
1、确保炉体内链网上已没有PCB,在操
作系统中选择 0 0 1 按键关闭加热
电源。
2、从操作系统右上角 该操作系统。
关闭键,关闭
3、从 WINDOWS95【START】处关闭操作平台。
第四点:停机操作
1、回流焊炉内温度降到100度时, 机器会自动停止冷却,此时可 断开整机电源。
2、断开整机电源前要先关掉UPS。 3、禁止不按降温顺序操作进行
非法关机。
第四点:操作条件及注意事项
1、机器在干净的环境中工作。 2、链网上过的机板不能过于密集,间距要求在20MM
以上。 3、不准将手伸入炉内拾取出炉之PCB。 4、非技术人员不得调整机器,当遇意外时,可按红
色紧急停止按钮,再通知技术人员处理。 5、突然掉电后,要尽快将炉内之PCB取出,待机器
回复正常后,再过一次回流焊。 6、正常生产时,每天至少做一次回流焊温度曲线测
试,并打印存档。
附页:XPM520回流焊操作界面
回流焊操作规程
3.4基本维护与保养
3.4.1保持机器内外干净整洁,输送带及进出口无杂物。
3.4.2传送带滚动轴每二个月加入一次润滑油(二流化钼),经常检查马达轴轮并添加高温滑油(使用频率而定,使用三次检查一次),保持风扇及风叶的清洁,使用前地线连接可靠。
回流焊操作规程
1.目的
规范设备管理,用于对回流焊接系统的控制,以达到产品焊接质量要求。
2.适用范围
适用于AE-RF-530回流焊,表面贴装元件的整体焊接。
3.操作步骤
3.1开机
3.1.1接好电源插头,连接好接地线。
3.1.2打开回流焊机的操作箱,开启控制板上总电源开关,按下绿色按钮。
3.1.3开启调速旋钮,检查运输带速度,走带速度控制在350~380。
4.注意事项
4.1开机前要检查机器的工作电压是否在安全范围内或是否稳定,以保证机器各部件可正常安全工作。
4.2各温区温度要视焊接情况可以适当调整。
4.3输送带速度根据样品焊接情况进行调整。
4.4等实际温度达到设定温度并稳定10分钟后开始焊接。
4.5传送轨道及传送网无异物。
4.6随时检查传送系统电机、加热器工作状态。
序号:
设施名称
出厂编号
型号(规格)
价格
生产厂家
进厂日期
主要技术参数:
随机附件及数量:
随机资料:
设施安装调试情况:
设施验收结论:
参加验收人员:
备注:
使用部门签名:日期:生产部签名:日期:
回流焊操作使用规范
回流焊操作使用规范一:目录 (1)二:设备介绍 (2)三:开机 (2)四:基本操作 (4)五:关机 (5)六:异常处理 (6)七:注意事项 (6)一:设备介绍HOTFLOW-9CR为八温区热风空气焊接机,独立的微循环冷却系统,有两种传送方式链条/网带传送,有适用于无铅/普通焊料,适用于BGA、普通元件/单双面板、软板的焊接,生产最大/最小PCB尺寸350MM(W)*400MM(L)/50MM(W)*50MM(L),轨道传送速度0-1800MM/MIN,轨道传送高度90MM±20MM,部品上下高度±25MM。
设备带有不间段电源(在突然停电的情况下继续部分功能如传送可正常工作15分钟左右),使用三相电源380V ±10%50HZ,全功率/正常工作功率51KW/10KW,使用0.4MPa以上干净气源。
图1二:开机1、打开炉体前面靠出口处第2个机器防护盖,将总电源开关向上扳置于ON接通电源,盖上机器防护盖。
图22、将开机电源向右旋转开启电脑,一分钟后电脑启动进入桌面,双击桌面上的回流焊软件图标,打开回流焊软件。
图3 图43、将紧急开关弹回,检查传送装置周围有无异物堵塞。
点击主画面“解锁”操作权限点击“确认”,点击“启动/停止”开始传送及加热运行。
图5三:基本操作1、作业前先对机器按“设备保养点检记录表”的项目进行点检,并记录在点检表内。
2、选择PCB程序点击主画面“打开”打开文件夹,找到相应的生产机型,再点击“打开”打开程序。
图63、调整轨道前检查轨道活动范围有无异物并取出,点击“运输开/关”运输停止,手动旋拧“轨道宽窄”(左旋窄/右旋宽)调整轨道至大于PCB宽度的3MM,将PCB放置在入口及出口轨道上来回拉动检查宽度是否合适,轨道调整完成后点击主画面“运输开/关”运行。
四:关机1、点击主画面“解锁”、“确认”再点击“加热开/关”关闭加热(注意关闭加热前先目测确认炉内PCB是否传送完),等回流焊自动冷却半个小时后(注意如把运风与加热同时关闭,则由于发热管断电后,还有很高的余热,如没有运风马达帮助热传递,将影响发热管的寿命)。
科隆威回流焊说明书
产品名称:科隆威回流焊产品说明:1、科隆威回流焊现主推产品为V7-Pro, V7-Extra2、V7-Pro加热长为3.3m, 总长为6.2m V7-Extra加热长为3.8m, 总长为6.5m3、全优质不锈钢炉膛4、高质量的传输装置(导轨),分为单轨(单中央支撑),双轨(双中央支撑);还有导轨同网带共存5、电脑控制注油系统,注油可以精确到每一点6、氧含量可以做到<100ppm7、工作电功率小于16KW(V7-Extra 6.5m)8、德国原装低能耗高温马达,具自我散热功能(同ERSA一样);9、高效助焊剂回收系统(回收效能高达98%),免停机保养10、横向回流设计,恒温区与回流区温差>=120度11、电脑主机板生产流速>1.2M/分钟加热系统:1、采用MULTI-HOLE AIR/N2 CIRCULATED PANEL HEATER,热接触面积大具均温性良好,热交换效率高,温度补偿讯速,寿命长等优点。
2、使用耐高温之BLOWER,具低噪音,寿命长,无须添加润油可配合调速器以控制风量。
3、上,下加热器可独立控制温度,温差可达50℃,双面SMD REFLOW 可轻易达成。
4、第一区温度可设定比第二区高80℃而不互相干扰,达到快速Ramp up Rate.5、REFLOW区与前一区加热器温差可达80℃,可符合平稳SOAK之制程需求。
6、每组加热器皆有双重过温保护。
7、掀炉盖时安全保护:自动切断加热及蜂呜器警示。
传动系统:1、传动速度:输送纲及轨道分别独产控制系统。
2、输送保护:当警报发生时可直接全速驱动输送系统,产品会自动以最快速度输出,避免受损。
3、轨道采用特殊超合金钢轨及自动润滑系统,低变形,低磨耗,无掉板,卡板,夹板之因扰。
4、分区助焊剂收集(Optional)助焊剂过滤收集及氮气回收,Flux充分排放,炉内不会有Flux残留物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第1页 共19页 安全忠告
.为了保护终端用户的健康与安全,帮助用户选择安全的方法操作机器,现将机器的使用方法及注意事项作如下说明,仅供参考。
1.回流焊锡机危害 a.热表面: 运输链、运输导轨和移动中的焊接板均会传递热量,某些表面温度能达到66℃(150℉),可能对人体皮肤造成一定程度的烧伤。 b.安全措施: 机器正在运行时,戴好热保护手套或穿好保护衣服。在没有戴保护手套时,严禁接触运输系统和从机器中出来的PCB板,而要让PCB板先冷却;如果对机器的任何部分进行维护时,应先穿上保护衣服。注意:不要将PCB板以外的任何物体进入机器。
2.火或者烟的危害 a.马达: 在正常的环境下,马达在运行期间由于摩擦容易产生火星,有可能引起周围环境发生火灾。 b.发热源:如果板在机器中停留时间太长,可能点燃焊接PCB板。 c.保护措施: 为了避免火灾,采用好的灭火技术,按照本地规则安装防火设施。 妥善保护好易燃材料,不要将易燃物品放入机器内或机器附近;保持好回流焊锡机的清洁。机器里面不要停留印制电路板,并确认全部的GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第2页 共19页 马达运行正常。
一、 高度与水平校正 机器配置有脚杯与移动滚轮。在需要移动机器时,升起脚杯,便可以人力推动机器。确保地面水平以后,再为机器选择位置,然后拧下脚杯,再调整机器的水平
二、 机型说明:
该机型为热风循环结合远红外型热风回流焊接系统,具体为十个温度控制区。两个快速预热区,一个回流焊接区,两个恒温干燥区,温区上下对称分布。上预热、恒温区同上回流焊接区采用热风回流传递加热,下预热、恒温区同下回流焊接区采用红外传递加热,上下同时受热,基板受热更加均衡,另外采用热风回流提高整机的工作性能. 三、 机体外形: 外形尺寸:(L)3000x(W)700x(H)1300 机器重量:250KG 最大功率:14KW 工作功率:4KW 输入电源:3相380V或单相220VAC, 50HZ/60HZ 四、 运输系统: 网带宽度:350MM 网带高度:880±20MM GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第3页 共19页 PCB尺寸:300X300MM 过机时间:3.5-5.5分钟 速 度:200-800MM 五、 功能区描述: 第一温区上:上预热区, 数字式温控 2KW 第一温区下:下预热区, 数字式温控, 2KW 第二温区上:上预热区, 数字式温控 1KW 第二温区下:下预热区, 数字式温控, 1KW 第三温区上:上干燥区, 数字式温控 1KW 第三温区下:下干燥区, 数字式温控, 1KW 第四温区上:上干燥区, 数字式温控 1KW 第四温区下:下干燥区, 数字式温控, 1KW 第五温区上:上回流区, 数字式温控 2KW 第五温区下:下回流区,数字式温控, 2KW
六、 温区设置: 设置温度1(锡浆) 设置温度2(红胶) 第一温区上: 200±10℃ 160±15℃ 第一温区下: 200±10℃ 160±15℃ 第二温区上: 185±10℃ 160±15℃ 第二温区下: 185±10℃, 160±15℃ GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第4页 共19页 第三温区上: 190±10℃ 170±15℃ 第三温区下: 190±10℃ 170±15℃ 第四温区上: 200±10℃ 170±15℃ 第四温区下: 200±10℃, 170±15℃ 第五温区上: 235±10℃ 180±15℃ 第五温区下: 235±10℃ 180±15℃ 七、 启动: a) 开启供电电源开关 b) 开启运输开关 c) 调节运输速度到适合焊接的速度为止 d) 用与工作PCB相同的或相似的废板偿试焊接,通过结果对温控器设定进行5℃以内的设整,使之达到工作需要. e) 在刚放入PCB板5-10分钟左右时,若温度控制器实际温度与设定不稳时,则重新进行温控器参数的设定.(开始放入PCB板或突然改变放入的PCB板的数量时,实际温度与设定温度有一定温差,过一段时间的均速放入PCB后,这个温差将减速少至正常温差范围内) 八、运行操作软件说明: 当计算机进入windows后,并双击“回流焊图标” 。将显示下图画面 此界面是设备的主监控界面,主界面是监控和操作设备的重要窗口,主界面可对设备的运行动画和工作状态进行操作和监控。
在监控画面里可以监控设备的运行数据、运行动画和操作设备的工作状态。 GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第5页 共19页
注:此界面支持操作员密码功能,当密码打开时才能对设备进行操作和参数设置,否则只能监控设备运行情况,密码关闭时快捷菜单和下拉菜单都为无效灰白色, 不能进行操作。 密码打开时快捷菜单和下拉菜单都为有黑色,可以进行操作。输入打开密码方法: 单击密码锁快捷图标,将出现输入安全密码对话框,在对话框里输入安全密码即可, 关闭密码方法:单击密码锁快捷图标,快捷按钮又变成灰白色。
语言选择功能: 可直接在文件/语言/中进行中文简体、中文繁体、英文切换。 在转换得时候可能会出现乱码,一般从新启动软件即可,如果还是不能解决可能是您系统没有相应得子库。 在英文系统下 中文一定会出现乱码属正常。
运行参数设置:单击参数设定弹出参数设定画面GSD-S5C回流焊机说明书A1版
深圳市广晟德科技发展有限公司 第6页 共19页 在运行参数设定画面里可以对每个温区的加热温度、网链的运输速度、以及预热、升温的焊接风机的速度进行设定。 此画面的参数可以保存,以便以后焊接同样的PCB时可以直接调用,不必逐一修改, 操作方法:如下图:打开设定窗口,点击“另存”图标将弹出“另存”窗口,输入相应的文件名即可保存。
GSD-S5C回流焊机说明书A1版
深圳市广晟德科技发展有限公司 第7页 共19页 下次使用时要调出存储的运行参数:单击“打开”图标,选择相应得文件名即可打开,单击“确定”图标便可把参数下载到PLC运行。 此画面为防止非相关操作人员错误操作,设有保护密码,(出厂时未设密码)客户可根据需要设置密码,点击“修改密码”降弹出输入密码画面,在此画面里输入密码确定即可,在下次设定此参数时将提示你输入操作密码. GSD-S5C回流焊机说明书A1版
深圳市广晟德科技发展有限公司 第8页 共19页 PID参数设定: 在设置下拉菜单里单击PID参数设置将出现PID参数设置画面。
PID参数是温度控制的重要参数,准确设定PID的参数为控制温度的必要条件。在PID参数中P I为最重要的参数,
D值设定:此值为提前PID控制温度, ( 如设定温度为 260 ,D值为10;即当温度升到250度开始PID占空比控制 一般D值在10-60之间。如果在第一次开机温度冲温(实际温度超过设定温度很多)请加大D值:如果在第一次升温非常缓慢减小D值,以温度不超温和不掉温为宜。 I值设定:为内部PID的控制参数,(当D值为“0 自动控制”)有效,当温度冲温过大时减小;升温过满时加大,以温度不超温和不掉温为宜。 P值设定:此参数主要用于调节固态的闪烁周期,P值越大接通周期大于断开周期相反P值越小接通周期小于断开周期,此值范围“5-50”之间。 当温度冲温过大时减小;升温过慢时加大,以温度不超温和不掉温为宜。 注:PID参数同样支持密码功能,一般由管理员设定;PID参数根据控制软件不同可能控制的目标和意义有所不同,不能照搬其他公司的软件。
机器参数设定:
单击具栏中图标或选择菜单栏中“窗口”下的“机器参数设定”选项,可进入“机器参数设定画面”。 GSD-S5C回流焊机说明书A1版 深圳市广晟德科技发展有限公司 第9页 共19页 最高温度:最高温度是设备的最高升温温度,出厂设定为300摄氏度,参数设定里的温度不能操作机器参数里的最高温度,软件里已自动限制。
安全温度(即自动关机时的关闭温度,一般可设定为100-180)、 加油周期和持续加油时间(此参数请根据润滑程度设定) 分辨率:分辨率即输送链条速度的矫正参数(请保留出厂值) 其余参数可不必设定,系统已运行最佳参数。 超温报警设定; 单击设置/下拉菜单的极限温度设置或工具栏的极限温度设置图标显示如下图: GSD-S5C回流焊机说明书A1版
深圳市广晟德科技发展有限公司 第10页 共19页 超温报警温度是用户在生产加工时允许焊接温度偏差,当超过所设定的偏差值设备将发出相应得报警或停止设备的加热。 超温报警的值范围可根据客户对PCB的焊接要求来设定,如对温度要求较高的“BGA”可适当把值设小一些。对温度要求不高的电阻电容可适当设大一些。此参数的设定为不经常报警为宜。
温度补偿参数设定: 温度补偿是针对热电偶的误差纠正而设置的参数,当显示温度大于实际温度可设置为负数进行负补偿;当显示温度小于实际测量温度可设置为: