工序机械标产代码
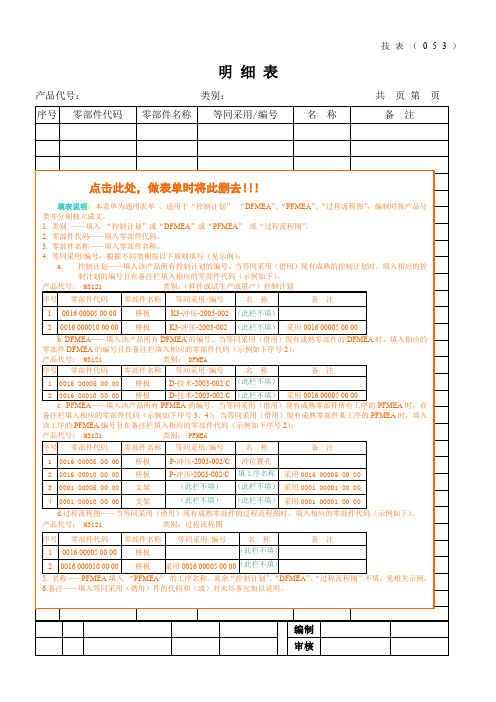
机械制造、装配行业质量管理控制计划、FMEA、过程流程图明细表模板
4 0001 00010 00 00 支架
(此栏不填) (此栏不填) 采用 0001 00001 00 00
d.过程流程图——当等同采用(借用)现有成熟零部件的过程流程图时,填入相应的零部件代码 .PFMEA——填入该产品所有 PFMEA 的编号。当等同采用(借用)现有成熟零部件所有工序的 PFMEA 时,在
备注栏填入相应的零部件代码(示例如下序号 3、4);当等同采用(借用)现有成熟零部件某工序的 PFMEA 时,填入
该工序的 PFMEA 编号且在备注栏填入相应的零部件代码(示例如下序号 2);
零部件 DFMEA 的编号且在备注栏填入相应的零部件代码(示例如下序号 2);
产品代号: M3121
类别: DFMEA
序号 零部件代码 零部件名称 等同采用/编号
名称
1 0016 00005 00 00 桥板
D-技术-2003-002/C (此栏不填)
备注
2 0016 00010 00 00 桥板
D-技术-2003-002/C (此栏不填) 采用 0016 00005 00 00
序号 零部件代码 零部件名称 等同采用/编号
名称
备注
1 0016 00005 00 00 桥板
(此栏不填)
2 0016 000010 00 00 桥板 采用 0016 00005 00 00(此栏不填)
5. 名称——PFMEA 填入 “PFMEA” 的工序名称。其余“控制计划”、“DFMEA”、“过程流程图”不填,见相关示例。 6.备注——填入等同采用(借用)件的代码和(或)对未尽事宜加以说明。
产品代号: M3121
类别: PFMEA
XX机械制造公司编码规则(附图)
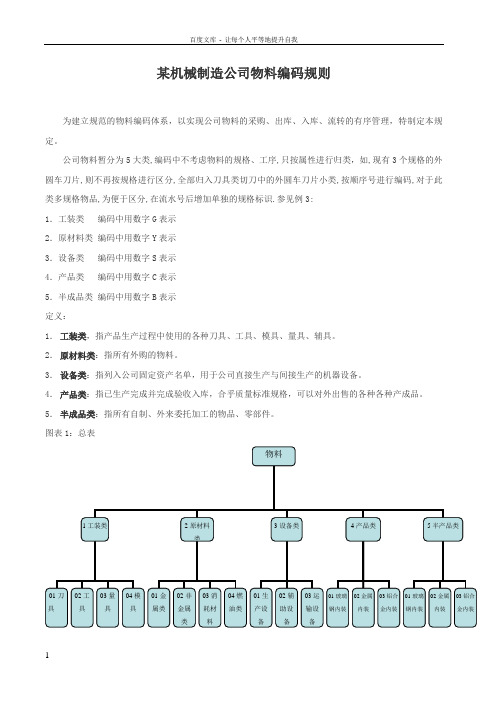
某机械制造公司物料编码规则为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:1.工装类编码中用数字G表示2.原材料类编码中用数字Y表示3.设备类编码中用数字S表示4.产品类编码中用数字C表示5.半成品类编码中用数字B表示定义:1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
图表1:总表⒈工装类编码图表2:工装类图表编码规则用5段10位数字来表示物品,具体为其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001001的具体铣刀指圆柱型铣刀指工装类编码表(大分类代码G)代码名称说明01 刀具指设备用刀具,包括用于切削加工的刀具02 工具指用于辅助生产的各种常用工具和辅助工具03 量具加工装配中用于测量尺寸、形状、位置的器具与装置04 模具指有特定形状用于加工生产的特殊工具刀具经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:例3:现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为: 表示5毫米外园车刀片第一把…………表示8毫米外园车刀片第一把…………..表示10毫米外园车刀片第一把………工具量具模具原材料类编码图表3:原材料类图表编码规则:原材料类用4段8位数字表示,例:第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.编码表(大分类代码Y)设备类编码图表2:设备类图表编码规则:设备类用5段9位数字表示,例:第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001表示流水号为001的普通机床.编码表(大分类代码S)名称代码说明生产设备01 用于直接生产的机器设备辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)运输设备03 用于运输、装配的机器与车辆生产设备例4:现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:而尚有数控铣床一台,则该铣床编码则为:表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。
毕业论文-轴套零件的加工工艺规程及夹具设计
毕业设计说明书课题:轴套零件的加工工艺规程及夹具设计专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):轴套零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日本文主要介绍轴套零件的机械加工工艺过程,首先通过对该其零件图纸进行分析,再确定其加工工艺,选择合理的设备及工艺装备,并制定出合理的工艺路线,选择合理的刀具、切削用量等,其次设计钻两斜孔的钻孔夹具、专用刀具、专用量具等,最终制定并填写机械加工工艺卡片和机械加工工序卡片。
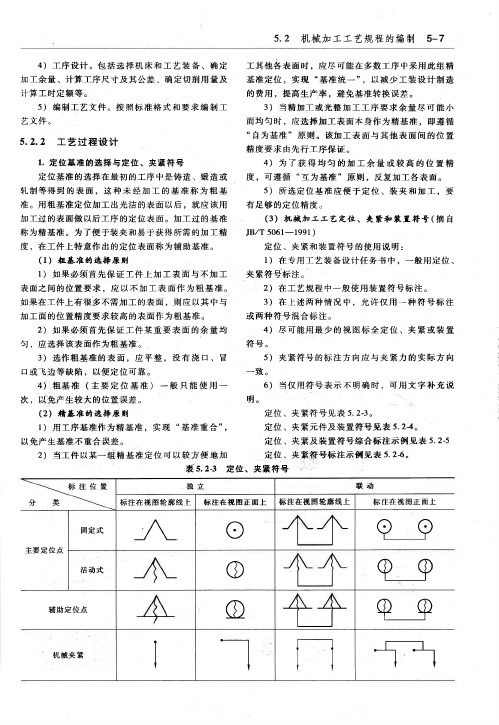
机械加工工艺定位、夹紧和装置符号
3)选 作 粗基准 的表 面 ,应 平 整 ,没 有 浇 口、 冒
口或飞边等缺 陷 ,以 便定位 可靠 。 4)粗 基 准 (主 要 定 位 基 淮 )一 般 只 能 使 用 次 ,以 免 产生较 大 的位置误差 。
5)夹
一致 。
6)当
明。
(2)精 基 准 的选择 原刖 ” 1)用 工 序基 准作 为精基 准 ,实 现 “ 基 准 重合 ,
序 号
(续
定位 、夹紧符号标注示意图
)
说 明
定位 、夹 紧符号标注示意 图
说 明
号
1
装夹在 装夹在 一 圆柱 销 和一 菱 形
4
V形 铁 上
的轴 类 工 件 〈铣 键 槽)
销夹 具 上 的 箱 体
(箱 体 镗
孔)
(三 件同加工)
装夹在 铣齿 机底
2
装夹在 三面定位
5
座上 的齿 轮 (齿 形 加工 )
(加 工 垲
面)
装夹在 联动定位 装丑上带 双孔 的工 件 (仅 表 示工 件两 孔定位 ) 装夹在 液压杠杆 夹紧夹具 上的垫块
(加 工 恻
面)
5-16
第 5章
机 械 加 工 工 艺规程 制 定
(续 )
夹紧符号标注示意 图
术要求 。这些技术要求 还包括 由于基准不 重合而提 高 对某些表面 的加 工要求 ,由 于被作 为精基准而 可 能对 其提 出更 高 的加 工 要 求 。根 据 各 加 工 表 面 的技 术 要 求 ,首 先选择能保 证该要求 的最终加 工 方法 ,然 后 确 定各 工 序 、工步 的加工方法 。 (1)加 工 方 法的选 择原 划
,
拨杆 夹 紧 (筒 类 零
生产车间设备编码规则
生产车间设备编码规则1.编码结构:设备编码一般由多个组成部分构成,其中各个部分对应着不同的设备信息,例如设备类别、设备属性、设备功能等。
一个设备编码示例:CDL-0234-FL-012.设备类别:根据设备的不同类型,可以将设备进行分类,并分配对应的字母代表设备类别。
例如:-M:机械设备-E:电子设备-C:化学设备-T:工具设备-P:生产设备3.设备属性:设备属性代表着设备的一些基本信息,例如设备的尺寸、重量、颜色等。
根据实际需要,可以选择不同的属性进行编码。
例如:-S:小型设备-M:中型设备-L:大型设备-W:白色设备-B:黑色设备4.设备功能:设备功能指设备所具备的主要功能,例如设备的生产加工方式、生产能力等。
根据具体情况,可以选择不同的功能进行编码。
例如:-PR:生产线-CA:采购设备-RE:维修设备-IN:检测设备-AS:组装设备5.设备序号:设备序号是设备在同类设备中的唯一编号,用于区分不同的设备。
可以根据实际情况进行编号,例如从01开始递增。
综合以上几点,可以得出设备编码规则示例:设备类别-设备序号-设备属性-设备功能。
例如,CDL-0234-FL-01的编码可以解读为:-CDL:机械设备-0234:设备序号-FL:大型白色设备-01:生产线设备通过这样的设备编码规则,生产车间可以方便地进行设备管理和标识。
不仅可以快速识别设备的类别、属性和功能,还能追踪设备的维护记录和备件管理情况,提高设备的使用效率和生产效益。
同时,设备编码规则还可以提供数据支持,用于制定设备维护计划和调度安排,实现生产车间设备的优化管理。
机械加工技术第一章机械加工概述
③制造系统自动化技术水平;
④制造系统管理技术,即生产模式的先进程度。
任何一台机械产品或设备都是由各种零件和功能部件组成的,如何使这 些零件和功能部件优质高效地制造出来并装配成具有预定功能的产品或设备, 这就是研究制造技术的意义所在。
机械加工技术
第一章 机械加工概述
3.机械制造技术的发展趋势
(1) 采用自动化技术,实现制造自动化
第一章 机械加工概述
(2) 加工与设计趋向集成及一体化 CAD/CAM、FMS、SIMS、并行工程(CE)、快速原型技术(RP)等先进制
造技术的出现,使加工与设计之间的界限逐渐淡化并走向一体化。各种常规 工艺过程间的界限趋于淡化而集成于统一的制造系统中。
(3) 机械制造工艺技术向先进制造工艺技术转变
这就要求制造企业要以满足顾客的个性需求作为企业的经营宗旨、以用 户满意作为产品质量的有效标准,寻找到既能高效生产又能快速转产的“柔 性”制造方法,形成把多品种小批量生产组织成大批量生产的技术及其生产 管理模式。先进制造技术就是为了满足这种需要而发展起来的。
机械加工技术
第一章 机械加工概述
五、工艺系统的构成
第一章 机械加工概述
第一节 机械制造基本概念 一、研究机械制造工程学科的意义
1.机械制造技术的作用
制造技术的发展极大地改变了人们的生活方式和生活质量。它为人类 制造出满足生活需要的产品和工具,使人们生活得更加轻松和舒适,有更多 的时间去思考如何发明新的产品并将它制造出来供人们使用。制造技术的不 断进步也改变了人们的生产方式。
机械加工技术
零件的生产纲领可按下式计算
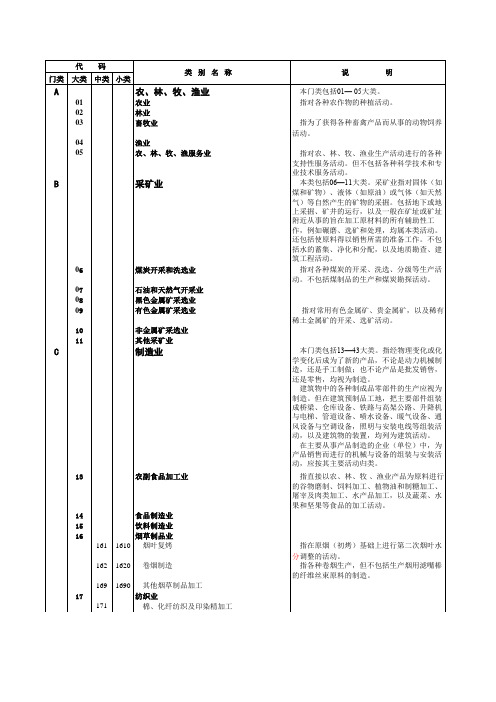
国民经济行业分类与代码(GB T4754-2002)(附说明)
223 2231 2239 23 231
纸制品制造 纸和纸板容器的制造 其他纸制品制造
指用纸及纸板为原料,进一步加工制成纸制 品的生产活动。 指符合出售规格或包装要求的纸制品,以及 其他未列明的纸制品的制造。
印刷业和记录媒介的复制 印刷 2311 书、报、刊印刷 2312 本册印制 2319 包装装潢及其他印刷
指经机械或化学方法加工纸浆的生产活动。 指用纸浆或其他原料(如矿渣棉、云母、石 棉等)悬浮在流体中的纤维,经过造纸机或其 他设备成型,或手工操作而成的纸及纸板的制 造活动。 指采用手工操作成型,制成纸的生产活动。 指对原纸及纸板进一步加工的生产活动。
2221 2222 2223
机制纸及纸板制造 手工纸制造 加工纸制造
其他稀有金属冶炼3343340有色金属合金制造335有色金属压延加工3351常用有色金属压延加工3352贵金属压延加工3353稀有稀土金属压延加工34金属制品业341结构性金属制品制造3411金属结构制造3412金属门窗制造342金属工具制造3421切削工具制造3422手工具制造3423农用及园林用金属工具制造3424刀剪及类似日用金属工具制造3429其他金属工具制造343集装箱及金属包装容器制造3431集装箱制造3432金属压力容器制造3433金属包装容器制造3443440金属丝绳及其制品的制造345建筑安全用金属制品制造3451建筑家具用金属配件制造3452建筑装饰及水暖管道零件制造3453安全消防用金属制品制造3459其他建筑安全用金属制品制造3463460金属表面处理及热处理加工347搪瓷制品制造3471工业生产配套用搪瓷制品制造3472搪瓷卫生洁具制造3479搪瓷日用品及其他搪瓷制品制造348不锈钢及类似日用金属制品制造3481金属制厨房调理及卫生器具制造3482金属制厨用器皿及餐具制造3489其他日用金属制品制造349其他金属制品制造3491铸币及贵金属制实验室用品制造3499其他未列明的金属制品制造35通用设备制造业351锅炉及原动机制造3511锅炉及辅助设备制造指以有色金属为基体加入一种或几种其他元素所构成的合金生产活动
机械加工件生产过程可能产生的主要环境影响及预防或者减轻不良环境影响的对策和措施
机械加工件生产过程可能产生的主要环境影响及预防或者减轻不良环境影响的对策和措施机械加工件生产过程汇总可能产生的废气主要有切割粉尘、焊接烟尘、打磨粉尘、喷塑粉尘、固化废气、抛丸粉尘、喷漆及烘干有机废气。
1、有组织排放:(1)切割粉尘、焊接烟尘、打磨粉尘、喷塑粉尘A:切割粉尘源强核算:钢板加工部分采用激光切割机进行切割,切割过程会产生切割粉尘,参照《排放源统计调查产排污核算方法和系数手册》“机械行业系数手册”,切割废气产污系数为1.10kg/吨-原料,本需要激光切割的钢材量约3000t/a,则产生的切割粉尘量约为3.3t/a。
B、焊接烟尘源强核算:焊接烟尘由金属及非金属在过热条件下产生的蒸发气体经氧化和冷凝而形成的。
焊接烟尘的主要化学成分,取决于焊接材料(焊丝、焊条、焊剂等)和被焊接材料的成分及其蒸发的难易,主要是一些金属氧化物。
参照《排放源统计调查产排污核算方法和系数手册》“机械行业系数手册”,焊接核算环节-实芯焊丝-CO2保护焊,颗粒物产污系数为9.19kg/吨-原料,每年消耗焊丝30t,则焊接烟尘产生量为0.28t/a。
打磨粉尘源强核算:本通过手工打磨,清除金属表面的毛刺;清除表面的粗颗粒及杂质,获得平整表面。
打磨过程会产生一定的粉尘,由于打磨边角产生的粉尘较少,所以不再进行定量分析。
喷塑粉尘:本喷塑工序会产生一定的喷塑粉尘,塑粉的主要成分为粉末涂料。
参照《排放源统计调查产排污核算方法和系数手册》中的“33-37,431-434机械行业系数手册”(第二次污染源普查),“涂装核算环节-粉末涂料-喷塑工序”产污系数为颗粒物300kg/t-原料。
本粉末涂料用量约19.78t/a,则喷塑粉尘产生量约为5.93t/a。
综上,激光切割、焊接打磨工序产生的颗粒物总量为3.58t/a,喷塑粉尘产生量约为5.93t/a。
治理措施:激光切割、焊接打磨工序各工位产生的废气经集气罩收集后通过一套滤芯除尘器处理最终通过1根15m高排气筒排放(排放口编号DA001)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
550 贴皮机
大板贴皮
450 贴皮机
大板贴皮
180 覆膜机 折边 8-37 0.6 6000 MV机
MV机
220 KV机
KV机
28
235
23
400
145
145
220
R101T06 M1350
10
M1350B
M1350DC
BR1100V(修改1350模具)
机械 工序名称 工序代码 标准工时
标准时产量
MV机
圆弧2
台钻
高音沉孔
台钻
接收器孔
多台钻 面罩孔 4-41 12 300
多台钻
多台钻
台钻
挖孔机
后面板通孔 后面板沉孔 4-31 31.3 230 镂铣机 修边 7-25 22.5 160 4-32 31.3 230 镂铣机 后面板通孔 5-31 31.3 230 KV机 KV机 4-29
低音螺丝孔 后面板螺丝孔 高音螺丝孔 低音通孔 4-23 12 300 多台钻 面罩孔 5-41 12 300 4-38 14.4 250 多台钻 4-19 12 300 台钻 250 台钻 挖孔机 4-15
低音螺丝孔后面板螺丝孔 高音螺丝孔 低音通孔 5-23 12 300 5-38 14.4 250 5-19 12 300 5-15 18 200
5-2 8.3 1300 跑锯
开料
12-2 1.96 5500 推台锯
断料
5-25
7-26
4-37
7-12 16.3
7-13 16.3 220
7-23 12 300
4-4 12 450 冲床
4-34 12 450 镂铣机
4-31 31.3 230 镂铣机
4-32 31.3 230 镂铣机 倒角 7-24 13.3 270
2
机械 工序名称 工序代码 工时S 机械 工序名称 工序代码 工时S
标准时产量
低音螺丝孔 后面板螺丝孔后面板通孔 后面板沉孔 5-4 12 450 5-34 12 450 5-31 31.3 230 5-32 31.3 230
标准工序工时表
序号 型号
R1600TIII主箱
名称代码
1
R1600T111副箱
机械 工序名称 工序代码 工时S
标准时产量
跑锯 开料 4-2 5.4 2000 跑锯
开料
跑锯 开料 6-2 2.7 4000 跑锯 开料 7-2 2.7
推台锯 断料 6-3 4.8 1500 推台锯 断料 7-3 4.8 1500 推台锯 断料 6-3 5.5 1300 推台锯 断料 7-3 5.5 1300
手工打磨 手工打磨 6-33 48 75 检查 检查 7-31 15.3 235 冲床 低音螺丝孔 4-4 12 450 冲床 低音螺丝孔 5-4 12 450
检查 检查 6-31 15.3 235 补灰 补灰 7-34 156.5 23 冲床 后面板螺丝孔 4-34 12 450 冲床 后面板螺丝孔 5-34 12 450
后面板沉孔
5.4
2000 跑锯
开料
1.8
6000 跑锯 开料 7-2 1.8 6000
R1800T111副箱
4
机械 工序名称 工序代码 标准工时
标准时产量
5-2 5.4 2000
5-25 18 600
5-15 11.3 320
5-37 7.2 500
4-5 52 138.5
5-29 48 150
5-31 31.3 230
分料
推台锯 切角 6-27 14.4 450 推台锯 切角 7-27 14.4 450 推台锯 切角 6-27 14.4 500 推台锯 切角 7-27 14.4 500 跑锯
开料
修边机
修边
台钻 变压器孔 4-9
台钻
标牌孔
立铣机 圆弧 6-26
覆膜机
折边
MV机 MV机 4-5
KV机 KV机 4-29
5-2 5.4
13-2 1.4 8000
13-3 2.9 2500 修边机 修边 4-25 18 600 修边机
修边
13-5 7.2 1000 台钻
低音通孔
13-27 7.2 1000 覆膜机 折边 4-37 7.2 500 覆膜机
折边
5-25 18 600
5-15 11.25 320 MV机
MV机
180 立铣机
圆弧
340 覆膜机
折边
145 MV机
MV机
145 KV机 KV机 5-29
220 镂铣机
圆弧1
R2000DB副箱
7
机械 工序名称 工序代码 标准工时
标准时产量
低音螺丝孔 后面板螺丝孔 高音螺丝孔 低音通孔 5-23 12 300 镂铣机 5-38 14.4 250 镂铣机 5-19 12 300 台钻 5-15 18 250 台钻 台钻 台钻
145 MV机 MV机 4-5
145 KV机 KV机 4-29 镂铣机
圆弧1
220 镂铣机
圆弧2
R1900TV副箱
9
机械 工序名称 工序代码 标准工时
标准时产量
后面板通孔 后面板沉孔 5-31 31.3 230 5-32 31.3 230
导向孔 高音通孔 高音沉孔 5-21 12 300 5-11 12 300 5-12 12 300
MV机
冲床
冲床
冲床 冲床 9-4
4.8 1500
冲床 冲床
台钻 低音通孔 9-15
6.8 530 台钻
低音通孔 检查吹灰
导向孔 后面板通孔 4-21
8 900 镂铣机
导向孔
检查吹灰 9-31
3.2 1100
4-2 3.8 2842 跑锯
开料
8-2 1.4 7605 跑锯
开料
8-3 3.9 2770 推台锯
开料
8-3 3.9 2770 推台锯
断料
9-2 1.4 7715 推台锯
分料
9-3 3.8 2842 跑锯
开料
4-25 10.5 1040 推台锯
补灰 补灰 6-34 156.5 23 覆膜机
折边
打磨机
手工打磨
覆膜机 折边 4-37 10.2 360 MV机
MV机
MV机
MV机
KV机
KV机
冲床
冲床
镂铣机
镂铣机
后面板沉孔
镂铣机 倒角 6-24 13.3 270 镂铣机 铣斜边 7-23 13.3 270
镂铣机 铣斜边 6-23 13.3 270
CNC CNC 6-30 14.4 250
低音螺丝孔 后面板螺丝孔 高音螺丝孔 低音通孔 4-23 12 300 台钻 4-38 14.4 250 台钻 4-19 12 300 挖孔机 4-15 18 250
5-2 8.3 1300 跑锯
开料
12-2 1.96 5500 跑锯
开料
4-25
4-10
4-37
6-12 16.3
6-13 16.3 220 镂铣机
铣斜边
6-23 12 300
4-39 12 300 多台钻 面罩孔 5-41 12 300
550 修边机
修边
225 台钻 标牌孔 5-10
450 立铣机
圆弧
180
220 打磨机 打磨 7-36
28 手工打磨 手工打磨 7-33
235 检查 检查 7-31 2
23 补灰 补灰 7-34
400 覆膜机
折边
5-29 53.3 135
标准时产量 2000 4000
R1800T111主箱跑锯 Nhomakorabea料 4-2 跑锯 开料 6-2
镂铣机
后面板沉孔
3
4-15 11.3 320 台钻
低音通孔
4-5 52 138.5 MV机
MV机
4-29 48 150 KV机
KV机
4-31 31.3 230 镂铣机
后面板通孔
4-32 31.3 230 镂铣机
镂铣机
圆弧1
镂铣机
圆弧2
镂铣机
铣斜边
镂铣机 修边 6-25 22.5 160 镂铣机
铣斜边
镂铣机
镂铣机
镂铣机 低音沉孔 4-16 14.4 250 镂铣机 后面板沉孔 5-32 31.3 230
台钻 导向孔 4-21 12 300 镂铣机 低音沉孔 5-16 14.4 250 镂铣机
圆弧1
台钻 高音通孔 4-11 12 300 台钻 导向孔 5-21 12 300 镂铣机
标准时产量
推台锯 断料 12-3 2.88 2500 推台锯 断料 12-3 2.88 2500
推台锯 切角 12-27 7.2 1000 推台锯 切角 12-27 7.2 1000 覆膜机
折边
MV机 MV机 4-5
镂铣机
多台钻 面罩孔 4-41 12 300 多台钻
多台钻
多台钻
台钻
挖孔机
后面板通孔 后面板沉孔 低音沉孔 导向孔 高音通孔 高音沉孔 4-31 31.3 230 镂铣机 4-32 31.3 230 镂铣机 低音沉孔 5-16 14.4 250 4-16 14.4 250 台钻 4-21 12 300 台钻 4-11 12 300 台钻 4-12 12 300
5-32 31.3 230
5
机械 工序名称 工序代码 标准工时
标准时产量
R2000DB主箱
机械
工序名称
跑锯 开料 4-2 8.3 1300 跑锯
开料
跑锯 开料 6-2 3.6 2000 跑锯 开料 7-2 3.6 2000 跑锯 开料 6-2 3.6 3000 跑锯 开料 7-2 3.6 3000 跑锯