水泥联合粉磨系统主机工艺选型计算
联合粉磨系统介绍2010-3s-1

天津水泥工业设计研究院有限公司
9
V-
S联EP合AR粉AT磨O 系统流程B
R
天津水泥工业设计研究院有限公司
10
振兴联合粉磨系统
辊压机 TRP140/140
600t/h
V选 TPS160 160000m3/h
旋风筒 6DC1525 180000 m3/h
循环风机 M4-73-15 No.18F
180000 m3/h
26~28 18~22
200~240
200~300
~4000
~4000
天津水泥工业设计研究院有限公司
2
◆ 辊压机发展概况
1977年:Clausthal大学Schonert教授申请专利 1985年:第一台样机投产
●规格不断大型化,对粒度的适应性提高; ●耐磨性能不断改善,使用寿命延长; ●液压系统可靠性提高,故障率降低; ●系统不断改进,辊压机作用得到充分体现。
L/D 利弊
>1
① 边缘效应小; ② 辊宽方向受力好; ③ 辊子偏斜量大,但目前
从液压系统的调节上 已经解决。
<1
① 边缘效应大; ② 辊宽方向受力
差; ③ 辊子偏斜量小
。
天津水泥工业设计研究院有限公司
4
压力与辊压机的出力:
PR=2Sinβ×D×B ×V ×PT
(PR-需用功率, PT-挤压力)
辊压机的规格系数:
设计
实际
86
84
5
5
9
4
7
170
170
3300
3480
30.2
29.3
7.6
7.1
17.6
16.8
12
●系统运行指标先进,是比较满意的辊压机系统之一; ●半成品≥1800cm2/g,R80mm=20~30%, R45mm=50%,全部入磨影响粉磨效率; ●系统比较复杂,通风电耗较高;
水泥粉磨系统优化设计方案
水泥粉磨系统优化设计方案水泥粉磨系统是水泥生产线中关键的工艺设备之一,其性能优化将直接影响到水泥生产线的生产效率和产品质量。
本文将从设备结构、工艺参数、自动化控制等方面,提出水泥粉磨系统的优化设计方案。
1. 设备结构优化水泥粉磨系统由磨机、风机、分离器和烘干机等组成,优化设备结构是提高系统性能的重要手段。
(1)选择高效节能的磨机:目前常用的磨机有球磨机和辊压机两种,可以选择适宜的磨机类型,并针对具体情况进行结构优化,提高磨机的研磨效率和能耗。
(2)优化风机和分离器:使用高效的风机和分离器,确保磨机出口的粉体细度,同时降低系统能耗。
(3)合理配置烘干机:考虑粉磨系统的配套烘干机,根据水泥磨机的特点和生产要求,合理选择烘干机的型号和容量,以提高水泥的使用性能。
2. 工艺参数优化(1)控制进料流量和湿度:根据水泥原料的特性和工艺要求,合理控制进料流量和湿度,保持合适的湿磨工艺指标,提高系统的研磨效率。
(2)调整研磨媒体比例:研磨媒体比例的调整可以降低系统的能耗,同时保证研磨效果。
通过实验和经验总结,确定最佳的研磨媒体比例,以提高水泥品质和降低研磨系统能耗。
(3)控制分离器调速器和风量:合理调整分离器调速器和风量,可以实现磨机出口粉体的细度控制。
通过自动化系统实时监控和调整,保持磨机的稳定工作状态。
3. 自动化控制优化(1)采用先进的控制策略:如PID控制、模糊控制、多变量控制等,实现水泥粉磨系统的自动化控制,提高控制精度和系统的稳定性。
(2)设置合理的报警和保护措施:针对水泥粉磨系统可能出现的故障和异常情况,设置相应的报警和保护措施,保证设备的安全运行。
(3)实时监测和数据分析:通过传感器和监测系统,实时监测和采集水泥粉磨系统的工艺数据,进行数据分析和处理,为系统的优化提供依据,并及时发现和解决问题。
水泥辊压机预粉磨系统的工艺计算
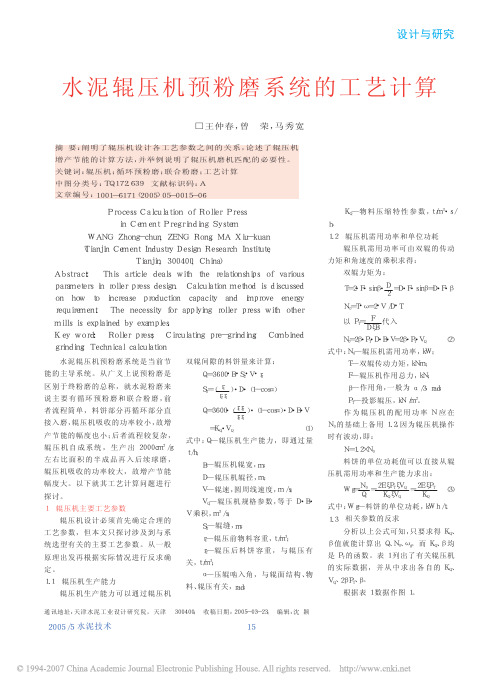
水泥辊压机预粉磨系统是当前节能的主导系统。
从广义上说预粉磨是区别于终粉磨的总称,就水泥粉磨来说主要有循环预粉磨和联合粉磨,前者流程简单,料饼部分再循环部分直接入磨,辊压机吸收的功率较小,故增产节能的幅度也小;后者流程较复杂,辊压机自成系统,生产出2000cm2/g左右比面积的半成品再入后续球磨,辊压机吸收的功率较大,故增产节能幅度大。
以下就其工艺计算问题进行探讨。
1辊压机主要工艺参数辊压机设计必须首先确定合理的工艺参数,但本文只探讨涉及到与系统选型有关的主要工艺参数。
从一般原理出发再根据实际情况进行反求确定。
1.1辊压机生产能力辊压机生产能力可以通过辊压机双辊间隙的料饼量来计算:Q=3600・B・S2・V・r2S2=(r1r2r1)・D・(1-cosα)Q=3600・(r1r2r2r1)・(1-cosα)・D・B・V=KQ・VQ(1)式中:Q—辊压机生产能力,即通过量t/h;B—辊压机辊宽,m;D—辊压机辊径,m;V—辊速,圆周线速度,m/s;VQ—辊压机规格参数,等于D・B・V乘积,m3/s;S2—辊缝,m;r1—辊压前物料容重,t/m3;r2—辊压后料饼容重,与辊压有关,t/m3;α—压辊啮入角,与辊面结构、物料、辊压有关,rad;KQ—物料压缩特性参数,t/m3・s/h。
1.2辊压机需用功率和单位功耗辊压机需用功率可由双辊的传动力矩和角速度的乘积求得:双辊力矩为:T=2・F・sinβ・D2=D・F・sinβ=D・F・βN0=T・ω=2・V/D・T以PT=FDξB代入N0=2β・PT・D・B・V=2β・PT・VQ(2)式中:N0—辊压机需用功率,kW;T—双辊传动力矩,kNm;F—辊压机作用总力,kN;β—作用角,一般为α/3,rad;PT—投影辊压,kN/m2。
作为辊压机的配用功率N应在N0的基础上备用1.2,因为辊压机操作时有波动,即:N=1.2×N0料饼的单位功耗值可以直接从辊压机需用功率和生产能力求出:Wg=N0Q=2EξPTξVQKQξVQ=2EξPTKQ(3)式中:Wg—料饼的单位功耗,kWh/t。
粉磨车间工艺计算参考

第7章水泥制成车间工艺设计7.1水泥的制成水泥制成是水泥制造的最后工序,也是耗电做多的工序。
其主要功能是将按照一定比例配合好的水泥熟料、混合材料和缓凝剂粉磨至适宜的细度,增大其比表面积,加速水化速率,满足水泥浆体凝结硬化的要求。
目前,水泥的粉磨主要采用辊压机或立磨与球磨机组成的预粉磨系统;立磨终粉磨系统则是水泥粉磨发展方向;筒辊磨终粉磨系统也得到一定应用。
对于辊压机预粉磨系统来说,辊压机、球磨机和选粉机之间有多种组合形式,比较常见的是联合粉磨系统和半终粉磨系统。
本次设计采用国内应用较多的联合粉磨系统,其工艺流程见图7-1所示。
图7-1 水泥联合粉磨系统工艺流程图在该系统中,辊压机与V型选粉机组成一个圈流系统,其工艺过程为:来自配料站的物料以及出辊压机的物料由循环斗提和上料皮带送至V型选粉机,选出的细粉经过旋风筒分离后进入水泥磨,而粗粉回稳流仓,经辊压机粉磨后经出料皮带进入循环斗提,然后重复上述过程。
出旋风筒的含尘气体一部分在循环风机、V型选粉机和旋风筒中循环;一部分作为O-Sepa选粉机的一次风。
水泥磨与O-Sepa选粉机组成另一个圈流系统,其工艺过程为:经旋风筒分离的细粉和O-Sepa选粉机分离的粗粉进入球磨机进行粉磨,出磨水泥经出磨斜槽、出磨斗提和输送斜槽送至O-Sepa选粉机,选出的粗粉重新入磨;出选粉机的含尘气体经系统袋式收尘器净化后排入空气,收下的细粉即为水泥成品。
出磨含尘气体经磨尾袋收尘器净化后排入空气,而收下的物料同出磨水泥一起被送入选粉机。
6.2制成车间主要设备选型6.2.1辊压机选型辊压机可根据其所要求的物料通过量进行选型,物料通过量可按式(7-1)进行计算,KL Q G R R )1(+==9.0 2.2)(1180+⨯=640 t/h (7-1)式中:G R —辊压机要求通过量,t/h ;Q —粉磨系统要求生产能力,t/h ;L R —辊压机的循环负荷,对联合预粉磨系统取2.2;K —通过量波动系数,取K=0.9。
水泥磨计算-重要
机要求能
力
740
t/h
最大
888
t/h
需要功率
109.7646
kW
电机功率
134.2865
kW
喂料皮带
机要求能
力
888
t/h
辊压机单 机生产能 力=3600* 辊子宽度 *辊子工 作间隙* 辊子速度 *产品容 重 (适当降 低辊压机 能力,利 于系统稳 定)
要求提升 高度
料斗运行 速度 每米带料 斗胶带重
500 mm,长度 400 mm,长度 315 mm,长度
420 t/h
2500 mm,斜度 10604 mm
508 mm
空气消耗 量
产生废气 量
678.2 m³/h 225.0 m³/h
斜槽内静 压为 4~6KPa( 一般按 5KPa考 虑)
OSEPA选 粉机
循环负荷 料风比 喂料量 选粉风量 生产能力 回料量
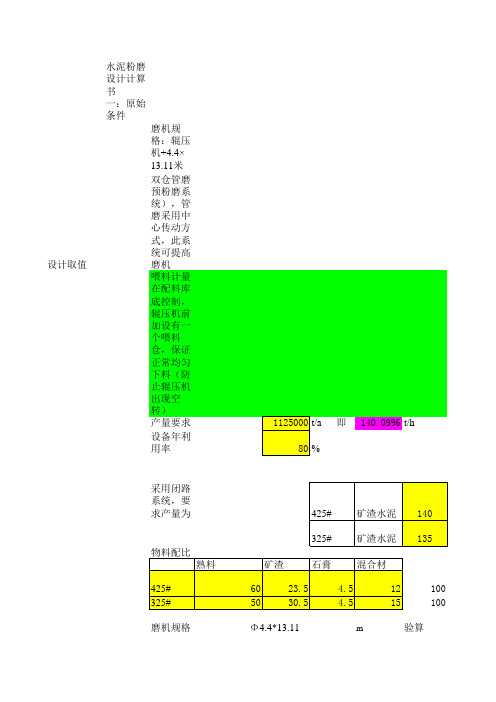
采用闭路 系统,要 求产量为
物料配比 熟料
425# 325#
磨机规格
1125000 t/a 即 140.0996 t/h 80 %
425# 矿渣水泥 140
325# 矿渣水泥 135
矿渣
石膏 混合材
60
23.5
4.5
50
30.5
4.5
12
100
15
100
Φ4.4*13.11
m
验算
磨机
磨机台数
有效内径 有效长度 磨机容积 研磨体装 载量 研磨体填 充率
1350.059 mm
1400 mm
K1-空载
mm
运行功率
1400
系数:
K2-物料
材料工程技术专业《粉磨系统各项技术指标的计算》
Q 60G 1000t
式中
G—测得的物料量,g;
t —测量时间,min。
第二页,共八页。
资源共享课程
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务2 球磨机工作原理及主要参数 通过自动计量装置显示的数据计算
用恒速电子皮带秤喂料时,磨机生产能力用下式计算:
Q qn 1000
式中 q—每跳一个字代表的喂料量,g/字;
Q 3600Givi 1000
式中
Qi—第i条皮带的小时生产能力,t/h;
Gi—第i条皮带每米长度上的料量,g/m;
vi—第i条皮带的运行速度,m/s。
将各条皮带上的Qi相加目二 水泥粉磨系统主要设备及工艺流程的选择 任务2 球磨机工作原理及主要参数
式中
R—单位产品研磨体消耗量,g/t水泥;
A—第一次装入磨内的研磨体质量,g; B—每隔一定时间向磨内补充研磨体的累计质量,g;
C—清仓时由磨枘倒出的研磨体总质量〔不包括碎球和过小的球〕,g;
M—磨机在这一运转周期内所粉磨水泥的总质量,t。
第六页,共八页。
资源共享课程
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务2 球磨机工作原理及主要参数
资源共享课程
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务2 球磨机工作原理及主要参数 粉磨系统各项技术指标的计算
实际生产能力的测算
有量仓法、喂料溜槽瞬时流量测量法、通过自动计量装置显示的数据计算、以喂料皮带每米长度上 的料量计算四种方法: 量仓法
接班后用绳子吊锤量出仓的净空高度,下班时再量一次。两次所 量得的净空高度之差乘以仓的横截面积和物料堆积密度〔3,生料 取13〕,再除以实际粉磨时间即为磨机的小时生产能力。
水泥磨选粉效率计算公式
水泥磨选粉效率计算公式好的,以下是为您生成的文章:咱们在水泥生产这一块,水泥磨选粉效率的计算那可是相当重要的。
您别小瞧了这个计算公式,它就像是一把神奇的钥匙,能帮咱打开高效生产水泥的大门。
我先给您讲讲这个公式到底是咋回事儿。
水泥磨选粉效率的计算公式是:E = (a - b)/(a - c)× 100% 。
这里面的“a”代表出磨物料中某一特定粒级的含量,“b”是回料中该粒级的含量,“c”则是成品中该粒级的含量。
那这个公式在实际中咋用呢?就说我之前在一个水泥厂工作的时候吧,那时候我们厂的水泥磨选粉环节出了点小问题。
为了找出问题所在,我们就得用上这个公式。
当时我拿着各种取样工具,在出磨口、回料口还有成品口那是一顿忙活,认真地采集样品,然后送去实验室进行细致的分析。
实验室里的小伙伴们也是一丝不苟,用专业的设备和方法得出了各个粒级的含量数据。
我把这些数据代入公式里,一点点计算,一点点分析。
哎呀,那过程可真是既紧张又期待。
经过一番计算和对比,我们发现选粉效率不太理想。
于是就开始沿着整个生产流程排查,看看是设备的问题,还是操作上有啥不当的地方。
这就好比我们在解谜,每一个数据都是一个线索,而这个计算公式就是我们解开谜团的关键工具。
通过不断地调整和改进,最终我们成功地提高了选粉效率,生产出了质量更优的水泥。
在实际的生产中,这个公式就像是一个精准的导航仪,能让我们清楚地了解选粉过程的状况,及时发现问题并解决。
所以啊,搞清楚这个水泥磨选粉效率的计算公式,对于保证水泥的质量和生产效率那可是至关重要的。
咱们可不能马虎对待,得认真研究,熟练运用,这样才能在水泥生产的道路上越走越顺,生产出更多更好的水泥!。
水泥粉磨工艺参数优化

水泥粉磨工艺参数优化摘要:随着我国现代化建设的不断深入,水泥的用量不断增大,迫使我国水泥生产技术不断改进,加之国内外水泥生产技术的引进和交流,我国水泥工艺有了明显的进步和发展。
好水泥是“磨”出来的,目前,由于粉磨主机设备及预产处理设备选型等因素,不同规模的粉磨站的工艺流程也相应各具特色,总体产量与粉磨的耗能也有所不同。
关键词:联合粉磨;水泥粉磨工艺;参数优化;很长一段时期,我国的水泥粉磨都是纯球磨机系统,磨机产量一直处于比较低的水平,以最具代表性的?3.2m球磨机为例,纯球磨机系统生产水泥在35~45t/h,出磨水泥细度0.08 mm 筛余较高;同时,磨内过粉磨现象较严重,致使水泥颗粒级配不理想,且磨内温度高,既影响磨机产量,而且研磨体粘糊现象也时有发生。
传统的水泥粉磨生产模式,有很多缺点,比如:效率低、污染大、成本贵等,这与建立高效绿色的新型企业和社会不能吻合。
水泥生产过程中,粉磨生产的耗能大约占水泥生产能耗的70%,所以它对整个水泥生产的节能减排,起着非常重要的作用。
一、水泥粉磨工艺的现状1.管磨机粉磨系统。
对水泥的生产工艺进行调查不难发现,现阶段绝大部分的工艺都是通过管磨机作为主要的粉磨设备进行生产的。
目前我国国内的水泥管磨机直径已经达到了5m 左右,产量可以保持在150t/h 以上。
磨机内的研磨体一般是柱状或者圆球状的,圆球形的研磨体主要通过和物料进行点接触来完成冲击和破碎,因为接触面积较小,所以粉磨的效率也比较低。
在进行抛落的时候可以采用助磨剂等手段,在一定程度上提升生产效率。
通过对管磨机的粉磨工作方式进行分析得知,这种粉磨工艺对研磨工作能力有余,但是对物料的破碎能力不足,大粒径的物料通过管磨机粗磨仓进行破碎是不合理的。
因此,可以在入磨前对物料进行处理,缩小入磨物料粒径,这是实现磨机增产降耗的有效途径。
2.联合粉磨系统。
联合粉磨系统,就是使用一套辊压机预粉磨系统加一套纯球磨机系统,辊压机的粉碎原理为料床粉碎, 作业时, 压力作用在由大量颗粒组成的密实料层上, 颗粒间互相施力, 能以最低能量获得最佳粉碎功, 能量利用率高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
则 H厂 V型选 粉 机后循 环 风机 风量 为 :
Q= 0 x 6 3 1 + 6 ) . 2 1 8 m /。 1 0 ( 2 x . 10 / 5 0 8 O 2 4= 6 h
当采用 4 直径球磨 时 , .n 2l 直径修正系数A取 :
表 1 ; 为 粉磨 系 统修 正 系数 ; 为 不 同粉磨 细 度修 ) 正 系数 , (/0 0 ,为成 品 细度 。 A=s3 0 )。S
表 1 磨机 直径修 正系数A
c 水泥粉磨系统进料量 ,h 一 t; / 斗式 提 升机选 型 备用 系数 , 此处 选 1 。 . 2
Pr c s a c l t n o o b n d c me t i y t m n e lc o y e o e sc l u a i f m i e e n l s se a d t t t p o c m l h e
Z a gS ia,a u , i a fn (i0 aIt n t nl nin r g o,t. aj g, a n ,in s, 1 】0 h n hc i oY n L Y ne gSn m e a oa E gn ei . d( n n)N mi J gu 2 0 ) Y nr i nC L N i g a l
表 2 不同磨 径所需每米功率
磨径( )f 外径 D/ m
中4 3 中44) .( .
式中 : Q一 联合粉磨系统的台时产量 ,h t; / z 一 辊 压 机 表 面 功 指 数 ,wh(・r ・ , 。 k /1Cl g ) r
水 泥 联 合 粉 磨 系 统 的 初 取 00 4 00 5k / .0~ . Wh 0
I
主 袋 收 尘 器
目 , 前 水泥联合粉磨系统主要有 四种配置方案 , 即: 辊压机+ 打散分级机+ 开流磨 ( 圈流磨 ) 或 系统 , 辊压机+ V型选粉机+ 开流磨( 或圈流磨 ) 系统。通常 圈流磨 比开流磨产量高 1%~0 成品水泥中无粗 0 2 %, 颗粒 , 出磨水 泥温 度低些 , 工艺 布 置复杂 , 资高 , 但 投
t e r a r i g c n i o f h y t m st se . d t e r s l a ls o t a ft e c lu a in w ih p o e h ac lt n h e l wo k n o dt n o e s se wa e t d An h e u t w s co et h t ac lt , h c r v d t e c lu a i i t s o h o o me h d w s e sb e to a ail. f Ke r s c mb n d c me t l s se r l rp e s c me t l; o r a r ou ; i p e s r ywo d : o i e e n l y t m; o l r s ; e n l p we ; i l me a r r s u e mi e mi v
k 。 W
压机实 际功率 ( 辊压机所需的实际功率为装机功 率的 8%) 0 成正比, 其关系见公式( ) 1:
肌= Q×5 XZ c G () 1
() 3 球磨机长度 的确定 。不 同磨机磨径每米所 需功率见表 2 。H厂磨机直径为 4 则其长度应 .m, 2
为 : 2 1/3 = 18 m, 选 42 l.m的双 仓 L= 7 920 1.2 故 .mx25 球磨 。
1 主 机选 型计 算
; ⑥
出 辊
压
1 水泥联 合粉磨 系统 的工 . 1 艺 流程
’
机 斗
式
提
H 厂 “ 压 机 + 型 选 粉 辊 v
升
机
机+ 圈流磨” 的水泥联合粉磨系 统 的工 艺 流程如 图 1 。
该 系 统 设 计 产 量 为 10 6 t, / 细度要求为 3 0 2o当 h 0 m/ 4 c g
风机静压选型备用系数 , 一般取 1 ~ . . 1。 0 2
将相 关数 据代 入 ( ) , 到所 需球 磨 机实 际功 2式 得
率为 :
=
H厂 旋 风 筒 收 尘 器 、 V型 选 粉 机 压 损 分 别 为 10 P 和 10 P , 0 a 0 a 管道 阻力 损 失 考虑 为 50 a 循 5 2 0P, 环 风机静 压 为 :
08 9 0 2( x .0 ) 1 0 Z . 0 x /1 0 0 5 = 0 m / x 6 0 8 c g
q37( .) 5 . 中38
q . q35 b34( .) b
1 43 7 -6
1 9 40.0
() 2 球磨机功率与其完成 的比表面积。球磨机
完 成 的粉 磨 比表 面 积 s 与 所 需 球 磨 机 实 际 功 率 Ⅳ M
中图 分 类 号 : Q126 T 7. 3
文献 标 识 码 : B
文 章 编 号 :0 7 0 8 (0 10 — 8 0 10 — 3 9 2 1 )5 1— 5
水泥联合粉磨 系统主机工 艺选型计算
张世 才 , 色 , 劐 云 李彦锋 ( 国 材国 工 股 有 公 南 , 苏南京2l o 中 中 际 程 份 限 司( 京) 江 l 0) 1
09 1 在 圈 流 磨 系 统 中 , 1 A= s300 : .0 ; A 取 ; (/ 0 )
( 0 / o o = .8 Z 取 00 81 Wh( . m /) 34 03 o ) 11 ; M .0 7k /t c g
风机 的静压 P P ) 算公 式 为 : (a计
为:
Q= 0 x x ,C) l 0 ( K+ / O b
H厂 球磨 所需 完 成 的 比表 面积 为水 泥成 品 比表 面 积减 去辊 压机 完成 的 比表 面积 :
S M=S-S o= 34 -18 0 0 m g 00 0 =16 0c /
式 中 : V型 选 粉 机 内 的 固气 比 ,gm , 般 6一 k/ 一 取
运转 率稍 低 。业 主在确 定水 泥联 合 粉磨 系统 配置方
案时要根据投资情况和水泥品种要求等多方面综合
考 虑确 定 。一旦 配 置方 案确 定
后, 其系统主机 的选型计算就 非常关键 , 本文以H厂的“ 辊压 机+ V型选 粉 机 + 圈流 磨 ” 的水 泥联合粉磨 系统 为例 , 进行 主 机设 备 的选 型计 算 。
P: l ?P o>:
式 中 :f 系统 中各 部分 的压损 ,a J一 P P;
一
( 照黄 石华 新厂 ) 参 。则 :
ZM= ZM A2A5 A6 0 00 7 ’ x x x = 8 1 xO.01 x11 : 9 xl . 8
.
00 8 9k h ( ・m2g .0 6 W /ta , )
Ab t a t Ac o d n o t e r a e in e p re c f c me t r d n y t m f c me t l n , r c s a c l t n o o i e C s r c : c r i g t e l sg x e i n e o e n i i g s se o e n a t p o e sc l u ai fc mb n d C — h d gn H p o me t l s se n l y t m mi V- e a a o +r l rp e s l s d c r u t rn i g s se wa nr d c d i ea l swe l s te lc oy e a d s p r t r o l r s +co e i i g id n y t m, si to u e n d t i a l a h e t tp , n e c
(・m ・ 。 tc g )
所 需 功 率/ W ・I ( I) k T
26 O 0.0 23 O 0.0 1 8.0 9 6
中4 1 042 . ( .)
39( . . 中40)
H厂 辊压 机所 承担 的粉 磨 比表 面积 为 :
S = /p ) G (× =
来自
水 泥
前提供 的辊压机规格为: 0 1 0 7
mmx1 0 m, 机功 率 为 2X 0 0m 装 9 0 W, 0 辊压机的通过量为 :5~ k 4 8 6 3/。 现 采 用 42m球 磨 , 2 h t .
一
配料
站
1 一 8
淀工 程
() 压 机功 率 与其 完 成 的 比表 面 积 。辊压 机 1辊 承 担 的粉磨 细度 ( 即辊 压 后 的物料 比表面 积 S) 。与辊
公式 () , M为修正后球磨机表 面功指数 , 2 中 z k /ta g )k 校正 系数 , 11 wh(・m ・ ;为 取 .。其 中 :
Z ’ MAx 5A M =Z x 2Ax 6 () 3
式 中 : 一 辊压 机最 大通 过量 , h t; /
公式( ) 3 中 为原料加工试验计算出的表面功 指 数 ,wh(・m ・ ; 为 磨 机 直 径 修 正 系 数 ( k /tc g ) 见
Q x M Z 'k S X M = x
1 0 1 0 x . 0 9 .= 4 7 1 W 6 x 0 0 0 86 x1 1 2 4 . k 6
P: 仅>: P ?
摘 要 : 合 H厂 水 泥 粉 磨 系统 工 程 设 计 实例 , 细 介 绍 了V型 选 粉 机 + 压 机 + 流 水 泥 磨 系 统 的 主 机 设 备 选 型 计 算 方 法 , 结 详 辊 圈
并对该 系统 实际运行的工况进行 了标定。选型计算的结果与 实际运行的情况基本一致 , 论证 了该计 算方法的可行性 。 关键词 : 联合 水泥粉磨 系统; 辊压机 ; 水泥磨 ; 功率 ; 风量; 风压