压力容器焊缝返修工艺卡(通知书)CE
7-1-3焊缝返修通知单
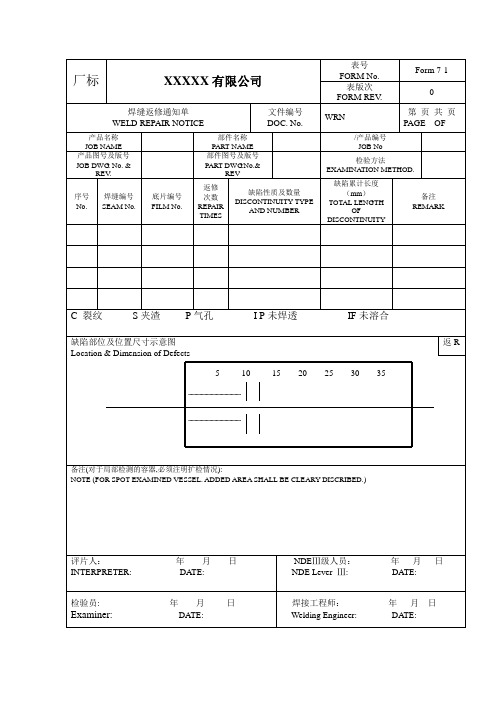
文件编号
DOC. No.
RI--
第页共页
PAGE OF
产品名称
JOB NAME
部件名称
PART NAME
产品编号
JOB No.
产品图号及版号
JOB DWG. No. & REV.
部件图号及版号
PART DWG.No.& REV
焊缝编号
MT□Appendix6-4, PT□Appendix 8-4
编制(焊接工程师)
Preparedby Welding Engineer
批准(技术部长)
Approvedby Tech. Sec. Manager
日期
Date
日期
Date
厂标
XXXXXX有限公司
表号FORM No.
Form 7-3
表版次FORM REV.
SEAM No.
缺陷清除方法
Means of Removing Defect
砂轮碳弧气刨
□Wheel□Carbon arc air gouging
除去部位的检验
Inspection of Removing Place
□MT□PT
修补焊接工艺编号
WPS No. Of Repair Welding
修理用焊工资格
评片人:年月日NDEⅢ级人员:年月日
INTERPRETER: DATE: NDE LeverⅢ: DATE:
检验员:年月日焊接工程师:年月日
Examiner:DATE:Welding Engineer:DATE:
厂标
XXXXXX有限公司
表号
压力容器制造工艺检验流转卡

铆 工
划线尺寸Φ=
坡口角度α°
坡口钝边P
标记移植
划线尺寸Φ=
坡口角度α°
坡口钝边P
标记移植
E
3
对 接
点 焊
(1)按标号组对。
(2)对坡清理坡口及其两侧各20mm范围内溶渣飞边、除锈 、去污
(3)拼板的对口错边量b不应大于材料厚度δs的10%,且不大于1.5mm。
(4)点固封头拼板。
焊缝代号
A -----筒体及接管等纵缝
B -----筒体及接管等环缝
C-----法兰、平板与筒体及接管等焊缝
D -----接管、凸缘、补强圈等与壳体的焊缝
E -----非受压元件与受压元件的焊缝
BDJL6-03
BDJL6-04
某某
有限公司
容器排版图
名称
压缩空气罐
型号
DN2200
材质
Q345R
编号
R15-0xx
批准手续
返修次数
增探比例
返修结论
批准手续
返修次数
增探比例
返修结论
焊接责任人
签字
E
质控符号:E----检查点H----停止点
筒体制造工艺检验流转卡
BDJL6-06
产品编号
XXXX
材料
Q345R
材料移植号
代用材料
质
控
符号
零部件名称
筒体
规格
DN2200X12
件号
12-2
件数
1
状态
序号
工序
名称
工序内容及工艺要求
质控符号:E----检查点 H----停止点
筒体制造工艺检验流转卡
特种设备施工资料整理细则

特种设备施工资料整理细则由于特种设备制作、安装的特殊性,其施工过程中,必须经过第三方的监检。
在制作或安装前,必须经当地技术监督局办理告知备案手续,施工过程中及结束后,还必须经特种设备检验部门的监检并最后出具监检手续.施工过程中使用的主材、焊材、主要测量机具等必须在检查范围和具有可追朔性,另外针对特种设备制作、安装许可证每一周期还要进行换审,对其资料归档和质保体系的运行都有较高的要求,因此分公司对特种设备资料整理要单独归档,在原有基础上资料的整理进行规范,望项目遵照执行。
一、压力管道:是指利用一定的压力,用于输送气体或者液体的管状设备,其范围规定为最高工作压力大于或者等于0.1MPA(表压)的气体、液化气体、蒸汽介质或者可燃、易爆、有毒、有腐蚀性、最高工作温度高于或者等于标准沸点的液体介质,且公称直径大于25mm 的管道。
1.压力管道告知手续办理须下列内容:在施工前施工图纸到位后办理压力管道告知手续。
a.压力管道安装许可证。
b.施工合同c.焊工登记表及焊工合格证,起重作业人员合格证。
d.无损检测人员登记表及无损检测人员合格证。
e.压力管道施工图(带盖有压力管道设计资质红章)f.焊接工艺评定。
g.压力管道施工方案(内容含焊缝数量、管材规格、材质一览表,焊接工艺指令卡,焊接方法,焊材型号,探伤比例,探伤方法)h.签订监检协议(附压力管道施工预算,由甲方签字盖章)2.压力管道的项目划分每个工程压力管道作为一个单位工程,其分部分为如下三个:a.压力管道安装分部工程(按介质种类进行分项划分,对于同一介质管道直径相差悬殊者可多分项)。
b.压力管道防腐分部工程。
(按防腐等级进行分项或按酸洗、钝化分项)。
c.压力管道隔热分部工程。
(按保温、保冷分项)3.施工方案编制应有下列内容a.焊缝数量、规格、材质一览表、无损检测方法及数量比例、是否进行热处理及光谱分析。
b.焊接工艺评定。
c.采用焊接方法、焊材型号和规格。
d.焊工及无损检测人员清单。
压力容器焊缝返修作业指导书
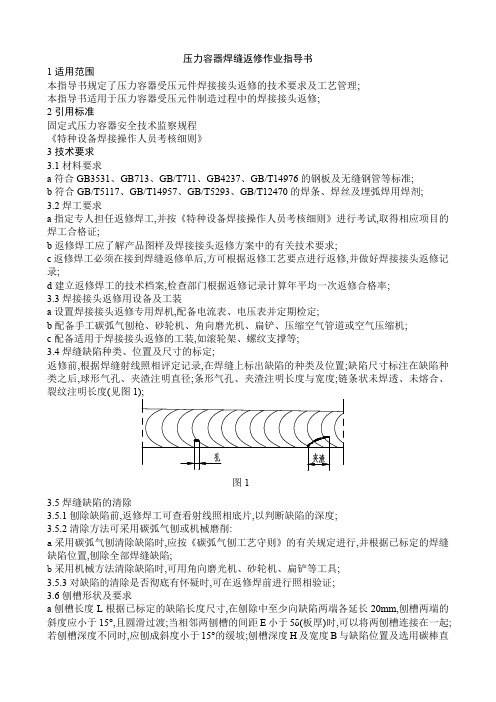
压力容器焊缝返修作业指导书1适用范围本指导书规定了压力容器受压元件焊接接头返修的技术要求及工艺管理;本指导书适用于压力容器受压元件制造过程中的焊接接头返修;2引用标准固定式压力容器安全技术监察规程《特种设备焊接操作人员考核细则》3技术要求3.1材料要求a符合GB3531、GB713、GB/T711、GB4237、GB/T14976的钢板及无缝钢管等标准;b符合GB/T5117、GB/T14957、GB/T5293、GB/T12470的焊条、焊丝及埋弧焊用焊剂;3.2焊工要求a指定专人担任返修焊工,并按《特种设备焊接操作人员考核细则》进行考试,取得相应项目的焊工合格证;b返修焊工应了解产品图样及焊接接头返修方案中的有关技术要求;c返修焊工必须在接到焊缝返修单后,方可根据返修工艺要点进行返修,并做好焊接接头返修记录;d建立返修焊工的技术档案,检查部门根据返修记录计算年平均一次返修合格率;3.3焊接接头返修用设备及工装a设置焊接接头返修专用焊机,配备电流表、电压表并定期检定;b配备手工碳弧气刨枪、砂轮机、角向磨光机、扁铲、压缩空气管道或空气压缩机;c配备适用于焊接接头返修的工装,如滚轮架、螺纹支撑等;3.4焊缝缺陷种类、位置及尺寸的标定;返修前,根据焊缝射线照相评定记录,在焊缝上标出缺陷的种类及位置;缺陷尺寸标注在缺陷种类之后,球形气孔、夹渣注明直径;条形气孔、夹渣注明长度与宽度;链条状未焊透、未熔合、裂纹注明长度(见图1);图13.5焊缝缺陷的清除3.5.1刨除缺陷前,返修焊工可查看射线照相底片,以判断缺陷的深度;3.5.2清除方法可采用碳弧气刨或机械磨削:a采用碳弧气刨清除缺陷时,应按《碳弧气刨工艺守则》的有关规定进行,并根据已标定的焊缝缺陷位置,刨除全部焊缝缺陷;b采用机械方法清除缺陷时,可用角向磨光机、砂轮机、扁铲等工具;3.5.3对缺陷的清除是否彻底有怀疑时,可在返修焊前进行照相验证;3.6刨槽形状及要求a刨槽长度L根据已标定的缺陷长度尺寸,在刨除中至少向缺陷两端各延长20mm,刨槽两端的斜度应小于15°,且圆滑过渡;当相邻两刨槽的间距E小于5δ(板厚)时,可以将两刨槽连接在一起;若刨槽深度不同时,应刨成斜度小于15°的缓坡;刨槽深度H及宽度B与缺陷位置及选用碳棒直径有关;(见图2);;;经,一3.7.7对易引起筒节变形部位的返修,在返修焊前应考虑加支撑;3.7.8要求焊前预热的焊件,在返修焊前也应预热,并在返修焊过程中始终保持此温度;预热温度及最大层间温度见表1;注:“*”当环境温度低于0℃时预热3.7.9返修后热处理要求3.7.9.1下列容器在焊后热处理后进行任何焊接返修,应对返修部位重新进行热处理:a盛装毒性为极度或高度危害介质的容器;bCr-Mo钢制容器;c低温容器;d图样注明有应力腐蚀的容器;3.7.9.2热处理后的焊缝返修应征得用户同意,除上述外要求焊后热处理的容器,如在热处理后进行返修,当返修深度小于母材厚度的1/3,且不大于13mm时,可不再进行焊后热处理,返修焊接时,应先预热并控制每一焊层厚度不得大于3mm,且应采用回火焊道;。
对压力容器装焊工艺卡
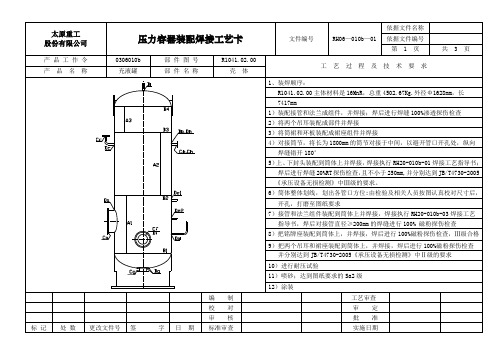
股份有限公司第 1 页共 3 页产品工作令0306010b 部件图号R1041.02.00工艺过程及技术要求产品名称充液罐部件名称壳体1、装焊顺序:R1041.02.00主体材料是16MnR,总重4502.67Kg.外径Φ1628mm,长7417mm1)装配接管和法兰成组件,并焊接;焊后进行焊缝100%渗透探伤检查2)将两个吊耳装配成部件并焊接3)将筒裙和环板装配成裙座组件并焊接4)对接筒节,将长为1800mm的筒节对接于中间,以避开管口开孔处,纵向焊缝错开180°5)上、下封头装配到筒体上并焊接,焊接执行RH20-010b-01焊接工艺指导书;焊后进行焊缝20%RT探伤检查,且不小于250mm,并分别达到JB/T4730-2005《承压设备无损检测》中Ⅲ级的要求。
6)筒体整体划线,划出各管口方位;由检验及相关人员按图认真校对尺寸后,开孔,打磨至图纸要求7)接管和法兰组件装配到筒体上并焊接,焊接执行RH20-010b-03焊接工艺指导书,焊后对接管直径≥200mm的焊缝进行100% 磁粉探伤检查8)把铭牌座装配到筒体上,并焊接,焊后进行100%磁粉探伤检查,Ⅲ级合格9)把两个吊耳和裙座装配到筒体上,并焊接,焊后进行100%磁粉探伤检查并分别达到JB/T4730-2005《承压设备无损检测》中Ⅱ级的要求10)进行耐压试验11)喷砂;达到图纸要求的Sa2级12)涂装编制工艺审查校对审定审核批准标记处数更改文件号签字日期标准审查实施日期股份有限公司第 2 页共 3 页产品工作令0306010b 部件图号R1041.02.00工艺过程及技术要求产品名称充液罐部件名称壳体2、组装尺寸公差要求:2.1容器组装后的整体尺寸,管口方位应符合图纸、工艺文件和有关规定的要求;容器各部尺寸检查合格后方可焊接2.2 环焊缝的对口错边量,b≤3.5mm2.3 对环缝焊接处形成的棱角度E≤3.4mm3. 焊接:(包括组装点焊)3.1 第B1、B2、B3、B4环焊缝执行RH20-010b-01焊接工艺指导书3.2 焊缝施焊完毕应打上焊工钢印并填写“焊接过程记录卡”4、焊缝质量检查:4.1 焊缝内外表面质量检查:4.1.1焊缝咬边深度不大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总长不得超过该焊缝长度的10%4.1.2 焊缝表面不得有裂纹、气孔、弧坑和飞溅物4.1.3 C、D类接头焊缝与母材呈圆滑过渡4.1.4 角焊缝的焊脚高度应符合图样要求编制工艺审查校对审定审核批准标记处数更改文件号签字日期标准审查实施日期股份有限公司第 2 页共 3 页产 品 工 作 令 0306010b 部 件 图 号 R1041.02.00 工 艺 过 程 及 技 术 要 求产 品 名 称 充液罐部 件 名 称壳 体5. 焊缝探伤检查:5.1 焊缝表面质量检查合格后方可进行探伤检查.5.2 壳体的A 、B 类焊缝进行20% RT 探伤检查,检查结果应达到JB4730-2005标准Ⅲ级合格5.3 对接管直径≥200mm 的焊缝进行100% 磁粉探伤检查,并分别达到JB/T4730-2005《承压设备无损检测》中Ⅱ级的要求5.4 裙座与封头间的焊缝应进行100% 磁粉探伤检查,并达到JB/T4730-2005《承压设备无损检测》中Ⅱ级的要求5.5 其它与壳体相连接的角焊缝进行外观探伤检查6. 耐压试验执行压力容器耐压试验工艺卡7. 涂装执行压力容器涂装工艺卡编 制 工艺审查 校 对审 定审 核 批 准 标 记 处 数更改文件号签 字日 期标准审查实施日期1.75MP1.4MPaP(MPa)≥30mint(min)≥30min。
压力容器焊缝返修及焊后热处理

41中国设备工程Engineer ing hina C P l ant中国设备工程 2019.02 (下)某装置在进行全面检验过程中,一级反应器经TOFD 检测发现其最下方两个筒体对接焊缝存在超标埋藏缺陷,缺陷长度160mm,缺陷深度为20~30mm,TOFD 图谱如图1所示,根据相关标准需要对此缺陷进行消除,设备焊缝局部返修,坡口尺寸受缺陷大小及现场操作条件影响较大,以下对现场开槽的坡口的结构尺寸进行应力分析,得到开槽后坡口周边的应力分布,为焊缝焊接及焊后热处理提供参考。
图1 TOFD 图谱 图2 开槽成型焊缝内部埋藏缺陷的消除过程大致分为挖除缺陷、局部焊接及热处理、检测确认三个步骤,分三个部分对返修过程进行分析研究。
1 应力分析(1)建立数值模型:根据TOFD 图谱确定缺陷位置,将缺陷完全刨除,并将刨槽打磨成型如图2所示。
设备主要结构参数如表1所示,由于设备结构尺寸较大,坡口尺寸与筒体尺寸相差较大,为方便计算含坡口的圆柱面简化为平面,且数值模型具有对称性,数值模型如图3所示,其中模型高750mm,长为450mm,坡口形状为等腰梯形,长度分比为60mm、20.9mm,角度为60°。
(2)网格划分及应力分析:将建立好的数值模型导入应力分析软件,首先进行划分网格,由于坡口尺寸与筒体尺寸相差较大,因此需要对坡口周边进行网格加密,节点数为360184,网格数量为156584,对网格进行无关性验证,结果表明网格划分数量不影响应力计算结果,网格划分如图4所示,设定对称边界条件,压力边界条件,顶部筒体重力影响,底面设置为固定边界条件,设置好边界条件并进行计算。
计算结果可得应力分布及变形量大小如图5所示,由图可知,坡口周围存在应力集中,坡口棱角分明,应力集中越大,因此在现场返修过程中应圆滑过渡,从而减小应力集中的情况,减小棱角处应力的大小,为减少焊接的难度,从图5(b)中可以看出,坡口上方筒体形变量大于同水平位置形变量,随着高度的下降形变量变小,坡口下方形变量小于同水平位置形变量,这是由于坡口的存在造成筒体的不连续,从而坡口上斜面形变量较大,而坡口下斜面由于上方重力的不连续性,形变量较小,此种规律与坡口深度有关,因此在焊缝局部返修过程中应避免坡口深度小于1/2筒体厚度,从而较小焊接的难度。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
焊缝返修
5)铜斑
采用表面镀铜的碳棒时,有时因镀铜质量不
好而铜皮成块的剥落。剥落的铜皮呈熔化状态。
在刨槽表面形成铜斑点。只要在焊前用钢丝刷将
铜斑焊缝金属的量达到一定数值后便 会引起热裂纹。
三、焊缝返修操作的基本要求
1、焊缝返修是在产品刚性拘束较大的情况下
适用电流 断面形状 规格/mm /A 150~180 150~180 150~200 150~150 150~300 150~350 圆形 圆形 圆形 圆形 圆形 圆形 ¢8×355 ¢9×355 ¢10×355 ¢12×355 ¢14×355 ¢16×355
适用电流 /A 250~400 350~500 400~550 — — —
对焊件的倾角太小时,也容易引起粘渣。
粘渣可用扁铲清除。
3)刨槽不正和深浅不均 引起刨槽深度不均。 4)刨偏
碳棒歪向槽的一
侧,就会引起刨槽不正。碳棒运行时上下摆动会
刨削时往往由于碳棒偏离目标而
刨偏。因此刨削时一定要将注意力集中在目标线 上。碳弧气刨速度大约比弧焊快2~4倍,技术部熟
练就容易刨偏。刨偏所使用的气刨枪的结构也有
影响,刨削速度太快,使刨槽的深度变浅,宽度变
窄。如果刨削速度太快,不仅使刨槽的宽度和深度
达不到要求,而且容易使碳棒与前端金属相碰造成 短路,形成夹碳缺陷。一般刨削速度为 0.5~1.2m/min较为合适。 4)压缩空气压力
压缩空气的作用是用来吹走已融化的金属,。
压缩空气压力高,刨削有力。能立即把融化的金属 吹掉,因此适当的提高压缩空气压力能够提高刨削 速度。常用压缩空气压力为0.4~0.8MPa。
还形成一层硬脆且不易清除的碳化铁(含碳量达
6.7%)。对这种缺陷必须注意防止和清除,否则焊 后易出现气孔和裂纹。清除方法是在缺陷前端引弧, 将夹碳处连根一起刨掉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平手/半球 13/07:23
阿尔梅里 亚
2 [18]
西乙 00:00
艾尔切 (主)
[4] 1.825
半球
莱里达
[半球/一球] 13/11:52 2.025 [13]
西乙 00:00
梅西亚城 (主)
[20] 1.975
平手/半球 13/07:23
特拉萨 1.875 [16]
西乙 00:00
阿拉维斯 [8] 2.025
葡超 00:00
比拉马 (主)
[18] 1.8
平手/半球 13/07:23
埃斯托里 尔
2.05 [16]
丹麦超级 00:35
布隆德比 (主)
[1] 1.975
一球 13/12:16
奥尔堡 1.875 [7]
德甲 00:30
沙尔克 04 (主)
[2] 1.85
平手 [受让 平手] 11/04:53
拜仁慕尼 黑
半球/一球 13/07:23
穆西亚 1.875 [19]
西乙 00:00
维尔瓦 [5] 1.8
西乙 00:00
沙拉曼卡 (主)
平手 13/11:52
平手 13/07:23
马拉加B 队 (主) 2.05 [15]
希洪竞技 2.05 [11]
[17] 1.8
西乙 00:00
科尔多瓦 (主)
[21] 1.85
切塞纳 (主)
[14] 1.9
半球 13/07:21
平手 13/07:21
萨勒尼塔 纳
2 [18]
都灵 1.95 [4]
意乙 22:00
威尼斯 (主)
[21] 1.85
丹麦超级 22:00
奥丹斯 (主)
[3] 1.9
丹麦超级 22:00
哥本哈根 (主)
[5] 1.8
比甲 22:00
安德莱赫特 [2] 1.8
2.05 [1]
德甲 00:30
法甲 01:00
多特蒙德 (主)
半球
锡耶纳
[半球/一球] 11/22:12 1.97 [19]
意甲 22:00
帕勒莫 (主)
[5] 1.92
平手/半球 [平手] 11/12:23
乌迪内斯 1.96 [6]
意乙 22:00
热那亚 (主)
[1] 1.9
一球 13/11:51
阿雷佐 1.95 [19]
意乙 22:00
巴里 (主) [15] 1.95
色格拉布 鲁日 (主) 2.05 [12]
比华伦 2 [13]
邓迪 (主) 1.8 [10]
德乙 22:00
阿伦 (主) [14] 2
平手/半球 13/07:21
科特布斯 1.85 [11]
德乙 22:00
翁特哈兴 (主)
[12] 1.875
德乙 22:00
埃森 (主) [16] 2.05
平手 13/07:21
帕尔马 2.05 [16]
意甲 22:00
卡利亚里 (主)
[12] 1.91
平手 [受让 平手/半球]
11/14:12
罗马 1.97 [7]
意甲 22:00
AC 米兰 (主)
[1] 2.08
一球 [一球/球半] 11/04:49
桑普多利 亚
1.8 [4]
意甲 22:00
博洛尼亚 (主)
[8] 1.91
阿尔巴切 特 (主) 2.1 [18]
西甲 00:00
利云特 (主)
[14] 2.1
半球
奥萨苏纳
[平手/半球] 13/07:45 1.8 [15]
西甲 00:00
比利亚雷尔 (主)
[5] 1.95
半球 [半球/一球] 13/11:52
西班牙人 1.95 [4]
西甲 00:00
皇家社会 (主)
[13] 1.9
半球 13/07:21
杜伊斯堡 1.975 [2]
卡尔斯鲁 厄
1.8 [15]
德乙 22:00
亚琛 (主) [7] 1.8
奥地利甲 22:30
奥地利维也 纳 (主) [3] 1.825
半球 13/07:21
平手/半球 13/07:21
特里尔 2.05 [9]
维也纳快 速
2.025 [2]
瑞士超级 23:15
平手/半球 [平手] 13/12:07
庞特贝德 拉 (主) 1.825 [22]
葡超 00:00
科英布拉大 学 (主) [17] 2.05
平手/半球 [平手] 13/12:17
里奥阿维 1.8 [7]
葡超 00:00
摩里伦斯 (主)
[13] 2.025
平手/半球 13/07:23
利亚拿 1.825 [12]
平手/半球 13/12:20
阿斯科 利
1.9 [8]
意乙 22:00
摩德纳 (主)
[17] 1.9
一球 13/07:21
卡坦萨罗 1.95 [22]
意乙 22:00
恩波利 [2] 1.85
平手 13/11:51
克罗托内 (主)
2 [20]
意乙 22:00
意乙 22:00
皮亚琴察 (主)
[7] 1.85
比甲 22:00
利亚斯 (主)
[11] 1.85
苏超 22:00
格拉斯哥流 浪
[1] 2
平手 13/07:21
平手/半球 13/07:21
半球/一球 13/11:51
一球 13/11:51
半球 13/08:02
球半 13/07:21
维琴察 2 [11]
艾斯堡 1.95 [8]
中日德兰 2.05 [2]
半球/一球 13/07:23
努曼西亚 2 [20]
西甲 00:00
桑坦德竞技 (主)
[17] 2.05
半球 13/11:52
皇家马洛 卡
1.85 [19]
西甲 00:00
塞维利亚 (主)
[7] 2.05
半球/一球 13/07:23
萨拉戈萨 1.85 [11]
西乙 00:00
卡迪兹 (主)
[2] 1.975
苏黎世 (主)
[3] 2.05
半球 13/07:21
年青人 1.8 [5]
2005 年 03 月 14 日 星期一
英足总杯 00:00
纽卡斯尔联 队 (主) [超 11] 2
半球 [平手/半球] 11/04:54
托特纳姆 热刺
1.85 [超 9]
西甲 00:00
拉科鲁尼亚
平手
[9] 1.8 [平手/半球] 13/07:45
压力容器焊缝返修工艺卡(通知书)
容器名称 缺陷性质 返修焊缝号
常压塔 T1002
RQ5 工艺 编号 返修 次数
X 底片号 或报告号
返修工艺措施: 条孔可能是在外次表层填充过程中焊工操作过程中拉长电弧所致。 返修时由焊工麻制:焊接质保员 审批:质保工程师
附缺陷通知单:
2003 年
月
日
意甲 布雷西 22:0 亚 (主)
0 [18] 2.03
半球 [平手] 11/11:52
意甲 22:00
利沃尔诺 1.85 [13]
雷吉纳 (主)
[10] 2
半球 11/04:49
梅斯纳 1.88 [14]
意甲 22:00
亚特兰大 (主)
[20] 1.83
平手 11/04:49