烧结设备参数
烧结机点火炉技术参数
烧结机点火炉订货参数
1.主要工艺技术条件:
1.1点火温度:1150℃±50℃
1.2烧结机台车栏板宽:~4.5m (详见台车图纸)
1.3烧结机风箱宽度:4.0m
1.4烧结机有效抽风长度:68m
1.5烧结机栏板高度:0.75m
1.6烧结机料层厚度:0.70~0.75m
1.7烧结机台车速度:0.9~
2.7 m/ min
1.8烧结机设计利用系数:1.3 ~1.45t/(m2·h)
1.9.烧结机主抽风机参数:
风量14000m3/min
风机全压(升)17.50KPa
1.10点火介质:高炉煤气热值:720kcal/ Nm3
1.11煤气压力:6000~7000Pa
2.供货范围:
2.1空气予热炉、点火炉;
2.2炉体上的手动阀门;
2.3予热炉和点火炉用助燃风机(一用一备。
2.4 助燃风机至空气预热炉和点火器之间管道;助燃风机管道切换阀(助燃风机置于0.00平面)。
2.5 煤气放散管道、阀,防爆系统。
热压烧结机参数

热压烧结机参数
热压烧结机的参数通常包括以下几个方面:
1. 压力:热压烧结机需要施加足够的压力,以使原料在高温下形成致密的烧结体。
通常,压力的范围可以从几十兆帕到几百兆帕。
2. 温度:热压烧结机需要提供足够高的温度,以使原料能够烧结成致密的块体。
通常,温度范围可以从数百摄氏度到数千摄氏度。
3. 烧结时间:热压烧结机需要设定适当的烧结时间,以使原料在高温下得到充分的烧结。
烧结时间的长短取决于烧结机型号、原料性质和所需的烧结质量。
4. 烧结厚度:热压烧结机需要调整烧结厚度,以满足具体的需求。
烧结厚度的设定可以影响烧结质量和产量。
5. 烧结气氛:热压烧结机可以在不同的气氛下进行烧结,例如氢气、氮气或惰性气体。
烧结气氛的选择可根据原料的特性和烧结要求进行调整。
这些参数的具体数值将根据烧结机的型号和用途而有所不同。
烧结机基本参数的确定

台车的设计
• 查烧结设计手册,选择台车宽度 B=2.5m,由此确定有效烧结长度 l=52m。台车长度定为1m,即台车 尺寸为2.5×1m。选取台车车轮直 径240m,卡轮直径170㎜,拉缝 间隙δ=10㎜。
烧结机台车个数
• 台车个数 • 烧结机台车个数的计算,应根据台车长度 结构与计算面积确定,表达式为:
Mt=(S/Bl)×2+Np 129
式中:Mt烧结机台车个数(个 ); Np头尾星轮上台车的个数,一般取Np=8。
烧结机台车速度的确定
• Vs=V⊥*Ls/h
式中:Vs台车正常移动速度(m/min) H台车上混合料层厚度(m),在此处h=300±100mm,垂直烧结 速度V⊥一般取(23±5)×10 所以
Vs-max=7.2 m/min Vs-min=2.4m/min Vs=5.04~4.32 m/min 取 Vs=4.5 m/min
烧结机头尾星轮中心距的确定
• 烧结机头尾星轮中心距为 • L=Ls+Lx+Ly
式中:Ls为烧结机的有效长度(m); Lx为头部星轮中心至风箱始端距离(m); Ly为风箱末端至尾部星轮中心距的距离(m)。 Lx、Ly是根据台车宽度、尾部摆架或平移架形式、 烧机的布料方式以及头尾密封板的长度来确定。
烧结机基本参数的 确定
设计者:
• • • • • • • •
1有效烧结面积的计算 2台车的设计 3烧结机台车个数与速度 4烧结机头尾星轮中心距的确定 5星轮轮体设计 6风箱的布置 7头部弯道设计 8烧结机总装图
有效烧结面积的计算
烧结机的有效烧结面积为台车宽度 和烧结效长度的乘积。根据设计要 求,本烧结机有效烧结面积为130 ㎡。
本设计中Ls=50m,Lx=8.9m,Ly=4.2m 因此L= Ls+Lx+Ly=50+8.9+4.2=63.1m 此数据基本满足各种工艺要求。
烧结厂烧结机设备
烧结厂烧结机设备(历史发展概况)1S:DS32m2烧结机2S:DS30m2烧结机3S:DS32m2烧结机4S:DS50m2烧结机5S:32PS—02SJ—5#烧结机6S:32PS—02SJ—6#烧结机155m3×5活性石灰窑烧结厂1#烧结机(DS·32m2)烧结厂1#烧结机原为DS15 m2烧结机,现为DS32m2烧结机。
1、原1#·DS15 m2烧结机,是冶金工业部西安有色冶金设计院1986年元月份设计的,航天工业部西安7422工厂制造的,中国有色二建八公司土建施工,设备安装,非标制订,于1988年8月1日投入生产运行,经过14年8个月8天生产运行,于2002年6月9日停止运行生产,为烧结厂立下汗马功劳。
2、 2002年7月1日设备易地技术改造,在原DS15 m2烧结机基础上进行建设改造的,设计能力35—40万t/a,从2002年8月1日破土动工,同年12月5日投产运行,工程总投资2117.39万元,其中建筑工程345.14万元,设备购置安装1664.44万元,其他107.81万元,工程由四大部分组成:烧结系统、原料系统、成品输送系统、除尘系统;烧结机系统生产运行80块台车,设计82块台车。
3、 DS32m2烧结机设计单位为冶金工业部西安有色冶金设计院设计。
4、 DS32m2烧结机系统设备施工单位为“十二冶安装公司、十冶设备安装公司、十二冶一公司、厂建安公司、江苏防腐工程公司进行承建。
5、 DS32m2烧结机系统工程项目确定后,龙钢集团规划部成立了一烧改造工程项目,全权处理工程施工过程中的各项业务,而在整个施工过程中该项目组的同志齐心协力、积极主动完成了领导交给的任务,克服了原旧址地下障碍物较多、基础开挖难度大、施工场地狭小、工期紧,与原生产衔接紧密等不利因素给工程的建设带来了很大的困难。
烧结厂2#烧结机(DS30m2)烧结厂2#烧结机原为DS28m2烧结机,西安有色冶金设计院设计的,山西省省建一公司三处承担土建施工,非标制标,设备安装于1993年元月份施工,当年12月30日投入生产运行,工程总投资为1723万元,设计共有80块台车,运行生产台车79块。
真空烧结炉的具体参数

真空烧结炉的具体参数真空烧结炉是一种广泛应用于材料烧结过程中的设备,它通过在真空环境下加热材料,使其粒子间发生结合,从而形成坚固的材料。
下面将介绍真空烧结炉的具体参数。
1. 温度范围:真空烧结炉的温度范围通常在300℃至3000℃之间。
这个温度范围可以满足不同材料的烧结需求。
在高温下,材料的粒子间能够更加紧密地结合,从而提高材料的密度和强度。
2. 加热方式:真空烧结炉通常采用电阻加热的方式。
通过在炉膛内设置加热元件,通电加热使得炉膛内的温度逐渐升高。
电阻加热具有加热速度快、温度控制精度高等优点,可以满足烧结过程中对温度的精确控制需求。
3. 真空度:真空烧结炉的真空度是指炉内的气体压力,通常用帕斯卡(Pa)或毫巴(mbar)来表示。
真空度的高低对材料的烧结过程有重要影响。
较高的真空度能够减少气体分子与材料粒子的碰撞,从而减少杂质的残留,提高材料的纯度。
4. 加热速率:真空烧结炉的加热速率是指炉膛内温度的升降速度。
加热速率的选择应根据具体材料的特性和烧结工艺要求进行调整。
较快的加热速率可以提高生产效率,但也可能引起材料的热应力和变形,影响烧结质量。
5. 加热区域:真空烧结炉的加热区域通常由炉膛和加热元件构成。
炉膛是材料放置和加热的空间,通常由高温合金材料制成,具有良好的耐热性和热传导性。
加热元件则负责向炉膛提供热量,常见的加热元件有电阻丝和电石墨。
6. 控制系统:真空烧结炉的控制系统用于对加热过程中的温度、真空度和加热速率等参数进行监测和控制。
现代真空烧结炉通常配备先进的自动化控制系统,能够实现精确的温度控制和过程参数的实时监测。
7. 安全设施:真空烧结炉还应配备一系列安全设施,以确保操作人员的安全和设备的正常运行。
常见的安全设施包括过温报警系统、漏气检测系统、紧急停机按钮等。
总结起来,真空烧结炉的具体参数包括温度范围、加热方式、真空度、加热速率、加热区域、控制系统和安全设施等。
这些参数的选择和调整能够影响材料的烧结质量和生产效率。
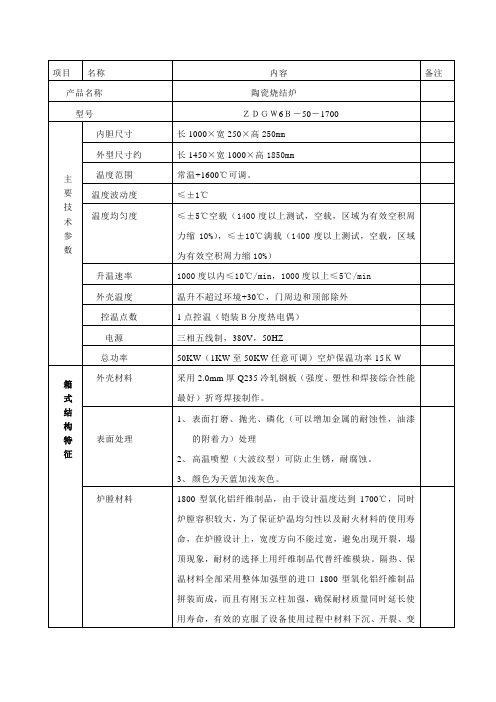
1700度陶瓷烧结炉技术参数
名称
内容
备注
产品名称
陶瓷烧结炉
型号
ZDGW6B-50-1700
主要技术参数
内胆尺寸
长1000×宽250×高250mm
外型尺寸约
长1450×宽1000×高1850mm
温度范围
常温+1600℃可调。
温度波动度
≤±1℃
温度均匀度
≤±5℃空载(1400度以上测试,空载,区域为有效空积周力缩10%),≤±10℃满载(1400度以上测试,空载,区域为有效空积周力缩10%)
升温速率
1000度以内≤10℃/min,1000度以上≤5℃/min
外壳温度
温升不超过环境+30℃,门周边和顶部除外
控温点数
1点控温(铠装B分度热电偶)
电源
三相五线制,380V,50HZ
总功率
50KW(1KW至50KW任意可调)空炉保温功率15KW
箱式结构特征
外壳材料
采用2.0mm厚Q235冷轧钢板(强度、塑性和焊接综合性能最好)折弯焊接制作。
表面处理
1、表面打磨、抛光、磷化(可以增加金属的耐蚀性,油漆的附着力)处理
2、高温喷塑(大波纹型)可防止生锈,耐腐蚀。
3、颜色为天蓝加浅灰色。
炉膛材料
1800型氧化铝纤维制品,由于设计温度达到1700℃,同时炉膛容积较大,为了保证炉温均匀性以及耐火材料的使用寿命,在炉膛设计上,宽度方向不能过宽,避免出现开裂,塌顶现象,耐材的选择上用纤维制品代替纤维模块。隔热、保温材料全部采用整体加强型的进口1800型氧化铝纤维制品拼装而成,而且有刚玉立柱加强,确保耐材质量同时延长使用寿命,有效的克服了设备使用过程中材料下沉、开裂、变形等现象;炉膛施工时采用进口氧化铝纤维制品,洁净度高,一致性好,温度均匀,能耗低,能够长期稳定运行。
压铸和烧结参数

压铸和烧结参数压铸参数B t↗T H V1V2AEP600/EP600Combi小包埋圈700℃1292℉60℃108℉915℃1679℉15分915℃1679℉915℃1679℉300EP600/EP600Combi大包埋圈700℃1292℉60℃108℉920℃1688℉25分920℃1688℉920℃1688℉300EP500小包埋圈700℃1292℉60℃108℉925℃1697℉15分925℃1697℉925℃1697℉程序11-20软件2.9EP500大包埋圈700℃1292℉60℃108℉930℃1706℉25分930℃1706℉930℃1706℉程序11-20软件2.9烧结参数IPS e.max Press上的IPSe.max CeramB S t↗T H V1V2Wash层(结合层)403℃757℉4分4分50℃90℉750℃1382℉1分1分450℃842℉749℃1380℉Wash层(结合层)修正403℃757℉4分4分50℃90℉750℃1382℉1分1分450℃842℉749℃1380℉第一次牙本质/切端瓷的烧结403℃757℉4分4分50℃90℉750℃1382℉1分1分450℃842℉749℃1380℉第二次牙本质/切端瓷的烧结403℃757℉4分4分50℃90℉750℃1382℉1分1分450℃842℉749℃1380℉染色烧结403℃757℉4分4分50℃90℉725℃1337℉1分1分450℃842℉724℃1335℉上釉烧结403℃757℉4分4分50℃90℉725℃1337℉1分1分450℃842℉724℃1335℉Add-on上釉烧结403℃757℉4分4分50℃90℉725℃1337℉1分1分450℃842℉724℃1335℉Add-on上釉后烧结403℃757℉4分4分50℃90℉700℃1292℉1分1分450℃842℉699℃1290℉金沉积内冠上的IPS e.maxPress OpaquerB S t↗T H V1V2第一次不透明层烧结403℃757℉6分6分100℃180℉940℃1724℉2分2分450℃842℉939℃1722℉第二次不透明层的烧结403℃757℉6分6分100℃180℉930℃1706℉2分2分450℃842℉929℃1704℉-注意,这些参数也应用于Ivoclar Viadent的烤瓷炉:P200,P300,P500,PX1以及EP600Combi。同时也应用于一些较老型号的烤瓷炉,例如P20,P20,P90,P95,P80和P100。如果使用了这些烤瓷炉其中之一,温度可以有±10℃/±50℉的偏差,取决于烤瓷炉炉膛类型和使用年龄。-如果采用了非以上Ivoclar Viadent烤瓷炉,必须校验温度。-不同地区的电压或一条电路上使用几种电力设备,如必要调节压铸和烧结温度。
35平烧结机技术参数
1.1产品方案及制度SiO2(1)产品方案烧结产品为经过冷却整粒冷却烧结矿。
烧结矿的化学成分:成品烧结矿粒度为5~150mm,其中:>50mm粒级占7%。
还原粉化率(-3.15mm)<40%成品烧结矿含粉率(-5mm)≤5%ISO转鼓强度78%(2)工作制度烧结车间为连续工作制,年工作365天,每天三班,每班工作8小时。
主机年工作330天,作业率为90.4%。
1.2车间组成烧结车间主要由原料仓库及配料室、燃料粗碎室、燃料细碎室、冷返矿仓、一次混合室、烧结室、主抽风机室、带冷机头房、成品筛分室、相应的通廊、转运站及公辅设施组成。
1.3烧结工艺流程烧结车间的工艺流程从原料进入烧结车间的胶带输送系统开始,至成品烧结矿运出烧结车间为止。
烧结车间的生产工艺流程图:排入大气成品烧结矿1.4主要技术经济指标1技术特点和技术装备水平1.1采用新型结构的烧结机,其传动装置采用柔性传动,传动装置重量小,传动效率高,纠偏性能好;采用圆辊加七辊布料,有利于自动纠正偏析布料,料层透气性好;中部骨架采用可滑动式,可减少因热变形而引起的风箱漏风;烧结机尾采用可滑动式,可减少因热变吸收台车热变形,防止台车跑偏。
1.2提高烧结矿质量技术2.2.1 铺地料系统烧结台车底层铺以返矿,系统中配置铺地料分离和布料设施,提高了烧结矿的强度。
2.2.2 自动化控制混合料的精确比例是烧结矿的质量保证,经准确的配料计算确定的混合料配比,采用计算机实现自动化计量原料。
烧结过程的控制和监视由计算机完成,根据烧结过程各工艺参数的采集,达到最佳工艺状态。
2.2.3 成品整粒冷却后的烧结矿成品经过多级筛分,分成几种粒度的成品,按不同用途分送到各用户。
2.2.4 提高点火温度2.3 采用新型长寿节能点火器提高点火温度烧结点火温度决定烧结料层是否能烧透,获得优质烧结矿,新型高效幕帘式点火器能适应不同发热值的煤气,经多排烧嘴达到足够的高的点火温度。
2.4 降低能耗技术烟气余热回收,对机尾,冷却段高温废气回收利用,产生蒸汽供烧结自身耗用,预热助燃空气和煤气,提高点火温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一节烧结厂各烧结机设备技术参数
第二节铺底和布料设备
(一)铺底料设备规格性能
铺底料矿槽,烧结厂每台烧结机有1个铺底料矿槽,每个矿槽有效容积m3,储存时间小时,每个矿槽有2台电磁振动装置,给予皮带机,由皮带机给予铺底料漏斗,给到台车上铺底料厚度40±5mm。
(二)布料设备(1s,2s,3s,4s,5s,6s)
圆筒给料机规格性能
(三)九辊布料器规格性能
第三节煤气点火炉及高压风机
一、设备名称:幕帘式多喷孔煤气点火炉
二、设备技术数据
1、设备台时产量50-60t/h
2、设备点火炉面积S=3.6m2
3、设备点火温度T=1260±5℃
4、设备使用温度范围 T=1150-1200℃
5、烧咀前煤气压力P压力=3000-6000pa
6、烧咀前空气压力P压力=2500-4000pa
7、保温炉温面积S=1.62m2
8、烧咀燃烧数量n=32个
三、煤气点火炉附属设备风机
设备规格型号9-26-11№4.5A
设备见机流量 3730-4792m3/n
设备风机压力 P=4545pa
电动机型号功率转速 Y132S2-2/7.5KW 2900r/min 技术条件 JB/T9616-1999
技术标准代号 JB/T7258-94
四、图纸代号查阅
1、D-20010611-3 MLS幕帘式烧咀 8种
2、D-20010611-4 钢梁 Q235
3、D-20010611-5 钢结构 Q235
4、D-20010611-6 管道结构
(二)4s·DS50m2烧结机技术数据
1、设备名称:长弧形低温点火炉
2、设备技术性能数据
(二)4SDS50m2烧结机技术数据
1、设备名称:长弧形低温点火炉
2、设备技术性能数据:
2—1 设备合格产量
2—2 设备点火炉面积S=6.39m2
2—3 一次点火炉温度T1=400±100( 0c )
2—4 二次点火炉温度T2=800±100( 0c )
2—5 热风烧结段温度T3>300( 0c )
2—6 烧嘴燃烧能力250~320GJ/n
2—7 烧嘴燃烧数量n=14J
2—8 煤气热值Q=3.35MJ/M3
2—9 煤气消耗量Q消耗=3500~4480m3/n 2—10 接点处煤气压力P压力=6000~8000Pa 2—11 空气消耗量2450~3136 m3/n
3、煤气点火风机技术数据:
风机规格型号9-26-11No4.5A
风机风量Q=368 m3/n
风机压力P=4718Pa
电动机型号、功率、转速YBZS2—2/ 7.5KW 2900V/min 电动机电压、电流U=380V 、I=15A
技术条件JB/TP696---199P
(三) 5S、6S(32PS—02sj)承平烧结机技术数据
1、设备名称:多喷双斜式煤气点火炉
2、设备技术性能数据:
2—1 设备合格产量50~60t/n
2—2 设备点火炉面积S=6.6m2
2—3 设备点火炉温度T1=1260±5( 0c )
2—4 燃料及发热值高炉煤气33.4ANKJ/NM3
2—5 最大煤气消耗量Q max消耗=4000~5000m3/n 2—6 最大空气消耗量Q空气消耗=3200~4000m3/n 2—7 烧嘴前煤气压力P压力=3000~6000Pa
2—8 烧嘴前空气压力P压力=3000~4000Pa
2—9 保温炉保温面积S=1.62 m2
2—10 烧嘴燃烧数量n=12组件
2—11 电动阀门控制器BFA--1
3、煤气点火炉附属设备风机:
煤气点火风机规格型号9-26-11No4.5A-5右900
煤气点火风机流量Q=4237 m3/ min
煤气点火风机压力P=4545Pa
电动机型号、功率、转速Y160M2—2/ 7.5KW、2900V/min 4、煤气阀门规格型号
D71X—10 DG150 手动对夹式蝶式调节烧嘴空气
D71X—10 DG100 手动对夹式蝶式调节烧嘴空气MQD347XF SH—06C DG=400 煤气手动蝶阀
Z341W—1 DG350 手动转式调节蝶阀
Z43W—1 DG50 煤气放散旋塞阀
5、图纸代号查阅:
5—1 煤气点炉保温炉衬32PS—B8—1
5—2 炉前煤气工业管道32PS—B8—1
5—3 炉前烧嘴12组件32PS—B8—7
5—4 炉前空气管道32PS—B8—3
5—5 煤气点火炉保钢结件32PS—B8—4
6、设备制造单位:安徽芜湖市汉光工业炉设备厂
(四)155 m2*5活性石灰窑煤气加压风机技术数据
一、煤气加压鼓风机技术数据:
1、设备规格型号AM200—1.1/2.5
2、设备介质高炉煤气
3、设备进口流量Q =200m3/n
4、进口密度Qj=1.19Kg/Nm3
5、进口温度T=40—100 0C
6、进口压力P进=11000Pa
7、执行技术条件Q/JFGP6—2000
8、旋转角度出口角度Z=900
9、电动额定功率数据N=90KW
10、附属设备电动机数据:
电动机型号YB280M—2
电动机功率N=90KW
电动机功率因素cos4=0.89
电动机转速n=2970r/min
电动机电压/电流I/U=167A/380V
JB9594—1994
烧结机检修项目及试车验收
一、烧结机设备技术性能数据:
a 烧结作业区一烧二烧三烧主传动减速机技术性能数据
总装配图DS32—1.2
b 一烧二烧三烧减速机安装技术要求:
1、减速机所有零件装配前必须用煤油洗净,滚动轴承用汽油洗净。
2、各密封处及螺纹连接处均不得有渗油现象,全部螺栓螺母必须拧紧。
3、各部齿轮对齿合之接触班点,在齿长度方向不得小于60%,在齿高方向
不得小于50%,对涡轮蜗杆接触班点在齿长度方向不得小于60%,在齿高方向不得小于50%,滚动轴承侧向调整方向间隙为0.12~0.32mm。
4、齿轮齿合之侧间隙对涡轮级最小为0.16mm,最大为0.8mm,对于第二级
和第三级最小为0.24mm,最大为0.32mm。
5、减速机全部装配完后,进行空载试转,按电机转速1460r/min及箭头所
示方向试运转两小时。
在此齿合平稳,无噪音和冲击,轴承温度为35—50 0C。
二、烧结作业区烧结机设备图纸代号
烧结离心抽风机设备技术参数。