LWHB汽车外廓尺寸自动测量仪说明书
车辆外廓尺寸测量仪作业指导书

廓尺寸检验标准一、机动车辆外廓尺寸不得超出GA7258《机动车安全技术检验项目及方法》、GA1589《道路车辆外廓尺寸、轴荷及质量限值》规定的限值。
二、注册登记检验时,机动车的外廓尺寸应与机动车产品公告、机动车出厂合格证相符,且误差满足:汽车(三轮汽车除外)、挂车不超过±1%或±50mm,三轮汽车、摩托车不超过±3%或±50mm。
三、在用机动车检验时,重中型货车、挂车的外廓尺寸应与机动车行驶证签注的内容相符,且误差不超过±2%或100mm。
车辆外廓尺寸要求1.车辆外廓尺寸限值汽车、挂车及汽车列车的外廓尺寸应不超过图1规定的最大限值2. 车辆外廓尺寸的其他要求1)当汽车或汽车列车处于满载状态、外后视镜底边离地高度小于1800mm时,其单侧外伸量不得超出汽车或汽车列表最大宽度处200mm。
外后视镜底边离地高度大于或等于1800mm时,其单侧外伸量不得超出汽车或汽车列车最大宽度处250mm。
2)汽车的顶窗、换气装置等处于开启状态时不得超出车高300mm。
外廓尺寸测量方法检测方法:1)车辆测量过程中,测量区域严禁有人员和其它固定或移动物体。
2)测量车辆至少离检测线2米距离开始向前行驶。
3)测量车辆行驶速度控制在3―5公里/时。
4)测量车辆中心位置行驶在中心线上。
5)测量车辆尾部必须驶离检测线1.5米以上。
6)测量车辆在未驶离检测线前,中途可允许停车,但停留时间不能超过60s,否则重新检测。
外廓尺寸测量过程及记录由仪器设备自行操作。
车、挂车及汽车列车的外廓尺寸的最大限值单位为毫米。
轮廓仪操作指导书
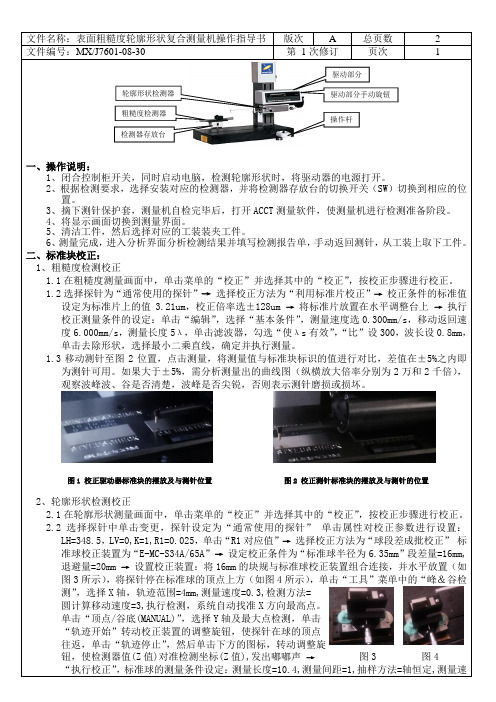
文件名称:表面粗糙度轮廓形状复合测量机操作指导书 版次 A 总页数 2 文件编号:MX/J7601-08-30 第 1次修订 页次 1一、操作说明:1、闭合控制柜开关,同时启动电脑,检测轮廓形状时,将驱动器的电源打开。
2、根据检测要求,选择安装对应的检测器,并将检测器存放台的切换开关(SW )切换到相应的位置。
3、摘下测针保护套,测量机自检完毕后,打开ACCT 测量软件,使测量机进行检测准备阶段。
4、将显示画面切换到测量界面。
5、清洁工件,然后选择对应的工装装夹工件。
6、测量完成,进入分析界面分析检测结果并填写检测报告单,手动返回测针,从工装上取下工件。
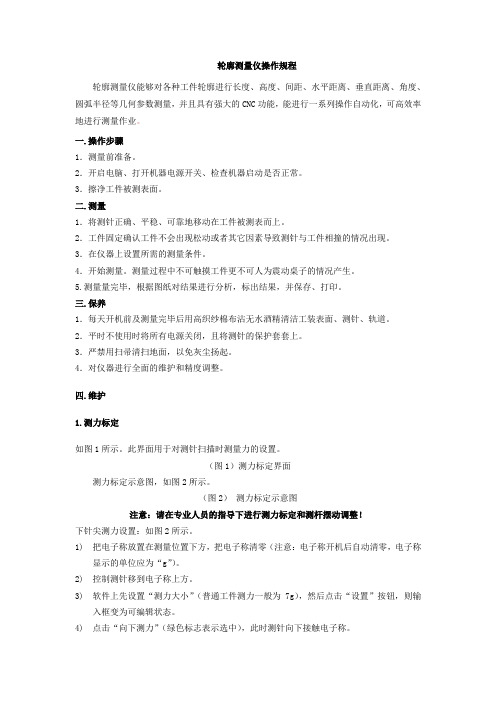
二、标准块校正: 1、粗糙度检测校正1.1在粗糙度测量画面中,单击菜单的“校正”并选择其中的“校正”,按校正步骤进行校正。
1.2选择探针为“通常使用的探针”→ 选择校正方法为“利用标准片校正”→ 校正条件的标准值设定为标准片上的值3.21um ,校正倍率选±128um → 将标准片放置在水平调整台上 → 执行校正测量条件的设定:单击“编辑”,选择“基本条件”,测量速度选0.300mm/s ,移动返回速度6.000mm/s ,测量长度5λ,单击滤波器,勾选“使λs 有效”,“比”设300,波长设0.8mm ,单击去除形状,选择最小二乘直线,确定并执行测量。
1.3移动测针至图2位置,点击测量,将测量值与标准块标识的值进行对比,差值在±5%之内即为测针可用。
如果大于±5%,需分析测量出的曲线图(纵横放大倍率分别为2万和2千倍),观察波峰波、谷是否清楚,波峰是否尖锐,否则表示测针磨损或损坏。
图1 校正驱动器标准块的摆放及与测针位置 图2 校正测针标准块的摆放及与测针的位置2、轮廓形状检测校正2.1在轮廓形状测量画面中,单击菜单的“校正”并选择其中的“校正”,按校正步骤进行校正。
2.2选择探针中单击变更,探针设定为“通常使用的探针” 单击属性对校正参数进行设置:LH=348.5,LV=0,K=1,R1=0.025,单击“R1对应值”→ 选择校正方法为“球段差成批校正” 标准球校正装置为“E-MC-S34A/65A ”→ 设定校正条件为“标准球半径为6.35mm ”段差量=16mm,退避量=20mm → 设置校正装置:将16mm 的块规与标准球校正装置组合连接,并水平放置(如图3所示),将探针停在标准球的顶点上方(如图4所示),单击“工具”菜单中的“峰&谷检测”,选择X 轴,轨迹范围=4mm,测量速度=0.3,检测方法= 圆计算移动速度=3,执行检测,系统自动找准X 方向最高点。
车辆外廓尺寸测量检测系统操作规程

车辆外廓尺寸测量检测系统操作规程1 被检测车辆未驶入检测系统时,应先通过软件信号检测界面,观察信号是否正常。
2 当车辆需要检测时,首先应注册登录,在注册登录界面下,输入车辆基本信息。
3 信息输入完毕后,点击“保存”按钮。
灯屏提示被检测车辆车牌号;灯屏提示被检车辆车牌号,准备测试。
4 车辆缓慢行驶到车头拍摄位置,系统依据光电传感器判断其位置,自动拍摄车头图像。
5 车辆以不高于5KM/h速度,平直低速行驶,通过测试区域。
前轮触碰第一对轮位光电传感器,系统自动开始车辆外廓尺寸数据测量。
6 当被检测车辆尾部(最末端)离开龙门架7M左右的车尾拍摄位置时系统自动拍摄车辆图像。
灯屏显示测量结果,车辆按灯屏提示进行操作。
7 点击“数据查询”菜单,选择正确车辆的“检测报告”,点击打印。
8 若与检测线联网,在检测线注册的车辆信息,可直接调用。
如,已注册的车辆信息在进行外廓尺寸的检测时,输入车牌号,自动载入车辆信息。
9 车辆外廓尺寸测量检测注意事项:10 通过软件信号检测界面观察信号异常时(有遮挡或无通讯),禁止检测。
11 被检车辆越过停车线,禁止检测。
尚未注册车辆或开始测试时,可倒回停车线,进行注册、测试。
12 检测时,检测区域严禁无关人员及物体进入。
13 车辆尽量以不高于5KM/h速度低速通过,否则可能会增大测试误差。
14 前一辆车未检测完毕前,后面车辆禁止前行,停在检测区域外。
15被检测车辆应首先去除多于挂件(不能露在外侧、顶端),如苫布、铁钎、布条等。
16 检测车辆车速过快、加减速或检测区域内行进方向偏离过大的,会引起测试误差。
轮廓测量仪操作规程
轮廓测量仪操作规程轮廓测量仪能够对各种工件轮廓进行长度、高度、间距、水平距离、垂直距离、角度、圆弧半径等几何参数测量,并且具有强大的CNC功能,能进行一系列操作自动化,可高效率地进行测量作业。
一.操作步骤1.测量前准备。
2.开启电脑、打开机器电源开关、检查机器启动是否正常。
3.擦净工件被测表面。
二.测量1.将测针正确、平稳、可靠地移动在工件被测表而上。
2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现。
3.在仪器上设置所需的测量条件。
4.开始测量。
测量过程中不可触摸工件更不可人为震动桌子的情况产生。
5.测量量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。
三.保养1.每天开机前及测量完毕后用高织纱棉布沾无水酒精清洁工装表面、测针、轨道。
2.平时不使用时将所有电源关闭,且将测针的保护套套上。
3.严禁用扫帚清扫地面,以免灰尘扬起。
4.对仪器进行全面的维护和精度调整。
四.维护1.测力标定如图1所示。
此界面用于对测针扫描时测量力的设置。
(图1)测力标定界面测力标定示意图,如图2所示。
(图2)测力标定示意图注意:请在专业人员的指导下进行测力标定和测杆摆动调整!下针尖测力设置:如图2所示。
1)把电子称放置在测量位置下方,把电子称清零(注意:电子称开机后自动清零,电子称显示的单位应为“g”)。
2)控制测针移到电子称上方。
3)软件上先设置“测力大小”(普通工件测力一般为7g),然后点击“设置”按钮,则输入框变为可编辑状态。
4)点击“向下测力”(绿色标志表示选中),此时测针向下接触电子称。
5)同时在主界面观察Z0光栅值,看摆杆是否处于水平位置(注意:测力标定应在摆杆处于水平位置时进行操作,摆杆处于水平位置时的Z0光栅值主要由机械安装确定,一般情况下,此时Z0光栅值等于0.000mm,具体参数见“测力标定”界面的提示值),若不处于水平位置,则上下移动Z轴使Z0光栅值等于提示值即可。
6)观察电子称的读数应在7g左右(注意:读数前先轻轻抬起摆杆,再轻轻放下,不能通过摆杆的重力和张力落下,然后重复3-5次观察电子称读数),若不是7g左右,则应通过调整“向下位置”下方的角度值来调整测力,然后点击“保存”按钮。
LWH-25B汽车外廓尺寸自动测量仪说明书2016

LWH-25B型汽车外廓尺寸自动测量仪随机技术文件使用说明书上海士尚信息技术有限公司目次使用说明书一、用途及适用范围 (1)二、主要技术参数 (1)三、测量仪组成和测试原理 (1)四、测量仪特点 (2)五、安装与标定 (3)六、使用方法 (12)七、维护与保养 (23)八、常见故障及排除方法 (23)九、电气接口参数 (24)测量仪基础图 (25)正文 (26)一、用途及适用范围LWH-25B型汽车外廓尺寸自动测量仪(以下简称测量仪)用于自动测量汽车长宽高外廓尺寸、货车栏板高度。
二、主要技术参数三、测量仪组成和测量原理(一)测量仪组成测量仪由计算机(工控机)、激光雷达、测控软件、高速光电(轴距测量仪需要)、高速信号采集卡(轴距测量仪需要)等安装附件等组成。
1、计算机(工控机)工控机硬件配置:Intel新一代酷睿I7处理器,DDR3 2G内存,32G固态硬盘,2个千兆以太网口等。
2、激光雷达德国原装进口,检测距离50米,扫描频率50HZ,支持270度扫描。
3、测控软件自主研发的测控软件具有高度的灵活性、实时性、可视化。
4、高速信息采集卡自主研发的高速采集卡,配备16通道的模数转换器、8通道光电等,配置两个串口,波特率高达38400bit/s。
(二)测量原理由左,右两个扫描仪把车辆切割成许多切片,由前扫描仪确定切片的厚度,通过软件系统中的算法,对切片数据进行合成,运算,得到车辆轮廓的长,宽,高数据、并结合高速信号采集卡对高速光电信号的分析计算出所有轴距数据图1 测试过程示意图四、测量仪特点(一)满足新修订的国标GB21861的要求;(二)结构简单。
可以迅速完成安装调试工作。
除开始检测和检测结束时由操作员电脑操作外,实现了无人参与自动测量,汽车不停车,低速通过(0~5 km/h);(三)全自动测量车辆外廓长、宽、高尺寸,包括普通客货车辆以及目前公安交管部门重点监察的危化品运输车,各种特种工程车辆、挂车货箱长度栏板高度,测量过程无需人工干预;(四)测量过程耗时短,在车辆通过15秒内输出测量结果;(五)电脑屏幕上动态显示出车辆的三维外廓图形及尺寸数据;(六)采用SQL 对测试结果进行保存,方便查阅和审核;(七)车辆外廓尺寸检测后,依据国家标准GB1589-2004《道路车辆外廓尺寸、轴荷及质量限值》要求进行数据处理、判定,便于对车辆的监督管理;(八)系统软件基于WINDOWS操作系统;(九)检测系统具有与各级管理部门的联网接口,可方便的接入上级系统;(十)环境适应性强,对光线变化不敏感,适用于夜间和室外的工作环境,除恶劣气候条件(如大风、大雾、雨天等)外,可实现全天候、24小时和-30℃~50℃条件下正常作业(用于严寒条件下,采用自带加热的测量雷达);(十一)设备维护简单、迅速。
车辆外廓尺寸测量仪作业指导书

外廓尺寸检验标准一、 机动车辆外廓尺寸不得超出GA7258《机动车安全技术检验项目及方法》、GA1589《道路车辆外廓尺寸、轴荷及质量限值》规定的限值。
二、 注册登记检验时,机动车的外廓尺寸应与机动车产品公告、机动车出厂合格证相符,且误差满足:汽车(三轮汽车除外)、挂车不超过±1%或±50mm ,三轮汽车、摩托车不超过±3%或±50mm 。
三、 在用机动车检验时,重中型货车、挂车的外廓尺寸应与机动车行驶证签注的内容相符,且误差不超过±2%或100mm 。
车辆外廓尺寸要求1. 车辆外廓尺寸限值汽车、挂车及汽车列车的外廓尺寸应不超过图1规定的最大限值 2. 车辆外廓尺寸的其他要求1) 当汽车或汽车列车处于满载状态、外后视镜底边离地高度小于1800mm 时,其单侧外伸量不得超出汽车或汽车列表最大宽度处200mm 。
外后视镜底边离地高度大于或等于1800mm 时,其单侧外伸量不得超出汽车或汽车列车最大宽度处250mm 。
2) 汽车的顶窗、换气装置等处于开启状态时不得超出车高300mm 。
外廓尺寸测量方法检测方法:1) 车辆测量过程中,测量区域严禁有人员和其它固定或移动物体。
2) 测量车辆至少离检测线2米距离开始向前行驶。
3) 测量车辆行驶速度控制在3―5公里/时。
4) 测量车辆中心位置行驶在中心线上。
5) 测量车辆尾部必须驶离检测线1.5米以上。
6) 测量车辆在未驶离检测线前,中途可允许停车,但停留时间不能超过60s ,否则重新检测。
外廓尺寸测量过程及记录由仪器设备自行操作。
汽车、挂车及汽车列车的外廓尺寸的最大限值单位为毫米。
LWH-25B汽车外廓尺寸自动测量仪说明书2016
LWH-25B型汽车外廓尺寸自动测量仪随机技术文件使用说明书上海士尚信息技术有限公司目次使用说明书一、用途及适用范围LWH-25B型汽车外廓尺寸自动测量仪(以下简称测量仪)用于自动测量汽车长宽高外廓尺寸、货车栏板高度。
二、主要技术参数三、测量仪组成和测量原理(一)测量仪组成测量仪由计算机(工控机)、激光雷达、测控软件、高速光电(轴距测量仪需要)、高速信号采集卡(轴距测量仪需要)等安装附件等组成。
1、计算机(工控机)工控机硬件配置: Intel新一代酷睿I7处理器,DDR3 2G内存,32G固态硬盘,2个千兆以太网口等。
2、激光雷达德国原装进口,检测距离50米,扫描频率50HZ,支持270度扫描。
3、测控软件自主研发的测控软件具有高度的灵活性、实时性、可视化。
4、高速信息采集卡自主研发的高速采集卡,配备16通道的模数转换器、8通道光电等,配置两个串口,波特率高达38400bit/s。
(二)测量原理由左,右两个扫描仪把车辆切割成许多切片,由前扫描仪确定切片的厚度,通过软件系统中的算法,对切片数据进行合成,运算,得到车辆轮廓的长,宽,高数据、并结合高速信号采集卡对高速光电信号的分析计算出所有轴距数据图1 测试过程示意图四、测量仪特点(一)满足新修订的国标GB21861的要求;(二)结构简单。
可以迅速完成安装调试工作。
除开始检测和检测结束时由操作员电脑操作外,实现了无人参与自动测量,汽车不停车,低速通过(0~5 km/h);(三)全自动测量车辆外廓长、宽、高尺寸,包括普通客货车辆以及目前公安交管部门重点监察的危化品运输车,各种特种工程车辆、挂车货箱长度栏板高度,测量过程无需人工干预;(四)测量过程耗时短,在车辆通过15秒内输出测量结果;(五)电脑屏幕上动态显示出车辆的三维外廓图形及尺寸数据;(六)采用SQL 对测试结果进行保存,方便查阅和审核;(七)车辆外廓尺寸检测后,依据国家标准GB1589-2004《道路车辆外廓尺寸、轴荷及质量限值》要求进行数据处理、判定,便于对车辆的监督管理;(八)系统软件基于WINDOWS操作系统;(九)检测系统具有与各级管理部门的联网接口,可方便的接入上级系统;(十)环境适应性强,对光线变化不敏感,适用于夜间和室外的工作环境,除恶劣气候条件(如大风、大雾、雨天等)外,可实现全天候、24小时和-30℃~50℃条件下正常作业(用于严寒条件下,采用自带加热的测量雷达);(十一)设备维护简单、迅速。
LWH B汽车外廓尺寸自动测量仪说明书
LWH-25B型汽车外廓尺寸自动测量仪随机技术文件使用说明书上海士尚信息技术有限公司目次使用说明书一、用途及适用范围 (1)二、主要技术参数 (1)三、测量仪组成和测试原理 (2)四、测量仪特点 (2)五、安装与标定 (3)六、使用方法 (12)七、维护与保养 (23)八、常见故障及排除方法 (23)九、电气接口参数 (24)测量仪基础图 (25)正文 (26)一、用途及适用范围LWH-25B型汽车外廓尺寸自动测量仪(以下简称测量仪)用于自动测量汽车长宽高外廓尺寸、货车栏板高度。
二、主要技术参数三、测量仪组成和测量原理(一)测量仪组成测量仪由计算机(工控机)、激光雷达、测控软件、高速光电(轴距测量仪需要)、高速信号采集卡(轴距测量仪需要)等安装附件等组成。
1、计算机(工控机)工控机硬件配置: Intel新一代酷睿I7处理器,DDR3 2G内存,32G 固态硬盘,2个千兆以太网口等。
2、激光雷达德国原装进口,检测距离50米,扫描频率50HZ,支持270度扫描。
3、测控软件自主研发的测控软件具有高度的灵活性、实时性、可视化。
4、高速信息采集卡自主研发的高速采集卡,配备16通道的模数转换器、8通道光电等,配置两个串口,波特率高达38400bit/s。
(二)测量原理由左,右两个扫描仪把车辆切割成许多切片,由前扫描仪确定切片的厚度,通过软件系统中的算法,对切片数据进行合成,运算,得到车辆轮廓的长,宽,高数据、并结合高速信号采集卡对高速光电信号的分析计算出所有轴距数据图1 测试过程示意图四、测量仪特点(一)满足新修订的国标GB21861的要求;(二)结构简单。
可以迅速完成安装调试工作。
除开始检测和检测结束时由操作员电脑操作外,实现了无人参与自动测量,汽车不停车,低速通过(0~5 km/h);(三)全自动测量车辆外廓长、宽、高尺寸,包括普通客货车辆以及目前公安交管部门重点监察的危化品运输车,各种特种工程车辆、挂车货箱长度栏板高度,测量过程无需人工干预;(四)测量过程耗时短,在车辆通过15秒内输出测量结果;(五)电脑屏幕上动态显示出车辆的三维外廓图形及尺寸数据;(六)采用SQL 对测试结果进行保存,方便查阅和审核;(七)车辆外廓尺寸检测后,依据国家标准GB1589-2004《道路车辆外廓尺寸、轴荷及质量限值》要求进行数据处理、判定,便于对车辆的监督管理;(八)系统软件基于WINDOWS操作系统;(九)检测系统具有与各级管理部门的联网接口,可方便的接入上级系统;(十)环境适应性强,对光线变化不敏感,适用于夜间和室外的工作环境,除恶劣气候条件(如大风、大雾、雨天等)外,可实现全天候、24小时和-30℃~50℃条件下正常作业(用于严寒条件下,采用自带加热的测量雷达);(十一)设备维护简单、迅速。
外廓尺寸检测系统作业指导书
汽车自动外廓尺寸仪作业指导书(第一版)文件编号:STBZJC/C-25编 写: 徐子斌审核人:批准人:受控状态:分发编号:领用日期: 年 月 日机构名称:汕头市博展机动车检测有限公司 颁布日期:2016-08-01 执行日期:2017-03-01目录概述 (3)1.1 背景 (3)1.2 检测对象与标准 (3)1.3 检测项目与技术参数 (3)1.4 产品组成 (4)1.4.1 激光传感器 (4)1.4.1.1 特性 (4)1.4.1.2 功能 (4)1.4.2 激光红外 (4)1.4.2.1 特性 (4)1.4.2.2 功能 (4)2 软件操作说明 (5)2.1 用户登录 (5)2.2 功能菜单 (6)2.2.1 资料登录 (6)2.2.1.1 车辆发送 (7)2.2.1.2 车辆资料登录 (7)2.2.1.3 车辆队列刷新 (7)2.2.1.4 参数设置 (7)2.2.2 时实检测 (9)2.2.2.1 [启动检测] (10)2.2.2.2 [停止检测] (10)2.2.2.3 [参数设置] (11)2.2.2.3.1 网络参设置 (11)2.2.2.3.2 通道参数设置 (11)2.2.2.3.3 基本应用参数设置 (12)2.2.2.3.4 计算参数设置 (12)2.2.2.4 [设备标定] (13)2.2.2.4.1 启动取数 (14)2.2.2.4.2 停止取数 (14)2.2.2.4.3 写入初始数据 (14)2.2.2.5 数据查看 (14)2.2.2.6 启动LED查看 (15)2.2.2.7 登录 (15)2.2.2.8 激光仪状态 (15)2.2.3 数据管理 (15)2.2.3.1 查看数据 (16)2.2.3.2 数据打印 (17)2.2.4 摄像头预览 (17)2.2.4.1 视频显示 (18)2.2.4.2 拍照 (18)2.2.5 参数设置 (18)2.2.6 权限设置 (18)2.2.6.1 修改密码 (18)2.2.6.2 权限管理 (19)2.2.7 查询统计 (20)2.2.7.1 引车员统计 (20)2.2.7.2 数量统计 (21)2.2.7.3 操作日志 (22)概述1.1 背景倡导先进性。
罗威B系列全尺寸体积检测装置 使用说明书
Krautkramer Testing Machines OverviewThe ROWA-B is an ultrasonic phasedarray test system for detection of coreand longitudinal surface/subsurfaceflaws in round bars.The ROWA-B does not contain anymoving parts and has a small footprint- this results in overall robustness,short changeovers and a minimizedcommissioning time.The ultrasonic coupling is realized bya rotating water jacket, generated bytangentially flowing coupling water (GEpatent). Due to the compact dimensionsof the mechanics, the ROWA-B systemcan be seamlessly integrated into anexisting inspection line.The bars are fed into the test chamberone by one on linear tracks by means ofa guiding and transport device. A lifting/shifting table is required for installationof the test mechanism within the guidingand transport line.Full Body Volumetric Inspection Of Steel Bars ROWA-B test mechanicsROWA-B SeriesGE Measurement & ControlDimension dependent guiding bushes at the inlet and outlet sides keep the water jacket within the test chamber and determine its free diameter. Rubber sealings prevent water leakage during test and remove the water from the test object’s surface after the test.Depending on the application and object diameter, 4-12 phased arrayprobes with up to 128 elements each are arranged circumferentially in a chamber. Inspection and changeover For testing, a multiple number of neighbouring elements are controlled in parallel and form virtual probes. Due to sequentialactivation of virtual probes along thecircum-ference, the ROWA-B achieves100% coverage of the rotating soundbeam without mechanical proberotation.One key advantage of the ROWA-B is ashort changeover time. Within a widedimension range, no mechanical probeadjustment is necessary. Probes areadjusted electronically by recallingstored parameters – only the guidingbushes and the seals need to bechanged without the use of any toolsaccording to the diameter of thematerial under test.The field proven and reliable GEultrasonic electronics processes allsignals and carries out a separateevaluation according to flaw type andposition.Calibration The ROWA-B can be either calibrated manually or by means of a fully automated Reference Standard Manipulator (recommended). The Manipulator is seamlessly integrated into the overall system and is being controlled via the application software of the ROWA-B. Your Benefits • Fully automated calibration in less than15 minutes• Increase of adjustment repeatabilityby reduced Human Factor• Safe calibration procedure especiallywith larger diameter test barsGE Business Unit, LLC is a subsidiary of the General Electric Company. The GE brand, logo, and Lumination are trademarks of the General Electric Company. © 2015 GE Business Unit, LLC. The USG brand & Logix are trademarks of USG Interiors, LLC. Information provided is subject to change without notice. All values are design or typical values when measured under laboratory conditions.GEIT-60024EN (10/15)Patented rotating water jacket coupling Reference Standard Manipulator RSM130。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L W H-25B型汽车外廓尺寸自动测量仪随机技术文件使用说明书目次使用说明书一、用途及适用范围............................................二、主要技术参数..............................................三、测量仪组成和测试原理......................................四、测量仪特点 (2)五、安装与标定 (3)六、使用方法 (12)七、维护与保养 (23)八、常见故障及排除方法 (23)九、电气接口参数 (24)测量仪基础图 (25)正文 (26)一、用途及适用范围LWH-25B型汽车外廓尺寸自动测量仪(以下简称测量仪)用于自动测量汽车长宽高外廓尺寸、货车栏板高度。
二、主要技术参数三、测量仪组成和测量原理(一)测量仪组成测量仪由计算机(工控机)、激光雷达、测控软件、高速光电(轴距测量仪需要)、高速信号采集卡(轴距测量仪需要)等安装附件等组成。
1、计算机(工控机)工控机硬件配置:Intel新一代酷睿I7处理器,DDR3 2G内存,32G固态硬盘,2个千兆以太网口等。
2、激光雷达德国原装进口,检测距离50米,扫描频率50HZ,支持270度扫描。
3、测控软件自主研发的测控软件具有高度的灵活性、实时性、可视化。
4、高速信息采集卡自主研发的高速采集卡,配备16通道的模数转换器、8通道光电等,配置两个串口,波特率高达38400bit/s。
(二)测量原理由左,右两个扫描仪把车辆切割成许多切片,由前扫描仪确定切片的厚度,通过软件系统中的算法,对切片数据进行合成,运算,得到车辆轮廓的长,宽,高数据、并结合高速信号采集卡对高速光电信号的分析计算出所有轴距数据图1 测试过程示意图四、测量仪特点(一)满足新修订的国标GB21861的要求;(二)结构简单。
可以迅速完成安装调试工作。
除开始检测和检测结束时由操作员电脑操作外,实现了无人参与自动测量,汽车不停车,低速通过(0~5 km/h);(三)全自动测量车辆外廓长、宽、高尺寸,包括普通客货车辆以及目前公安交管部门重点监察的危化品运输车,各种特种工程车辆、挂车货箱长度栏板高度,测量过程无需人工干预;(四)测量过程耗时短,在车辆通过15秒内输出测量结果;(五)电脑屏幕上动态显示出车辆的三维外廓图形及尺寸数据;(六)采用SQL 对测试结果进行保存,方便查阅和审核;(七)车辆外廓尺寸检测后,依据国家标准GB1589-2004《道路车辆外廓尺寸、轴荷及质量限值》要求进行数据处理、判定,便于对车辆的监督管理;(八)系统软件基于WINDOWS操作系统;(九)检测系统具有与各级管理部门的联网接口,可方便的接入上级系统;(十)环境适应性强,对光线变化不敏感,适用于夜间和室外的工作环境,除恶劣气候条件(如大风、大雾、雨天等)外,可实现全天候、24小时和-30℃~50℃条件下正常作业(用于严寒条件下,采用自带加热的测量雷达);(十一)设备维护简单、迅速。
设备使用一段时间后,如果因各种原因造成雷达定位偏差,可在软件帮助下迅速完成雷达的重新定位,使整套系统迅速重新投入工作;(十二)系统测量精度高,可重复性强。
本系统采用进口高精度雷达,配合高速计算机,实现了高精度测量。
经我公司多次反复测试,该系统对车辆外廓各尺寸测量误差都小于1%(或±50mm);对同一车辆的反复测量,重复性误差小于0.5%;(十三)如果测量过程发现车辆外廓尺寸超标,可利用软件系统调用检测纪录并自动三维建模,从而迅速定位并判定超标位置;(十四)软件抗干扰能力强。
每次开机后,软件自动检测环境并排除对测量结果造成干扰的环境物体(如地面未清扫干净的杂物等);五、安装与标定(一)安装1、三个扫描仪方位关系图图2 俯视图图3 侧视图图4 前视图2、与配置参数的对应关系配置文件中有以下段落:[background]leftLaserSensor=0 #有效区域选择 0:左半侧区域;1:右半侧区域rightLaserSensor=1frontLaserSensor=0width=4665 #左侧扫描仪与右侧扫描仪之间的水平距离startDistance=22880 #停车线距离前侧扫描仪距离startlength=21880 #前侧扫描仪距离侧面扫描平面的距离voice=N #是否开启音效zj=Y #是否测试轴距zz=Y #是否测试轴重(二)安装要求1、扫描仪安装方向所有扫描仪安装时扫描面面向地面2、左右侧扫描仪安装要求保证扫描仪扫描面垂直于水平面;保证扫描仪扫描面垂直于车辆前进方向。
3、前侧扫描仪安装要求保证扫描仪扫描面垂直于水平面;保证扫描仪扫描面平行于车辆前进方向。
六、使用方法(一)使用前的准备1、确保所有设备供电正常,确保局域网连接正常。
(二)操作1、启动系统,进入登录页面,输入用户名和密码。
图13 登录系统2、测量主界面。
图14 系统主界面3、测量开始前的准备第一步:创建背景参数图15 创建背景参数第二步:检查设备连接是否正常当右侧三盏指示灯全部点亮为绿色时,标明设备都连接正常。
否则标明相应的设备无法通讯,需要检查电源线、网线连接,或设备是否损毁。
图16 系统界面4、开始测量第一步:车辆登录点击左侧按键“车辆登录”调出登录界面,如下图所示,输入车辆号牌、车辆类型、检测类型、车辆长度、宽度、高等等尺寸信息,输入完毕后点击保存,提示保存成功即表示登录成功,点击“下一辆”可进行下一辆车的登录;图17 车辆登录第二步:开始测量在下侧状态栏中,可以通过“”选择要上线检测的车辆,点击按键“”启动检测,如果在过程中发现有行人在测试区域走过可能干扰到测量结果时,可以点击按键“”中止检测。
当车辆通过测量区域时,可以看到右下角的测量状态灯变为红色,表示有物体进行测试区域。
测试完毕后,测试结果会显示在右侧信息栏中,如下图所示,其中数据为绿色表示此项判定合格,数据为黄色表示判定不合格,内容为“--”表示该辆车不进行该项检测。
图18 测试结果用户可以通过点击按键“三维轮廓图”查看该车的3D轮廓图,如下图所示。
图19 3D轮廓图第三步:查询和打印测量结果用户可以根据号牌、日期等条件选择查询检测结果数据,如下图所示为本月检测的号牌为“川AV7M82”的车辆的所有检测结果;图20 查询检测结果可以选中某一次检测进行查看3D轮廓图、查看报表或打印打表等功能,如下图为查看某一辆车的检测报告。
图21 查看测试报告测量仪配置了打印机,可配置为自动打印和手动打印测试报告。
图22 设置打印机报告格式如下。
图23 报表样式5、其他功能(1)整备质量和轴距测量该系统在配合硬件设施的条件下可以实现整备质量、轴距等参数的测量,测量过程无需增加工作人员和测量时间。
(2)员工信息管理在“系统设置”-“员工信息”标签栏下,可以添加和删除员工信息,员工信息包含员工姓名和体重,以保证车辆整备质量测量的准确性。
(3)雷达的水平校准在“雷达标定”下,可以调出三支雷达的实时扫描示意图,用户可以通过按钮实现雷达的水平校准以保证雷达的扫描中心线与地面垂直,如图所示为右雷达校准前的扫描图。
图24 激光雷达水平校准前扫描示意图通过调整角度后的扫描图如下图所示。
图25 雷达水平校准后扫描示意图七、维护与保养(一)激光扫描仪,工控电脑等要做到防水,做好设备接地,防止雷击。
(二)激光扫描仪的前光学检测面最好能定期用软布擦拭灰尘,不能用含有丙醇的溶剂或清洗剂擦拭前光学检测面以免损坏前光学检测面。
八、常见故障及排除方法(一)工控电脑不能与激光扫描仪进行以太网通信排除方法:1、设备上电的情况下,通过“运行-cmd”调出“命令提示符”,输入“ping”命令检查设备与工控电脑之间的网络是否正常,“ping”命令的命令格式为“ping 设备IP地址”,如下图所示;图26 ping命令2、如果网络存在故障,首先检查网络线路,再检查工控电脑与激光扫描仪的IP地址,是否在同一网域;(二)测试报告没有照片1、检测摄像头是否正常上电;2、摄像头正常上电情况下通过“ping”检查网络是否连接正常,如果网络存在故障,检查网络线路;(三)轮廓尺寸检测软件不能正常运行1、如果电脑刚刚重装过系统,检查软件运行环境 Framework 4 Client Profile是否已安装,如下图所示。
图27 程序运行环境2、检查工控电脑与激光扫描仪的以太网通信是否正常,回到问题(一)排除方法。
(四)外廓尺寸测量精度降低1、打开“雷达标定”查看三只雷达的扫描示意图是否正常,是否存在角度倾斜,扫描线不完整的现象,如果出现上述现象,请联系专业人员协助进行处理;(五)整备质量或轴距测试无结果(限于带轴距及整备质量测量功能的系统)1、检查控制板卡是否正常上电,检查串口线是否接触牢靠,串口号是否配置正确;2、检查轴距光电罩是否被灰尘或物体遮挡;3、如果整备质量测量结果与真实数据相差较大,首先检查整备质量台是否水平,台体框架与四周地面是否有摩擦、有物体支撑,检查台体的四角力传感器与地面是否接触良好,调整完毕后需要使用配备的标定装置重新进行标定。
九、电气接口参数(一)工控电脑DC 12 V(通过电源适配器)。
(二)网络交换机AC 220 V。
(三)激光扫描仪DC 24 V。
测量仪基础图(龙门架安装)测量仪基础图(悬挂安装)产品执行Q/《汽车外廓尺寸自动测量仪》标准,经检验合格,准许出厂。
产品型号LWH-25B产品名称汽车外廓尺寸自动测量仪出厂编号出厂日期检验科长检验员合格印章成都新成汽车检测设备有限公司LWH-25B型汽车轮廓尺寸自动测量仪装箱清单。