大盘重连续化高效节能热镀锌生产线
卧式炉连续热镀锌生产线
15万吨连续热镀锌生产线设备技术协议附件一:总体描述、产品方案、生产能力及技术数据1.1总述1.1.1项目名称有限责任公司15万吨连续镀锌生产线项目。
1.1.2概述热镀锌是应用最广泛的金属防锈方法。
按照前处理的方式分为线外退火和线内退火两大类。
线内退火即以冷轧(热轧)钢卷为原料,在生产线内进行气体保护再结晶退火后进入锌锅进行热浸镀锌。
属于这种工艺方法的包括森吉米尔法、改良森吉米尔法、美钢联法等。
本生产线采用美钢联法工艺。
依次包括清洗、无氧化退火、热浸镀锌、镀后冷却、光整、拉矫、铬化(钝化)、涂油等工艺步骤。
本生产线将卷板原材料展开,经清洗、退火、镀锌、铬化、涂油工艺后卷取成产品。
按工艺要求,全线分成七个张力段,构成三个作业工作区(开卷作业区、工艺作业区、卷取作业区)。
依据生产线板材的运动方向,主体设备按工艺流程依次组成为:Ⅰ、二辊夹送机Ⅰ、剪切机Ⅰ、Ⅰ、张紧机中机组成生产线主体设备的还包括生产线控制系统、液压系统、气动系统等。
为便于人工上、下料,在生产线的开卷、收卷环节提供有移动小车作为上下钢卷的辅助设备。
入口段双开卷配置,一台工作,一台备料。
开卷机带动力,主动开卷,开卷段张力可调整;入口配有液压下切剪,提高准备作业过程的灵活性;焊机采用c型窄搭接电阻焊机,内置双刃剪,冲孔工艺同时完成;入口活套储料能力300m,确保2.5分半钟的换卷作业时间。
清洗处理清洗处理为全封闭结构,包括脱脂、辊刷、水洗等完整工序,用于清除钢板表面的油脂及铁粉等固形物。
清洗处理各工序间配置挤干机,确保槽液的相对稳定和板面的整洁、干爽;各工序储液槽配备自动温度监控和超温报警;脱脂工序配备除油装置,延长药液使用寿命;清洗处理配备水汽排放系统;配置空气吹扫装置,对前处理后的板面进行干燥;退火炉电加热退火炉,用以完成带钢表面油脂蒸发、带钢退火、表面还原。
包括加热段、均热段、快冷段及相关仪表。
加热段、均热段均采用辐射加热方式,控制炉内为还原气氛;快冷段采用循环喷射冷却方式,配有变频风机,制冷量可以连续调整。
热镀锌生产线方案
热镀锌生产线方案
1、生产场地开发和布局
由于热镀锌工厂的生产过程涉及到热镀锌池的建设和使用,为了保证
工厂的安全和正常生产,需要根据热镀锌工艺要求在生产场地的合理布置。
(1)场地需求
根据热镀锌工艺及加工标准,热镀锌工厂应有足够的场地,以便为厂
内提供有效的防护和环境卫生。
加工厂应满足以下要求:
(a)全地块绿化率达到30%以上;
(b)工厂的土地至少应有20亩以上;
(c)土地要求清楚,平整;
(d)周围环境空气表达达到一定的标准;
(e)要有河流及灌溉渠等水源。
(2)工厂布局
热镀锌工厂的布局首先应考虑厂房的安全排列,在满足工艺流程要求
的前提下,能够使工厂的运转最大程度降低,最大程度利用场地的可用空间,降低操作过程中的风险和安全隐患。
一般在布局时需要考虑以下:(a)厂房布局;
(b)不同工艺区的布置;
(c)工艺流程图;
(d)工厂环境和设备等布置。
2、热镀锌池的设计和建设
热镀锌池是热镀锌生产线中的一个重要组成部分,控制着热镀锌技术的标准,其设计和建设必须遵循一定的工艺标准。
生产线特点
生产线特点
4、飞剪----在轧制过程中,轧机不停机,连 续生产,提高轧机的有效作业率30%以上。
生产线特点
5、双卷取----交替工作,生产线不停机。
生产线特点
6、五连轧----产品范围大,成材率高达 99.5%。同时,本机组也可以按四连轧、三连 轧轧制。
生产线特点
四、镀锌线 1、本机组采用改良型吉森米尔法----明火加温 +保护加热,明火段采用烧嘴,保护段采用辐射 管加热,能消除板面的乳化液残留,降低了对 轧线的吹扫要求。
生产线特点
2、双开卷----交替工作,可以保证入口区 给活套连续充料,不间断生产。
生产线特点
3、节能退火----明火段采用焼咀,保护段 采用辐射管加热,温度容易控制。机组上设有5 台热交换器,排炉气温度小于250℃,充分利用 了热能。
生产线特点
4、水平活套----板面没划伤, 速度快,TV=100
生产线特点
4、 烘干设备----使酸洗后带钢及时烘干,防 止二次氧化。
生产线特点
5、 收卷机---采用浮动式卷取机和EPC对边 控制,成品外观整齐,质量好。
生产线特点
三、冷轧线 1、双开+双卷+飞剪工艺----轧机在生产过程 中不停机,连续生产,提高了轧机的生产作业 率30%以上,成材率比普通工艺高5%以上,头 尾150米带钢尺寸公差比国家标准高一个数量级, 满足客户需求。
生产线特点
二、酸洗线 1、 双开卷机----生产过程中不中断、连续生 产,2#开卷机能顺利使用塌卷料、压扁料,提高 原料的利用率和产量。
生产线特点
2、 五辊破鳞机----去除带钢表面大且厚的氧 化铁皮,使酸洗容易进行,减少酸的用量,提高 产量。
热镀锌生产线项目可研报告

热镀锌生产线项目可研报告一、项目背景与目标热镀锌是一种常用的镀锌工艺,能够在钢材表面形成一层锌层,起到防腐蚀的作用,广泛应用于建筑、汽车制造、家电、交通工具等领域。
为了满足市场需求,提高产品质量,我国需建设新的热镀锌生产线项目。
本项目的目标是建设一条先进、高效、环保的热镀锌生产线,能够满足市场需求,并提高产品质量和生产效率。
二、市场分析国内热镀锌市场需求旺盛,主要用于建筑、家电、交通工具等行业。
随着我国城镇化进程的加快,建筑领域对热镀锌产品的需求将继续增长。
同时,汽车制造和家电等行业的发展也将带动对热镀锌产品的需求增加。
然而,目前国内市场上热镀锌产品的质量参差不齐,产能过剩的问题依然存在。
因此,建设一条先进、高效、环保的热镀锌生产线,提高产品质量和生产效率,将有助于满足市场需求,并提升竞争力。
三、项目规划1.建设规模本项目计划建设一条年产100万吨热镀锌生产线。
2.技术选型选择先进的热镀锌生产技术,采用自动化控制系统,提高生产效率和产品质量。
3.主要设备主要设备包括除锈机、热镀锌炉、冷却器、剪切机等。
4.生产流程生产流程包括钢材除油除锈、预热、热镀锌、冷却、剪切等环节。
5.环保措施采取先进的废气处理设备,减少环境污染。
四、投资估算根据项目规划和技术选型,初步估算本次项目的投资为2000万元人民币。
五、经济效益分析1.预计年销售收入为3000万元人民币。
2.预计年可实现利润为500万元人民币。
3.预计投资回收期为4年。
六、风险分析1.技术风险:热镀锌生产线技术要求高,如果技术不过关,可能导致产品质量不达标,影响市场竞争力。
2.市场风险:热镀锌市场竞争激烈,如果没有足够的市场调研和营销策略,可能导致销售额不达预期。
3.环保风险:热镀锌生产对环境污染较大,如果没有有效的环保措施,可能会面临环保整改风险。
七、可行性分析本项目具有充分的市场需求和良好的经济效益,而且技术风险可控。
通过合理的投资和管理,项目具备良好的可行性。
热镀锌生产线方案
热镀锌生产线方案设备部分:1.预处理设备:包括清洗设备、酸洗设备和表面处理设备。
清洗设备用于去除金属表面的污垢和油脂,酸洗设备用于去除金属表面的氧化层,表面处理设备用于增加金属表面的粗糙度,提高镀层的附着力。
2.热浸镀锌设备:包括热浸锌槽和热浸锌设备。
热浸锌设备用于将金属制品浸入熔融的锌液中,形成锌镀层。
3.冷却设备:用于冷却热浸镀锌后的金属制品,降低温度。
4.镀层测量设备:用于测量镀锌层的厚度和质量。
工艺流程:1.金属制品入料:将待镀锌的金属制品送入预处理设备。
2.预处理:金属制品经过清洗、酸洗和表面处理,确保金属表面的干净度和粗糙度满足要求。
3.热浸锌:金属制品通过热浸锌设备,被浸入熔融的锌液中,形成锌镀层。
浸镀时间和温度根据金属制品和镀层要求进行调节。
4.冷却:热浸锌后的金属制品通过冷却设备进行冷却,降低温度。
5.检测和包装:通过镀层测量设备对镀锌层的厚度和质量进行检测,合格的金属制品经过包装后出厂。
质量控制措施:1.原材料质量控制:严格控制镀锌材料的成分和质量,确保锌液和金属制品的纯度。
2.工艺参数控制:根据金属制品和镀层要求,合理调节预处理、热浸锌和冷却设备的参数,确保镀锌层的厚度和质量。
3.检测控制:通过镀层测量设备对镀锌层的厚度和质量进行检测,及时调整工艺参数,确保符合要求的镀锌层。
4.预防控制:对设备进行定期维护和保养,确保设备的正常运行,避免因设备故障导致镀锌不均匀或厚薄不一的问题。
总结:热镀锌生产线是一种常见的金属表面处理工艺,通过预处理、热浸锌和冷却设备,可为金属制品提供有效的防腐蚀保护。
通过严格控制原材料质量、工艺参数和检测控制,可确保镀锌层的厚度和质量符合要求。
同时,定期维护和保养设备,可提高设备的稳定性和可靠性,确保生产线的正常运行。
这些措施有助于提高产品质量和生产效率,满足市场需求。
热镀锌生产线方案
热镀锌生产线方案设计一、技术指标1、生产能力:150000吨/年;2、镀锌能力:5~6杠/小时。
3、单杠重量:≤18吨4、锌锅尺寸(长×宽×高):15m×3m×4 m5、吊杠长度:15000+1600(酸槽壁厚400×2,吊杠两端突出长度400×2)=16600mm;6、锌锅烟尘处理后烟气黑度达到一级,固体颗粒小于90mg/m3 、HCl 除去率:90%。
7、酸气、酸雾处理后应达到国家排放标准(HCl≤100mg/ m3)。
8、镀锌产品标准:符合GB/T 13912-2002要求。
二、方案(一)总体布局车间布置如图1、图2所示。
根据热镀锌多年经验和试验结果,酸洗池需10个, 1个漂洗池、一个助镀池,共12个池。
酸洗池尺寸为(长×宽×高):15.5m×3.2×4m,酸洗池之间的隔壁厚度为0.4m,酸洗池、漂洗池、助镀池、总长度为43.6m。
采用先进的L型热镀锌工艺布局,酸洗和浸锌分段布置,待镀件在挂具上横向步进酸洗后,物料流向转90度轴向进入浸锌工位,物料流向成L 形流动,改变了传统的物料横向进入浸锌工位的输送方式。
酸洗时采用横向、垂直运动机械化,经PLC编程,实现酸洗步进自动化作业。
酸洗工段采用步进方式,厂房封闭方便。
锌锅在独立的空间内,空间体积小,减小了引风机的排量,从而减小了电机功率和运行费用。
1、设备组成总体布局如图1所示。
设备主要由冷却槽、钝化槽、半门式起重机、酸洗槽、水洗槽、助镀槽、酸洗自动控制系统、全封闭烟雾收集系统、热浸锌烟气净化设备、助镀液除铁盐设备、全封闭酸雾收集处理系统、酸液加热设备、烘干换热器、助镀液加热设备、浸锌环轨起重机、酸洗自动线、自行式进料地轨车、锌锅燃烧及控制系统、废酸处理设备等组成。
1-冷却槽 2-钝化槽 3-半门式起重机 4-酸洗槽 5-水洗槽 6-助镀槽 7-锌锅燃烧及控制系统 8-全封闭烟雾收集系统 9-热浸锌烟气净化设备 10-助镀液除铁盐设备11-全封闭酸雾收集处理系统 12-酸液加热设备 13-烘干换热器 14-助镀液加热设备 15-浸锌环轨起重机 16-酸洗自动线及控制系统 17-自行式进料地轨车热镀锌生产线生产运行过程:⑴将挂有待镀件的吊杠放在进料地轨车上,启动自行进料地轨车,进入全封闭酸洗工段;⑵步进式自动酸洗系统(水平、垂直升降)按规定的程序将待镀件按多槽酸洗工艺要求进行酸洗除锈处理,并按工艺要求依次递进自动完成整个酸洗过程,此时酸雾回收净化设备启动,将脱脂除锈时产生的酸雾进行回收净化处理,处理率达91.2%,处理后的气体达标排放(气体中HCL含量小于100mg/m3)。
连续热镀锌生产线退火炉设计浅析【完整版】
连续热镀锌生产线退火炉设计浅析【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)目录一.概述 (2)二.热镀锌线中退火炉工艺 (3)三.退火工艺确实定 (3)四.炉型选择 (4)1. 产品的规格和品种 (5)2. 退火炉的生产能力 (5)3. 带钢热处理的要求 (5)4. 带钢外表质量的要求 (6)5. 事故处理 (6)6. 厂房的要求 (7)五.烧嘴选型及燃烧控制 (7)六.带钢张力分布与控制 (8)七.带钢质量控制 (9)1. 防止炉辊结瘤技术 (10)2. 防止带钢跑偏技术 (10)3. 防止带钢产生热瓢曲技术 (11)八.内衬结构 (12)九.节能技术 (12)1. 预热助燃空气 (12)2. 预热带钢 (12)3. 生产热水或蒸汽 (13)十.结语 (13)连续热镀锌生产线退火炉设计浅析一.概述镀锌是目前应用最广泛的板材防腐方法,连续热镀锌那么成为当今世界开展最快的镀锌技术。
连续热镀锌方法主要有森吉米尔法/改进森吉米尔法、美钢联法、柯克-诺尔特法〔即惠林法〕、塞拉斯法四种。
世界各国的连续热镀锌生产线采用森吉米尔法的最多,美钢联法广泛用于生产汽车用钢的连续热镀锌生产线上。
改进森吉米尔法和美钢联法的主要区别在于前者采用了无氧化加热段〔NOF或DFF〕,而后者采用间接加热。
镀锌板主要用于建筑、汽车、轻工、家电、商品包装及农牧渔业。
随着国民经济的飞速开展,市场对镀锌板的需求大幅度增加,估计到2005年我国镀锌板的产能将到达1200万吨以上。
首钢目前已建成一条年产17万吨的1#连续热镀锌生产线,还有一条年产36万吨的2#连续热镀锌生产线在建,此两条生产线均采用美钢联法,由比利时CMI公司技术总负责。
通过对这两条生产线关键设备退火炉的转化设计,笔者认为掌握和应用连续退火炉技术有很深的学问,本文将通过退火工艺制定、炉型选择、烧嘴选型及燃烧控制、带钢张力分布与控制、带钢质量控制、内衬结构、节能技术等几个方面探讨一下连续退火炉的工艺和结构设计。
热镀锌生产线
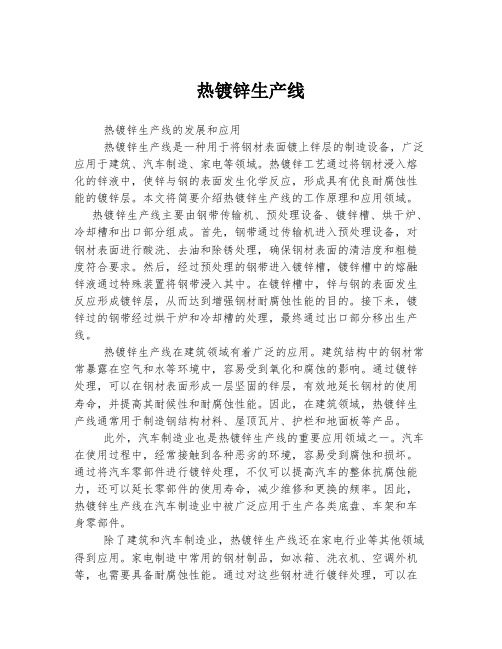
热镀锌生产线热镀锌生产线的发展和应用热镀锌生产线是一种用于将钢材表面镀上锌层的制造设备,广泛应用于建筑、汽车制造、家电等领域。
热镀锌工艺通过将钢材浸入熔化的锌液中,使锌与钢的表面发生化学反应,形成具有优良耐腐蚀性能的镀锌层。
本文将简要介绍热镀锌生产线的工作原理和应用领域。
热镀锌生产线主要由钢带传输机、预处理设备、镀锌槽、烘干炉、冷却槽和出口部分组成。
首先,钢带通过传输机进入预处理设备,对钢材表面进行酸洗、去油和除锈处理,确保钢材表面的清洁度和粗糙度符合要求。
然后,经过预处理的钢带进入镀锌槽,镀锌槽中的熔融锌液通过特殊装置将钢带浸入其中。
在镀锌槽中,锌与钢的表面发生反应形成镀锌层,从而达到增强钢材耐腐蚀性能的目的。
接下来,镀锌过的钢带经过烘干炉和冷却槽的处理,最终通过出口部分移出生产线。
热镀锌生产线在建筑领域有着广泛的应用。
建筑结构中的钢材常常暴露在空气和水等环境中,容易受到氧化和腐蚀的影响。
通过镀锌处理,可以在钢材表面形成一层坚固的锌层,有效地延长钢材的使用寿命,并提高其耐候性和耐腐蚀性能。
因此,在建筑领域,热镀锌生产线通常用于制造钢结构材料、屋顶瓦片、护栏和地面板等产品。
此外,汽车制造业也是热镀锌生产线的重要应用领域之一。
汽车在使用过程中,经常接触到各种恶劣的环境,容易受到腐蚀和损坏。
通过将汽车零部件进行镀锌处理,不仅可以提高汽车的整体抗腐蚀能力,还可以延长零部件的使用寿命,减少维修和更换的频率。
因此,热镀锌生产线在汽车制造业中被广泛应用于生产各类底盘、车架和车身零部件。
除了建筑和汽车制造业,热镀锌生产线还在家电行业等其他领域得到应用。
家电制造中常用的钢材制品,如冰箱、洗衣机、空调外机等,也需要具备耐腐蚀性能。
通过对这些钢材进行镀锌处理,可以在表面形成一层坚固的锌层,提高产品的使用寿命和质量。
此外,在农业领域,热镀锌生产线还用于制造防腐蚀性能要求较高的农业设备。
总结而言,热镀锌生产线是一种用于钢材表面镀锌的重要设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第32卷 第4期金 属 制 品2006年8月 Vol132 No14Steel W ire Pr oducts August2006大盘重连续化高效节能热镀锌生产线张鸿云 唐成宽(马鞍山市鼎泰科技有限责任公司 243011)摘 要 介绍热镀锌钢丝预处理-拉丝和表面处理-热镀锌两条生产线的构成和特点。
预处理-拉丝生产线与原生产线相比,拉拔速度由4.2m/s提高到8m/s,单机能耗由241k W降低到120k W,辅料消耗由275元/t降低到140元/t;表面处理-热镀锌生产线具有节锌、节能和降低劳动力成本的优势,且生产环境显著改善。
关键词 大盘重;钢丝热镀锌;内加热;节能中图分类号 TG356.27Con ti n uous H i gh Eff i c i ency and Energy Sav i n g Ga lvan i z i n gby D i pp i n g Producti on L i n e w ith Heavy Co ilZhang Ho ngyun Tang C hengkuan(M aanshan D ingtai Science and Technology Co.,L td. 243011)Abstract To intr oduce components and characteristics of p retreat m ent2wire dra wing and surface treat m ent2galvanizing by di pp ing t w o p r oducti on lines of steel wire galvanizing by di pp pared with original p r oducti on line,dra wing s peed of p retreat m ent2wire dra wing p r oducti on line is increased fr om4.2m/s t o8m/s,energy consu mp ti on of single machine is de2 creased fr om241k W t o120k W,consu mp ti on of auxiliary material is decreased275yuan/t t o140yuan/t.Surface treat2 ment2galvanizing by di pp ing p r oducti on line has such advantages as Zn saving,energy saving and labor cost reducing and p r oducti on envir on ment is i m p r oved re markably.Keywords heavy coil;steel wire galvanizing by di pp ing;inner heating;energy saving1 工艺和设备1.1 工艺流程选择钢丝拉拔和热镀锌采用的工艺流程:(1)进料→放线→乱线停车→剥壳→断线停车→高压水洗→电解酸洗→水洗→热水洗→涂硼→烘干→拉拔→工字轮收线(大盘);(2)工字轮放线(大盘)→分线→电解碱洗→高压水洗→电解酸洗→高压水洗→涂溶剂→烘干→热镀(风冷、水冷)→计米→收线。
1.2 新型预处理-拉丝生产线线材的表面处理是拉拔前的关键工序,原来的处理方法(也就是集中酸洗,磷化):先进行剥壳,线材达到一定的量后,运到酸洗车间、穿杠;进行酸洗→水洗→磷化→水洗→皂化;运到拉丝车间进行拉拔。
此工艺要经过3次倒运,费工费时,并且磷化槽的工艺不好控制,磷化后的线材,在倒运过程中一旦沾上水分,对磷化膜有影响,将直接影响拉拔效果。
工艺的不足之处:污染环境,中间环节倒运次数较多,增加成本。
拉拔采用5道干拉(滑轮式)加560水箱拉丝机拉拔,噪音大,电能消耗大,效率低。
新生产线组成如图1所示,图1中5~9尾部均配有气刷。
新生产线将线材进行展开式放线,取消中间倒运环节,优点:生产环境改善,粉尘少,氧化皮可以回收利用,节电、节酸,并减少废酸排放,经济效益和社会效益较好。
1.3 热镀锌生产线原来的热镀锌工艺:散圈放线→去脂(碱洗)→水洗→盐酸洗→水洗→涂溶剂→热镀→收线。
这种工艺生产效率低,劳动力强度大,成品钢丝每捆均在200kg左右。
放线易出现障碍,存在安全隐患;碱洗钢丝表面的油脂是在80℃左右进行,蒸汽用量大,浪费能源。
盐酸是挥发性较强的酸,对人体有害,腐蚀金属表面。
锌锅为铁锅,煤加热,使用周期短,粉尘大,锌渣多。
新的热镀锌线采用大盘工字轮放线(1.1~金 属 制 品第32卷1—放线;2—乱线停车;3—剥壳;4—断线开关控制;5—高压水洗;6—电解酸洗;7—水洗;8—热水洗;9—涂硼;10—烘干;11—导向引出;12—导向引入;13—直进式拉丝;14—工字轮收线图1 线材表面处理及拉拔生产线1.5t ),生产线构成如图2所示,图2中3~7尾部均配有气刷。
各槽体上增加盖板,钢丝表面油脂用电解碱洗(温度不能高于50℃,以免挥发)去除,产生的气体采取抽风装置抽除,钢丝经各个槽液后,把表面带有的液体吹干净,以免液体串槽混合影响处理效果。
锌锅采取陶瓷砖现场浇铸,用石英玻璃管实现内加热,采用智能化控制加热,垂直引出后采取风冷水冷装置,收线部位加装在线计米器。
1—工字轮放线(张力放线);2—分线;3—电解碱洗;4—高压水洗(溢流);5—电解酸洗;6—热水洗;7—溶剂助镀;8—烘干;9—分线;10—热镀锌;11—水冷、风冷;12—收线图2 钢丝连续热镀锌生产线2 新工艺装备的特点2.1 预处理-拉丝生产线预处理-拉丝生产线是将线材的表面处理和拉丝融为一体,实现预处理拉丝一体化,其特点:(1)线材展开放线,作业率高;(2)放线与剥壳之间加乱线停车装置,避免乱线损伤设备;(3)剥壳机下面加装氧化皮接盒,氧化皮可回收利用;(4)剥壳与处理线之间安装断线停车装置,减少穿线次数;(5)各液槽为箱体式,占地小,容易操作;(6)钢丝从每道出来后,将剩余液体清理干净,避免各液体的混合,影响处理效果。
线材处理速度为100m /m in,完全能满足直进式拉丝机的需求。
表面处理线为双线处理,一次能处理2根线材,配2组直进式拉丝机。
拉丝机采用引进意大利技术的直进式拉丝机,拉拔速度高、质量可靠,噪音低,不超过80d B ,按 1.80~3.80mm 规格钢丝计算,拉拔速度平均可达8.5m /s,是水箱拉丝机的两倍, 1.80mm 可达12~15m /s 。
采用交流变频控制,节约能源。
设备可人机对话,操作简单;整机P LC 控制自动化程度很高,操作环境优良。
预处理线与拉丝机上的安全罩全部采用整体联动控制,任何一个出现问题,整条线将停下来。
避免线材过酸洗出现的“氢脆”现象。
收线采用工字轮,每个工字轮收线重量为 1.1~1.5t 。
2.2 表面处理-热镀锌生产线热镀锌采用工字轮放线(带阻尼),使每根丝有一定的张力,提高工作效率,减轻劳动强度,一盘工字轮重为1.1t 左右,相当于5捆散圈放线的钢丝,放线顺畅,减少安全隐患。
镀前处理采取电解碱洗,去脂效果显著,且温度在50℃左右,产生的气体由吸风罩排出,水洗均采用高压水清洗,硫酸电解酸洗,挥发性小,钢丝从每个槽体出来后,由气刷清除残余液体,能保持各个槽溶液的纯度和浓度。
锌锅采用陶瓷锅内加热,大大减少了锌液表面的氧化,几乎无锌渣生成。
锌灰的生成量也很少,石英加热器浸在锌液中通电加热,热量直接传给锌液,热损失小,加热和保温等均采用自动控制。
在44线收线机组上每个卷筒安装了在线计米和打标记装置,使每捆钢丝按照定长的米数下丝,减少了不必要的浪费。
3 使用效果3.1 预处理-拉丝生产线的节能预处理采用双线连续处理,配2组直进式拉丝机,处理线的速度为100m /m in 。
原生产线每月2台560水箱拉丝机的产量为450t 左右。
560水箱拉丝机前配4个或5个6/400干拉机,每个37k W ,总功率为384k W;560直进式拉丝机10个卷筒,每个卷筒37k W ,总功率为370k W ,每个卷筒均配备变频调速。
新旧生产线能力指标和消耗指标比较见表1。
・6・ 第4期张鸿云等:大盘重连续化高效节能热镀锌生产线表1 新旧生产线能力指标和消耗指标比较生产线拉丝速度/(m・s-1)单机月产量/t年总产量/t单机小时能耗/(k W・h)辅料单耗/(元・t-1)年工资成本/万元原生产线4.245016200241275110.88预处理-拉丝7.5~86501560012014016.20 注:表中的年产量对于原生产线是3条线的产量,对于新生产线是1条线2台直进式拉丝机的产量。
计算中以 2.6mm钢丝直径为例。
原工艺拉拔道次为12道,包括3道干拉和9道560水箱拉拔;新生产线采用560直进式拉丝机8道次拉拔。
原工艺560水箱拉丝机配剥壳、酸洗、磷化,每条线需要人员22人,3条线共66人;新工艺1条预处理线,2组直进式拉丝共9人。
3.2 表面处理-热镀锌生产线3.2.1 加热方式的选择外加热方式加热慢,温度不均,热效率低,且锌锅局部腐蚀,锌渣多,锌耗高,特别是锅底加热使锌液沸腾,出现翻渣现象,直接影响产品的产量;上加热方式耗能高,热效率低,锌灰生成量多,锌液温差大。
并且不论用何种热源加热其保温和密封性能均较差,加热炉体的造价也较高。
选择加热方式应遵循的原则:(1)使用成本低,便于生产应用的能源作加热源;(2)锌锅能充分吸取燃烧中的热量,使浪费的热量尽可能降到最低限度。
选用电作为加热源,在锌锅内进行加热。
3.2.2 加热材料和锌锅在锌液中进行内加热,用石英玻璃作为加热器保护管,具有低的热膨胀系数,高的耐温性,极好的化学稳定性,优良的电绝缘性能,每根3.5~4.5 k W,由于加热器是浸在锌液中通电加热,热量直接传给锌液,热损失小,自动控制,具备严格的短路保护措施,在容量基本相同的情况下,比一般的外加热方式节约电能40%左右。
传统的热镀锌设备及加热方式中,各种原因耗锌量:(1)钢丝有效耗锌量45%;(2)生成固体Fe-Zn合金(锌渣)耗锌量30%;(3)生成锌灰耗锌量20%;(4)镀不合格钢丝耗锌量5%。
新的镀锌线采用陶瓷锌锅,与传统的铁锅相比几乎无锌渣生成,因为在锌锅里采用内加热,避免了传统上加热过程中对锌液表面的辐射,大大减少了锌液表面的氧化,锌灰的生成量也很少,在正常生产中,吨产量的耗锌量在52kg左右。
3.2.3 锌锅成本比较采用铁锅、煤加热每8~10个月要大修一次,费用在1.2万元左右,修补4次后报废,不到3年更换一个新锅,成本7.2万元,加各项费用1.2万元,计8.4万元,采用3条生产线,并需要备用锌锅。