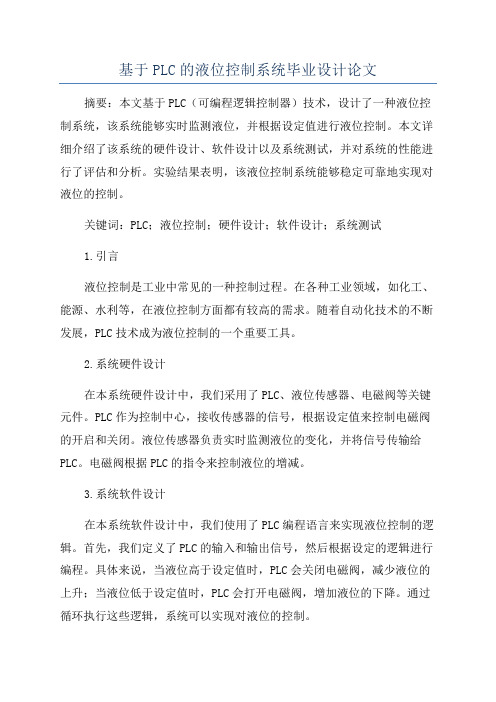
基于PCS7平台对于锅炉液位的控制系统应用
PCS7实现三冲量控制

PCS7实现三冲量控制
一个小锅炉,以前我都是直接控制给水流量或水位.这次
一用户要求三冲量.不熟悉STL语言,只会功能块.有用功能块
做过三冲量控制的请指教指教!我的软件是PCS7V7.0SP2
最佳答案
1.2个CTRL_PID
2.1个主调,1个副调
3.主调的输出LMN作为副调的“外给定”
4.主调1个PV,副调一个PV,前馈DISV一个PV,这
样就是三冲量的控制了;
5.针对水位控制:副调是液位,主调是给水流量,前馈
是蒸汽流量;
6.对于水位的三冲量控制主要是因为虚假水位引起的水
位测量的不准确;对于给水流量,蒸汽流量需要进行温压补
偿,折线函数计算等复杂的补偿过程;
基于PLC的液位控制系统毕业设计论文
基于PLC的液位控制系统毕业设计论文摘要:本文基于PLC(可编程逻辑控制器)技术,设计了一种液位控制系统,该系统能够实时监测液位,并根据设定值进行液位控制。
本文详细介绍了该系统的硬件设计、软件设计以及系统测试,并对系统的性能进行了评估和分析。
实验结果表明,该液位控制系统能够稳定可靠地实现对液位的控制。
关键词:PLC;液位控制;硬件设计;软件设计;系统测试1.引言液位控制是工业中常见的一种控制过程。
在各种工业领域,如化工、能源、水利等,在液位控制方面都有较高的需求。
随着自动化技术的不断发展,PLC技术成为液位控制的一个重要工具。
2.系统硬件设计在本系统硬件设计中,我们采用了PLC、液位传感器、电磁阀等关键元件。
PLC作为控制中心,接收传感器的信号,根据设定值来控制电磁阀的开启和关闭。
液位传感器负责实时监测液位的变化,并将信号传输给PLC。
电磁阀根据PLC的指令来控制液位的增减。
3.系统软件设计在本系统软件设计中,我们使用了PLC编程语言来实现液位控制的逻辑。
首先,我们定义了PLC的输入和输出信号,然后根据设定的逻辑进行编程。
具体来说,当液位高于设定值时,PLC会关闭电磁阀,减少液位的上升;当液位低于设定值时,PLC会打开电磁阀,增加液位的下降。
通过循环执行这些逻辑,系统可以实现对液位的控制。
4.系统测试为了验证系统的可行性和性能,我们进行了一系列的测试。
首先,我们针对液位控制器的输入输出进行了测试,确保其正常工作。
然后,我们使用液位泵和液位计进行了实际测试,记录了系统在不同液位变化条件下的性能。
实验结果表明,该液位控制系统具有良好的稳定性和可靠性。
5.结果和分析通过对实验数据的分析,我们得出了以下结论:该液位控制系统能够满足不同液位变化条件下的控制需求;系统响应速度较快,能够在短时间内完成液位的调整;系统具有良好的稳定性,能够稳定地维持设定的液位。
6.结论本文基于PLC技术设计了一种液位控制系统,并进行了详细的硬件设计、软件设计和系统测试。
现场总线技术第八章 液位控制在PCS7平台上的仿真实现(第3版)

2、液位对象下位飞升曲线
单击CFC工具栏中的ViewTrend Display,弹出 趋势显示对话框。
3、液位对象的封装
在乘法块左边界标度变化模块FC105,其输入端 接QW514,表示来自阀门输出,上限设为100, 表示开度上限;在滞后块的输出接反标度变换块 FC106,其输出端接IW514,表示输出液位值,上 限为500。
DP主站集成在相应的设备中,S7-400系列CPU 均配有接口。
DP从站是指通过Profibus-DP连接到DP主站的 分布式I/O装置,ET200M即为DP从站,它从本 地准备数据,并将其通过Profibus-DP传送到 CPU。
二、 PCS7软件
三、实验环境
设备名称
RACK UR2 PS407 10A CPU412-5H PN/DP CP443-1 V3.1
6、ET200M的设置
7、分配符号地址
类型
变量名称
绝对地址
AI
液位1
IW512
AI
液位2
IW514
AO
阀门1
QW512
AO
阀门2
QW514
DI
开关1
I0.0
DI
开关2
I0.1
DO
指示灯1
Q0.0
DO
指示灯2
Q0.1
符号地址 yewei1 yewei2 famen1 Famen2 Kaiguan1 Kaiguan2 deng1 Deng2
;比例系数GAIN置为0;惯性环节复位管脚reset置0,以 备下一步上升沿给对象清零。初始化执行时间为3秒钟。 2、复位清零 给数字量输出Q0.0置0;给模拟量输出QW512置0;惯性 环节复位管脚reset置1,使对象输出清零,鉴于滞后环节 延迟时间为5秒,因此本步执行6秒钟。 3、参数赋初值 液位给定SP_IN置50,比例系数GAIN置为0.06,积分时间 常数TI置为1.2s、微分时间常数TD置为0.1s,受到PID控 制的液位变量yewei2开始逐步上升。
基于PCS7的化工流程系统控制方案设计
基于PCS7的化工流程系统控制方案设计摘要:针对聚合物的大规模生产流水线,对连续反应器的特性和反应物发生化学反应的工艺流程进行了详细的分析,结果表明化工流程控制系统满足控制基本要求。
系统控制方案是在PCS7软件上设计的,包括控制回路的功能设计、控制算法、控制变量、操作变量、控制律、序列逻辑和系统连接等部分。
由西门子S7-400PLC控制器以现场总线的方式实现对现场系统进行监测和输出控制。
控制器、工程站、操作员站和现场流程控制站通过系统网络连接在一起【1】。
本系统可以完成从原料开始到最终产品的整个过程全自动生产。
通过该系统控制化工反应进程,减少了操作人员的劳动强度,提高了进料、原料反应精度,降低生产成本。
【2】关键词:PCS7;连续过程控制;精细化工;自动化;SMPT-10000引言化工生产过程中的关键设备是连续工艺反应器,系统设计的背景为聚合物的大规模生产。
【3】通过调节温度、流量、压强、液位,控制化工产品的品质和生产水平。
目前,由PCS7和SMPT-1000实验平台开发的连续过程控制系统具有非常全面的功能,包括进料、混合、反应、蒸发、提纯和回收。
该系统控制主要包括流量控制、液位控制、温度控制、压力控制等。
【4】系统对整个过程进行自动控制,保证生产过程能够安全稳定地运行,并满足节能减排的要求。
操作人员可以通过工控机直接调用CFC程序中功能块的管脚信号来修改参数,通过SFC程序控制实现一键开车与停机,并且对生产过程中的反应进行全自动连续控制,该自动控制系统大大的缩短了生产启动时间并提高生产效率。
系统设计完成后,利用SMPT-1000实验平台对整个控制系统进行了仿真实验,验证了设计效果。
1硬件配置硬件配置是表示负载性能均衡的基本配置,该系统对硬件要求较高,故选择功能强大、性能可靠的西门子公司的产品,所选择产品性能要求如下:集散控制系统的主操作站一般由一台高端微型计算机组成,实现实时、多任务操作的控制系统。
SIMATIC PCS7的CFC功能图在控制系统中的应用

SIMATIC PCS7的CFC功能图在控制系统中的应用艾红【摘要】设计了PID单回路控制系统CFC图,介绍了归档功能和操作站功能,阐述了自动化系统的仿真功能.仿真结果表明:除氧器压力仿真CFC图实现了操作站的画面显示.【期刊名称】《化工自动化及仪表》【年(卷),期】2014(041)003【总页数】4页(P315-318)【关键词】连续功能图CFC;现场总线;仿真;除氧器【作者】艾红【作者单位】北京信息科技大学自动化学院,北京100192【正文语种】中文【中图分类】TH868+.1过程现场总线Profibus是用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术。
Profibus包括3部分:Profibus DP、Profibus PA和Profibus FMS。
DP(Decentralized Periphery)是分散式外围I/O协议,用于总线主站与其所属从站设备之间进行简单、快速和时间确定性地过程数据交换,实现自动控制系统与分散的I/O之间通信,使用Profibus DP总线的模块可取代4~20mA信号线。
PA(Process Automation)适用于Profibus过程自动化,PA将自动化系统和过程控制系统与压力、温度及液位变送器等现场设备连接起来,并可用来替代4~20mA的模拟技术,可使传感器和执行机构连接在一根总线上。
使用PA/DP耦合器可以将Profibus PA仪表集成到DP网络中去。
FMS(Fieldbus Message Specification)是现场信息规范,ProfibusFMS的设计旨在解决车间监控级通信任务,提供大量的通信服务。
在不同传输技术之间进行传输时,可以使用耦合器或者链路器。
ET200M是一种分布式I/O系统,可在远程就地操作,通过高性能的ProfiBus DP实现在自动化系统AS的CPU及其分布式I/O系统之间的数据通信。
ET200M由IM153接口和各类I/O模块组成,IM153接口用于与ProfiBus DP现场总线的连接。
基于PLC的液位控制系统研究毕业设计(论文)

毕业设计论文基于PLC的液位控制系统研究摘要本文设计了一种基于PLC的储罐液位控制系统。
它以一台S7-200系列的CPU224和一个模拟量扩展模块EM235进行液位检测和电动阀门开度调节。
系统主要实现的功能是恒液位PID控制和高低限报警。
本文的主要研究内容:控制系统方案的选择,系统硬件配置,PID算法介绍,系统建模及仿真和PLC编程实现。
本设计用PLC编程实现对储罐液位的控制,具有接线简单、编程容易,易于修改、维护方便等优点。
关键字:储罐;液位控制;仿真;PLCAbstractThis article is designed based on PLC, tank level control system. It takes a series s7-200 CPU224 and an analog quantities of EM235 expansion module to level detection and electric valve opening regulation.System main function is to achieve constant low level PID control and limiting alarm.The main contents of this paper: the choice of the control system plan, system hardware configuration, PID algorithm introduced, system modeling and simulation, and PLC programming. PLC programming with the design of the tank level control have the advantage of simple wiring, easy programming, easy to modify, easy maintenance and so on.Key word: tank ; level ;control ;simulation ;plc目录摘要 (I)ABSTRACT ........................................................... I I 1 绪论. (1)1.1盐酸储罐恒液位控制任务 (1)1.2本文研究的意义 (2)1.3本文研究的主要内容 (2)2 控制系统方案设计 (3)2.1储罐液位控制的发展及现状 (3)2.2系统功能分析 (3)2.3系统方案设计 (4)3 系统硬件配置 (5)3.1电动控制阀的选择 (5)3.1.1 控制阀的选择原则 (5)3.1.2 ZAJP 精小型电动单座调节阀性能和技术参数介绍 (10)3.2液位测量变送仪表的选择 (13)3.2.1 液位仪表的现状及发展趋势 (13)3.2.2 差压变送器的测量原理 (13)3.2.3 差压式液位变送器的选型原则 (14)3.2.4 DP系列LT型智能液位变送器产品介绍 (15)3.3PLC机型选择 (16)3.3.1 PLC历史及发展现状 (16)3.3.2 PLC机型的选择 (18)3.3.3 S7-200系列CPU224和EM235介绍 (20)4 PID算法原理及指令介绍 (21)4.1PID算法介绍 (22)4.2PID回路指令 (24)5 系统建模及仿真 (28)5.1系统建模 (28)5.2系统仿真 (30)5.2,1 MATLAB语言中Simulink交互式仿真环境简介 (30)5.2.2 系统仿真 (31)第6章系统编程实现 (33)6.1硬件设计 (33)6.1.1 绘制控制接线示意图 (33)6,1.2 I/O资源分配 (33)6.2软件设计 (34)6.2.1 STEP 7 Micro/Win V4.0 SP6编程软件介绍 (34)6.2.2 恒液位PID控制系统的PLC控制流程 (35)6.2.3 编写控制程序 (36)6.2.4 程序清单 (39)结束语 (40)参考文献 (41)致谢 (42)1 绪论1.1 盐酸储罐恒液位控制任务如图1.1所示为某化工厂稀盐酸储罐,该罐为钢衬聚四氟乙烯储罐,罐体高6米,容量为50立方米,重500千克。
基于PLC的锅炉定期排污控制系统设计

基于PLC的锅炉定期排污控制系统设计摘要锅炉进行定期排污对电厂的效益有着很大的影响,但是又由于定期排污的次数比较多,所以要通过智能化的管理对锅炉进行排污。
通过使用PLC可以很简单的实现这一操作。
该系统中通过对PLC进行编程将需要控制的电机及阀门编入到程序中,来实现阀门的顺序开启和关闭从而完成对锅炉的排污,所编程序在对运行时发生故障也作出了相应的处理。
该系统中使用STEP7软件来设计锅炉排污控制的梯形图。
通过在锅炉中投入液位器来对锅炉的液位进行时时监测,以保证锅炉在进行排污时不会发生事故。
关键词:锅炉;PLC;排污AbstractThe efficiency of the boiler has a great influence on the power plant. However, due to the number of regular sewage is more, so the management of the boiler by intelligent sewage. This operation can be achieved by using PLC.The system through for PLC programming will be necessary to control the motor and valve incorporated into the program, to achieve the sequence valve opening and closing to complete the boiler blowdown, the programmed in the run-time failure has also made the corresponding processing.The system uses STEP7 software to design the ladder diagram of boiler sewage control. By using the liquid level in the boiler to the boiler liquid level monitoring, in order to ensure that the boiler does not occur when the sewage discharge.Key words: boiler;PLC;sewage目录第一章引言............................................................................ 错误!未定义书签。
基于PCS7的加热炉控制方案设计及实施

基于PCS7的加热炉控制方案设计及实施叶方威;薛士龙【摘要】Aiming at the commonly-used heating furnace in industry , the PCS7 control system-based control scheme was designed for it , in which, the ratio-cascade control system , the feedforward control system , the feedback control system and Smith lag compensator employed can ensure materials ’ outlet temperature , flue oxygen content and the materials flow;and the frequency conversion technology applied can realize energy con-servation through regulating both materials and fuel flow;and the system with advanced multifunction process training system can simulate the heating furnace and PCS 7 control system can implement both control strategy and online real-time monitoring through PC monitor software .%针对工业生产中常见的加热炉装置,设计了基于西门子公司PCS7过程控制系统的控制方案。
为了保证物料出口温度、烟气含氧量和物料流量达到需要,采用了比值-串级控制系统、前馈控制系统和史密斯滞后补偿器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCS 7对 于 锅炉 液位 控 制过 程 中应 用 并且 提 出 先进
的控 制 策略 实现 。 锅炉是 火 力发 电厂 生产 中的主 要
动 力设 备 ,而汽 包水 位 则是 锅炉 运行 中的一 个重 要 监控 参数 。它反 映 了锅炉 蒸 发量 和给 水 流量之 间的
I
景 I 上
一 鳓
s |
l
…0
2 0 {2 1 0
溺 匦豳
W W W ‘ 9 cn i n 0 Ol
g o rsls od eut
K y wod : r l et cnr ;o rl e c t l r e ;C 7 e rs t e e m n o o bi vl o r o s P S ) he e s t l l e n opc s e
0 引 言
本文 主 要从 实 际项 目出发 ( 顺 石化 公 司热 电 抚
too g u d rt n ig f h bir iud e e rd cin rnil n po es sc nl h ru h nes adn o te ol l i v l ou to pic e e q l p p a d r cs ; e ody, te e in f h c nrl yse h d s o te o to g s t m, dsuss o t u e icse h w o s P S7n o r ln e up n b ir iud e e uo tc o to n ra i mo i r g ik, i re t e sr te a e y f olr n se m C i p we p t q imet ol l i v l t ma i a e q l a c nrl d e l me a t nt i l on n n d r o n ue h s ft o b i a d t a o e
水位 过 低 ,会破 坏 水循 环 ,严重 时 会损 坏锅 炉 造成 水冷 壁 爆 管直 至干 锅 , 由于 气 泡水位 控 制 中存 在控 制 回路 之 间非 线性 、时 变性 、大延 迟 、强耦 合 等特 点 ,故 需要 有效 先进 的控 制策 略进 行优 化调 节 。
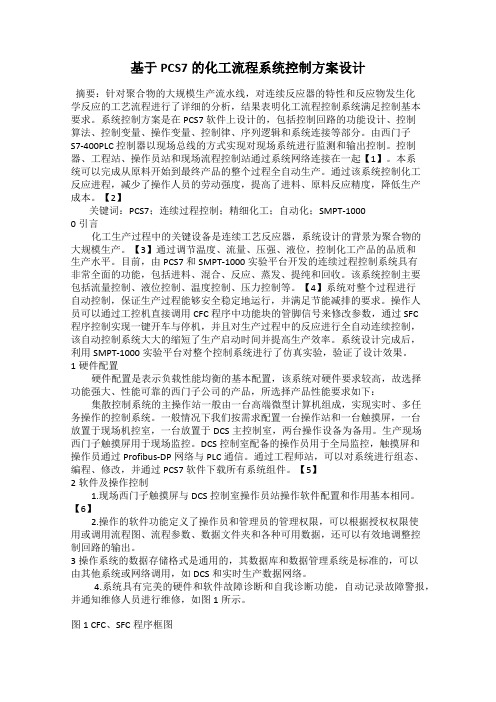
图 1控 制 系统 网络 拓 扑 图
《 薹 藿 j i蓥
≤ 墓 甏
基于 P g E 7平 台对 于锅 炉液位的控制系统应用
夹 磊 ,张会 林
( 上海 理工 大学 j 电工 程与 计算 机学 院 ,上海 2 0 9 ) l 己 0 0 3
摘 要 :基于S E S P S 对于锅炉液位控制过程 中应用并且提 出先进的控制策略实现。首先深入 了解 了锅炉液位的生产原理和工 I N 的 C7 M 艺流程;其次,设计 了控制 系统 ,讨论 了运用 P S 如何对 @ 设备 中锅 炉液位环 节的 自动控制和实时监控 , C7 j- 最后 为了保证锅 炉安 全 和 蒸汽的高效,在汽 包的液位控制上采用了P 控制算法结合三冲量 串级调节,在实际运行期间取得 了良好 的效果。 J D
厂 “ 以大代小 ” 扩能 改造 工程 ) ,基 于 S ME I NS的
1控 制 系 统 的 介 绍
PCS 是 一种 模 块 化 的 基 于现 场 总 线 的 新 一 代 7
过程控 制 系统 ,结 合 了传统 DCS和 P LC控 制 系统 的优 点 ,将 两者 的功 能 有机 地 结 合在 一起 。 系统 的 所 有硬 件 都 基 于统 一 的硬件 平 台 ;系统 大量 采 用 了 新技 术 ,在 网 络 配 置 上 ,使 用 标 准 工 业 以 太 网和
关 键 词 :三 冲 量 串级 调 节 ;锅 炉液 位控 制 ;PS ) C7
Bo l r e e C o t ol i l v l e n r Sys e A p i a i n b s d n PC S7 t m pl to s a e o c
JA e . H N H i n I L i Z A G u一¨
一
ቤተ መጻሕፍቲ ባይዱ
种 动 态平衡 ,锅炉汽 包水位 控 制的 目的就是 使 锅
炉给 水 量与 锅炉 蒸发 量相 适 应 ,维持 汽 包 中水 位 在
工 艺 允许 的范 围 内 。所 以说汽 包水 位 控制 也称 为 锅
炉 给水 控 制 。汽 包水位 过 高 ,会影 响汽 水 分离 效果 , 容 易造 成 过热 器积 盐 结垢 ,使 管道 过 热损坏 ;汽 包
(m my 0 knk/f cnead T kog S #kl0 0 ¥ U WrZ fSaga o Sbc n e nl. k ga 00) r / c ov a 2
Ab ta t: a e o t e I NS CS f r olr e e oto poe s n h a pc t n f d a cd oto sr tg a d mpe n a i s rc B sd n h SME P o b i lv l n rl rc s i 7 e c te pla i o a v ne cn rl ta e y n i lme t t n. Frt, a i o o i s
a hg efcec t ih f ii y, i h d u l e o to d ps I ag r h c mbnd t tre lme t c nrl i h a ta o ea i p r d n a h v d n n e rm e l nrl o t PD loi m o ie wih he ee n s o to, n e cu l p r t n ei a d c i e t v c a t t o o e