Strike zone 工位分析表
标准工时分析表(MOD法)1
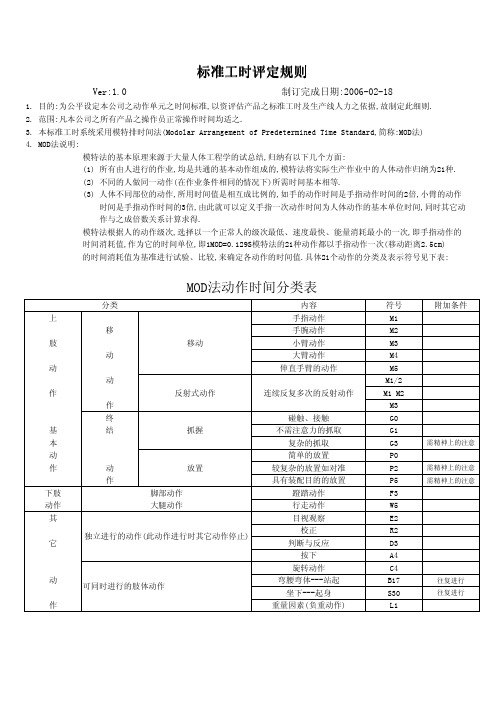
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种. (2) 不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.
(3) 人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作 时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其它动 作与之成倍数关系计算求得.
开盒拉出编带装入成型机
每编带500PCS
校正后摇动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后按开关开动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后摇动机器成型
机械自动成型
编带500PCS
M3G3 M3P0 R2P5
机械自动成型
移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿陶 瓷 电 容 到 胸 前 校正后插入治具并成型 取下桥堆放入物料盒中
散热片缠黄胶
移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 取下电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 将电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 校 正 后 夹 入 治 具 并 打KIN脚 取下电容放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 校正后夹入治具并切脚 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 看清方向 校正后夹入治具并弯脚 取下灯仔放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后取下管塞并放入 成型机 将物料装入静电带中 将物料转入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后夹入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取桥堆 拿到胸前 看清方向 校正后夹入治具并成型 取下桥堆放入物料盒中 移动上身移动小臂至零件盒抓取物料 拿到胸前
2_转炉xlIO表

第 1 页,共 15 页
21.CS01/21.DS11A/21.DS11B 建龙转炉本体I/O表
PIW614 PIW616 PIW618 PIW620 PIW622 11槽 21.T-101 21.T-111 PIW624 PIW626 PIW628 PIW630 PIW632 PIW634 PIW636 PIW638 机架代号:RO2 PIW640 PIW642 PIW644 PIW646 PIW648 PIW650 PIW652 PIW654 5槽 21.T-501 21.T-511/S 21.T-511/N PIW656 PIW658 PIW660 PIW662 PIW664 PIW666 PIW668 PIW670 6槽 21.T-521 21.T-531 PIW672 PIW674 PIW676 PIW678 PIW680 PIW682 PIW684 PIW686 7槽 21.P-102/R 21.F-101/SR 21.F-101/NR 21.P-112/R 21.F-111/SR 21.F-111/NR PQW512 PQW514 PQW516 PQW518 8槽 PQW520 PQW522 PQW524 PQW526 9槽 21.P-201/R PQW528 PQW530 PQW532 PQW534 10槽 21.F-231/R 21.F-232/R 21.F-233/R 21.F-234/R PQW536 PQW538 PQW540 PQW542 模板代号:21.AO201-2 1#支管流量调节 2#支管流量调节 3#支管流量调节 4#支管流量调节 模板代号:21.AO201-1 分配器压力调节 模板代号:21.AO101-1 氧气压力调节 南枪氧气流量调节 北枪氧气流量调节 氮气压力调节 模板代号:21.AO101-2 南枪氮气流量调节 北枪氮气流量调节 转炉冷却水回水温度 模板代号:21.RTD502 转炉冷却水进水温度 北枪回水温度 南枪回水温度 模板代号:21.RTD501 氧枪冷却水进水温度 ET200M站号:3 4槽 氮气温度 氧气温度 模板代号:21.RTD101
动作分析表(MOD)

动作分析 工序作业分析 右手动作 工时1 工时2 MOD1 MOD2 (S) (S) 1.161 0.645 1.032 0.387 9 5 6 8 3 4 8 5 2 0.645 0.516 4.386 取主板 持住 持住 A002 组装摄像头 (Socket) 持住 持住 持住 流入下一站 取主板 将主板移至扫描枪 A003 Check In (扫描条形码) 持住 流入下一站 取主板 持住 A004 贴防水标签 (1Pcs) 持住 持住 流入下一站 取主板 持住 持住 A005 组装LCM (BTB) 持住 持住 持住 主板放置桌面 取主板 持住 持住 持住 持住 A006 组装LCM (ZIF) 持住 M4G1M4P0 H H H H H M4P0 M4G1M4P0 M3P2 H H M4P0 M4G1M4P0 H H H M4P0 M4G1M4P0 H H H H H M4P0 M4G1M4P0 H H H H 0.516 1.677 1.161 4 13 9 4 8 8 5 42 5.418 BD 0.516 M3G3 1.032 M3P5 1.032 (M2P2)*2 0.645 E2D3 延迟 取LCM LCM对齐至主板 LCM组装至主板 检查组装状况 → → ○ ○ ◇ 1.032 1.032 0.645 0.516 1.677 1.161 4 13 9 4 8 8 12 10 17 2.193 BD 0.516 M3G3 1.032 M3P5 1.032 (M2P2)*2 1.548 M2G3M2P5 1.29 (E2D3)*2 BD 延迟 取LCM LCM对齐至主板 LCM组装至主板 组Connector至主板 检查组装状况 延迟 → → ○ ○ ○ ◇ → 0.516 3.612 2.193 1.161 0.516 1.29 1.032 1.032 1.548 1.29 0.516 2.322 1.161 4 18 9 5 7 5 9 1.161 H 0.645 M3G1M1P0 0.903 M3P2M2P0 0.645 E2D3 BD 持住镊子 取防水标签 贴至主板 检查粘贴状况 延迟 → → ○ ○ → 0.903 0.645 0.516 1.548 2.322 1.161 0.516 0 0.516 1.677 1.161 0.645 4 13 9 5 4 5 36 4.644 H H 0.516 M3G1 0.645 M3P2 BD 延迟 延迟 取SN Label SN Label贴至主板 延迟 → → → ○ → 0.645 0.516 0.645 3.838 1.161 0.645 0 1.161 5 10 4 34 9 4 8 6 8 10 35 4.515 BD 0.516 M3G3 1.032 M3P5 0.774 M2G0A4 1.032 M2G3M3P0 1.29 (E2D3)*2 BD 延迟 取Camera 组装Camera至Socket 撕下Camera保护膜 检查组装状况 延迟 → → ○ ○ ◇ → 0.516 3.838 2.193 1.161 1.645 0.516 1.29 1.032 1.774 1.032 1.29 1.29 H H 0.774 F3*2 H 0.516 M3G1 1.032 M3P5 0.645 M3G0M2P0 0.258 M2P0 H (E2D3)*2 H 标记符号 动作描述 持住镊子 持住镊子 踩踏开关 持住镊子 取Metal Dome 压下治具把手 打开治具把手 持住镊子 检查粘贴状况 持住镊子 动作 分类 → → ○ → → 1.032 0.645 0.258 0.645 1.29 0.516 2.064 5.16 1.161 0.516 1.29 → ○ → ◇ → 0.774 1.032 0.516 加工 ○ 移动 → 1.161 0.645 品检 ◇ 作业时间 MOD 标准作业时间 正常时间 标准 宽放率(%) (S) 时间(S) 工时(S) 工时(S) 机或UT
公司各岗位工作分析表2
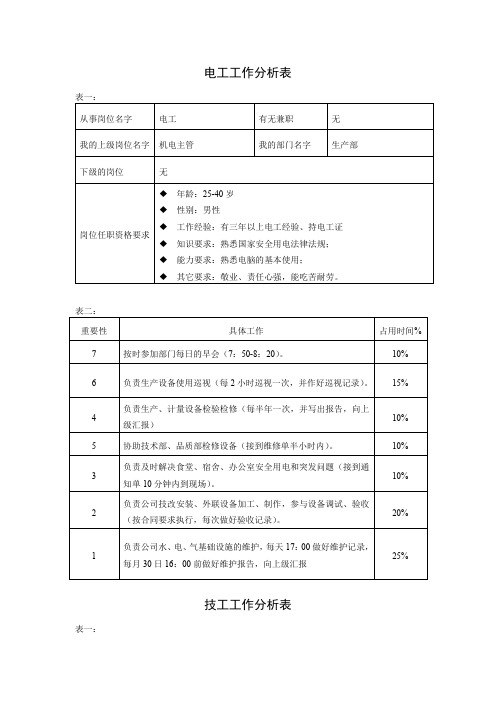
电工工作分析表
技工工作分析表表一:
品控部主管工作分析表
表二:
人事主管工作分析表
人力资源部长工作分析表表一:
表二:
人事主管工作分析表
人事专员工作分析表
薪酬绩效主管工作分析表
招聘培训主管工作分析表
保安主管工作分析表
厨师工作分析表
前台工作分析表
司机工作分析表
行政经理工作分析表
导购员工作分析表
店员工作分析表表一:
店长工作分析表
区域销售经理工作分析表
销售内勤工作分析表
销售统计工作分析表表一:
销售员工作分析表
业务代表工作分析表
营销经理工作分析表。
动火作业JSA分析表

2
3
6
氧气瓶、乙炔瓶与用火点距离大于10米,氧气瓶、乙炔瓶间隔必须大于5米
是
现场未设置安全警示标志和安全警戒线
造成人员伤亡
2
2
4
现场设置安全警示标志和安全警戒线
是
消防通道堵塞
造成人员伤亡
2
2
4
施工机具和材料摆放不得堵塞消防通道和影响生产设施、装置人员的操作与巡回检查。
是
涉及危险作业组合,未落实相应安全措施
是
作业人员不清楚作业情况
造成人员伤亡或设备损坏
2
3
6
作业前必须组织进行安全交底
是
许可证上的作业人员、用火部位、用火级别与实际不符
造成人员伤亡或设备损坏
2
4
8
严格按照作业许可证内容进行用火作业,实行“一处一证一人”是用火来自场通风不良造成人员伤亡
2
3
6
保持良好通风,必要时进行强制通风
是
氧气瓶、乙炔气瓶摆放不正确
工作安全(JSA)分析记录表
单位: 区域/工艺过程:
工作/任务:动火作业 编写日期:20 年 月 日
分析人员及岗位:
项目简述
序号
工作步骤
风险描述
后果及影响人员
风险因子
风险控制措施
残余风险是否可控
措施落实人
1
作业前准备
F
S
R
作业人员安全意识不足
造成人员伤亡或设备损坏
2
2
4
基层单位及施工单位现场安全负责人应对现场监护人和作业人员进行必要的安全教育
是
用火部位存在有毒介质
造成人员伤亡
3
3
职分3-职业岗位工作任务分析表

三维动画设计师(分类岗位编号)职业岗位工作任务分析
表
(企业完成)
分析单位:威海拓荒岛动漫文化传播有限公司
分析人员:李翔
职称/职务:三维动画设计师
分析日期:2009年6月4日
岗位职责:根据原画创建高质量的3D角色或场景贴图以及动画中角色的动作设定
说明:
1.任务名称
工作任务是承担职业岗位职责所应做的工作。
根据不同性质和特点,可以按工作领域、工作项目、工作程序、工作对象或工作成果来划分。
针对每个职业岗
位可选择不少于3个的主要任务。
任务名称的表述形式是“动词+宾语”(动宾结构),如“编写程序”。
根据行业用语习惯,也可采用“宾语+动词”,如“程序编写”,“市场调研”等表述形式。
一般来讲,每一项任务都可以独立进行授课和考核。
2.任务要求
根据任务的宽窄、工作责任的大小、工作难度的高低提出。
LOPA分析工作表模板
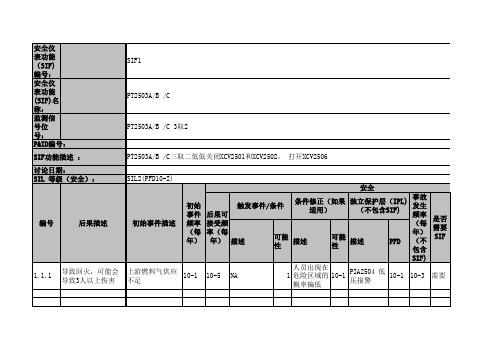
SIF1 PT2503A/B /C PT2503A/B /C 3取2
SIF功能描述 :
PT2503A/B /C三取二低低关闭XCV2501和XCV2502, 打开XCV2506
讨论日期: SIL 等级(安全):
年)
PFD (不 包含
是否 需要 SIF
SIF)
10-5 NA
人员出现在 1 危险区域的 10-1
概率偏低
PIA2504 压报警
低
10-1
10-3
需要
PFD (SIF)
加上 SIF后 的事故 频率 (每 年)
SIL 等级
10-2 10-5
2
编号
后果描述1.1.1 Nhomakorabea导致回火,可能会 导致3人以上伤害
SIL2(PFD10-2)
初始事件描述
上游燃料气供应 不足
初始 事件 频率 (每 年)
10-1
安全
触发事件/条件
后果可
接受频
率(每 年) 描述
可能 性
条件修正(如果 适用)
独立保护层(IPL) (不包含SIF)
事故 发生 频率
(每
描述
可能 性
描述
工作危害分析、安全检查表

工作危害分析(JHA)记录表
单位:工作任务:防爆区巡检工作岗位:
分析人员:分析日期:年月日审核人:
序号工作步骤危害主要后果现有安全措施L S R 建议改进措施
1 准备工作未按规定穿戴
劳动保护用品
造成人身伤害曾经发生,车间管理规定 1 2 2 手机未关机静电、爆炸禁止带手机上岗 2 1 3 照明灯不防爆爆炸配防爆电筒 2 1 3
2 巡检途中雨天地滑摔伤车间管理规定 1 1 1
爬斜梯、爬竖梯摔伤车间定期检查 2 2 4
梯子腐蚀减薄摔伤车间定期检查 2 2 4
有毒气体中毒曾经发生一例,佩带空气呼吸器 2 5 10
3 巡检检查机泵转动部分
过热
抱轴、烧坏设备巡检要及时 2 2 4 测量机泵温度异物进对轮小心操作 2 3 6 液位判断失误冒池、冒罐或泵抽空应认真巡检 1 2 2 观察液位化学品伤人、烫伤站在上风口 2 2 4
观察炉火看窗炉火烧伤避免正对看火窗 1 2 2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Quality Standard Safety / Risk Takt Time:
(1 sheet per cell) Check WIP ( )Caution
FB 打C 钉工序Standard Work Sheet
安全
护
具护腕护目镜防砸鞋手套安全帽图列Symbol 安东Andon 可追溯系统PC Traceability PC BCR 条码枪
Bar-code reader 防错POKAYOKE 生产指示系统PC MES 打印机Printer C 钉枪Hog ring gun 电动螺丝刀Electric driver 扭矩扳手Nut Runner 工装JIG 预制件在制件完成件Kitting box 其他工具tools 料盒BOX
料架Rack 高度467
2223345543336666674445555334455661231222222222223333258
2334455345666667777845654222223333344444宽度:
5432123543212365432347554345765545687655679876678198778911988911119911深度BCR 料车
Dolly
Material &information Check PEIL check
Strike zone Check ①料盒:
Hogring C 型环
②台车:FSB Foam Active W/O Abag FSB 发泡(低配无气囊)FSB Foam LH Emotion/Dynamic With Abag FSB 发泡LH (中高配带气囊)
FSB Foam RH Emotion/Dynamic With Abag FSB 发泡RH (中高配带气囊)Trim Cover -FSB ACTIVE LH RH 面套FSB 低配
LH RH Trim Cover -FSB Dynamic LH 面套FSB 中配
LH Trim Cover -FSB Dynamic RH 面套FSB 中配
RH Trim Cover -FSB Emotion LH 面套FSB 高配
LH Trim Cover -FSB Emotion RH 面套FSB 高配RH
①②②③Hogring gun C 钉枪
④FSB Jig FSB 仿形工装
⑤Buffer rack :1 ea(2 Layers up:LH down:RH) 完成品缓冲料架
⑥MES monitor 排序生产信息显示器
⑦Bar-code reader (Trim) 条码读取器
③④⑤⑥⑦BT-LOS-FR-12-01-E-Rev 4 (20/10/10)9 of 10。