塑胶产品结构设计准则--公差 ( Tolerance )
塑胶模具类中英文对照专业术语

塑胶模具类中英文对照专业术语工程部/ Design department:1) Designer - 设计师。
2) Assembly drawing - 模具组装图。
3) Mold layout - 模具结构图。
4) 2D product drawing - 2D产品图。
5) 3D product data - 3D产品数据。
6) Part drawing - 散件图。
7) Insert molding - 镶件模。
8) 2 color mold / Double injection tool - 双色模。
9) Hydraulic system - 油/水压系统。
10) Parting line - 分模线。
11) Air venting - 排气槽。
12) Cooling system - 冷却系统。
13) Screw - 镙丝。
14) Hot runner system - 热流道。
15) Valve gate - 伐针入水口。
16) Fan gate - 扇型入水口。
17) Pin point gate - 针点进胶。
18) Moon gate / Banana gate - 香蕉,象牙入水口。
19) Submarine gate - 潜水口。
20) Injection machine tonnage - 注塑机吨数。
21) Number of cavity - 穴数。
22) Steel - 钢材。
23) Copper - 铜。
24) Tungsten copper - 钨铜。
25) Beryllium copper - 铍铜。
26) Hardening - 加硬/淬火。
27) Tempering - 回火。
28) Chroming - 电镀。
29) Painting - 喷漆。
30) Resin - 胶材。
31) Printing - 丝印。
32) Texturing - 嗮纹/咬花。
33) Socket screw - 带肩镙丝。
塑胶模具专业英语
中文英文机工,机器加工 machining,machine workO环,O形封垫 O ring下料模,切料模 blanking die寸进,寸动 inching工程塑胶 engineering plastics工模,夹具,支架 jig干胶,粘著剂,动物胶 glue干燥时间 drying time干燥剂 drier dryer不划一颜色,颜色深浅不均 color non-uni formity中心浇口 center gate内衬,衬套,衬蛰 liner公差,容差 tolerance分模线,合模线,模缝痕 parting line切口,缺口 notch切口,缺料 notch切边(n) shear edge化学腐蚀 chemical atching化学腐蚀 chemical etching反射 reflection孔隙,空洞,气泡 void尺寸稳定性 dimensional sability手动压机 hand press支管形喷嘴 nozzle manifold比重 specific gravity比热 specific heat毛状裂痕 hair crack,hair cracking毛绒 fuzz毛边,凿纹 burr,flash,fin水道,水通路 water channel火花放电 spark discharge火焰处理 flame treatment,flame treating 片材 sheet凹痕,缩痕 sink mark,shrink mark凹槽,内陷,凹陷 undercut 加料,给料,供料 feed加热,加温 warming,warming up加热板,热板(盘) heating plate加热管套,加热缸 heating cylinder,heatin g barrel加热炉 heating furnace功率,力率 power factor半透明 semitransparence,translucence打眼,钻孔 driling正余面,交叠,重叠 overlap永久变形 permanent set,residual strain 白昙,雾状 haze立式射出成型机 vertical injection mo(u)l ding machine光彩,光泽 gloss印刷 printing同轴往复螺杆式射出成型机 in-line scre w(type)injecton mo(u)lding machine合成树枝 synthetic resin合板,集成材 composite wood合模力,开模力 mo(u)ld clamping force, mo(u)ld locking force合模线,毛边线 flash line,parting line合模线,毛边线 spew line,spue line合模销,导销 leader pin合模销套,导销衬套 leader pin pushing 合模机构,开模机构 mo(u)ld clamping m echanism后加工 post processing后加热 after baking后成型 postforming回程销,复归销 return pin安全系数 safety factor安全门 safety door成孔销,心型销,模蕊销 core pin成孔销托板,动或定模板 core pin plate 成形 forming成形,模制 mo(u)iding,forming成形收缩率,模制收缩率 mo(u)ld shrikage,mo(u)lding shrikage成形指数 mo(u)lding index成形时间 mo(u)lding time,cycle time成形循环(周期) mo(u)lding cycle成形温度,模制温度 mo(u)lding temperat ure成形压力,模制压力 mo(u)lding pressure成型纹(缺陷) mo(u)ld mark成型销,心型销,模蕊销 core pin托板,模板,承装模穴(蕊)块之模板 retain er plate托板,模板,承装模穴(蕊)块的模板 retain er plate收缩 shrinkage有机溶胶 organosol污染 contamination自动顶出 automatic ejection自动浇口,剪切浇口 shear gate色片,色粒 color chip色相 hue色彩度 chroma行程,冲程 stroke伸长,变形 elongation,strain伸长计 extensomenter冷却水塔 cooling tower冷却套管 cooling sleeve冷料 cold slug吸水性 water absorption吸收 sbsorption吸附作用 adsorption含量(率) content扭力试验,扭曲试验 torsion test,torsiona l test,twist test折曲加工 folding折射率,折光指数 refraction index沈陷式浇口,潜入式浇口 submarine gate 沈积,淀积 sedimentation冲切 punching冲头 punch车削 turning供料段,加料段 feed zone,feed section刮伤,刺蚀,擦伤处 abrasion卷尺,胶带 tape卷转,翘曲 curling,curl固定侧,模穴侧 cavity side延伸,拉伸 drowing,orientation,stretching延性 ductility往复应力,振幅应力 alternating stress拉伸比,牵引比 draw ratio抽引,凸包 embossing放电加工 electro-discharge machining 放电处理 electro-discharge treatment注道,竖流道,注道料 sprue注道冷料顶出 sprue ejection,sprue ejecto r注道冷料顶出销 sprue djector pin注道形浇口,直接浇口 suprue gate注道拉取器,浇口钩销 sprue puller注道衬套,浇口衬套 sprue bush,sprue bus hing油漆 oil varnish泛白 blushing直接浇口 direct gate空气顶出 air ejection空气隙 air gap想知更多请点击。
塑胶产品结构设计规范

8.文件类型(4)1.品质体系类文件2.环境和职业安全体系类文件3.社会责任体系类文件文件编号版本编号 1生效日期2010-11-04 (盖受控印章处)产品二部塑胶产品结构设计规范制订申请部门会签批准产品中心运管计划处品质管理部销售中心工程部制造中心资材中心产品二部塑胶产品结构设计规范版本编号 1本页码第5 页共6页水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
下图可供叁考:2、转角准则壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。
冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。
此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,集中应力的地方会在受负载或撞击的时候破裂。
较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。
下图可供参考之用:根据产品要求,塑件材料主体壁厚不少于1.6mm。
下表为常用材料壁厚选择供参考:表6.1.2-1 常用塑胶材料的壁厚选择塑胶种类最小壁厚小型件壁厚中型件壁厚大型件壁厚ABS 0.75 1.25 1.6 3.2~5.4防火ABS 0.75 1.25 1.6 3.2~5.4PA66+玻纤0.45 0.75 1.6 2.4~3.2PMMA 0.8 1.5 2.2 4~6.5透明PC 0.95 1.8 2.3 3~4.5塑胶产品结构设计规范版本编号 1本页码第8 页共6页塑件的装配方式和实现手段,是必须在设计初期就要做出规划的环节,否则会影响到整个项目结构的实现性,甚至影响到PCB Layout和ID造型。
目前二部的塑胶外壳常用装配方式有三种:一、超声溶接:通过高频振动把能量传递到焊区,实现胶壳的融合。
适用于体型小、成型结构简单、料厚比较均匀、不需要拆卸的塑件件,但不适用于容易受超声影响的同材质塑件本体上装配有其他小件的结构,譬如开关结构、活动插脚结构等,容易在超声时造成小件和本体的熔接,活动功能无法实现。
塑胶产品结构设计基本规则

塑胶产品结构设计基本规则设计基本规则壁厚的大小取决于产品需要承受的外力、是否作为其它零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。
一般的热塑性塑料壁厚设计应以4mm为限。
从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。
从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。
最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。
在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。
太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。
对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低于0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高于0.01mm/mm时,产品壁厚的改变则不应超过。
对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。
此外,纤维填充的热固性塑料于过薄的位置往往形成不够填充物的情况发生。
不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。
此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。
这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。
若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。
平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。
厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固后出现收缩痕。
更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
下图可供叁考。
产品结构设计准则--公差 ( Tolerance )
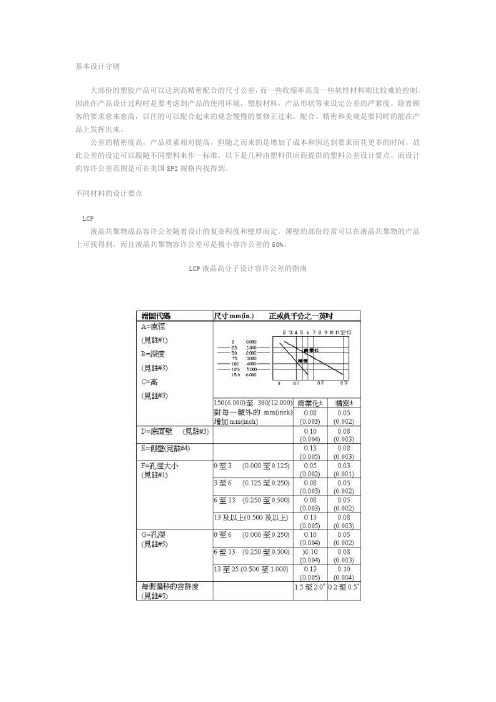
基本设计守则
大部份的塑胶产品可以达到高精密配合的尺寸公差,而一些收缩率高及一些软性材料则比较难於控制。
因此在产品设计过程时是要考虑到产品的使用环境,塑胶材料,产品形状等来设定公差的严紧度。
除着顾客的要求愈来愈高,以往的可以配合起来的观念慢慢的要修正过来。
配合、精密和美观是要同时的能在产品上发挥出来。
公差的精密度高,产品质素相对提高,但随之而来的是增加了成本和因达到要求而花更多的时间。
故此公差的设定可以跟随不同塑料来作一标准,以下是几种由塑料供应商提供的塑料公差设计要点。
而设计的容许公差范围是可在美国SPI规格内找得到。
不同材料的设计要点
LCP
液晶共聚物成品容许公差随着设计的复杂程度和壁厚而定。
薄壁的部份经常可以在液晶共聚物的产品上可找得到。
而且液晶共聚物容许公差可是极小容许公差的50%。
LCP液晶高分子设计容许公差的指南
PET
宝特龙 (PET) 的设计公差准则
POM
精密公差的标准叁考表。
塑胶产品结构设计规范
塑胶产品结构设计规范8.⽂件类型(4)1.品质体系类⽂件2.环境和职业安全体系类⽂件3.社会责任体系类⽂件⽂件编号版本编号 1⽣效⽇期2010-11-04 (盖受控印章处)产品⼆部塑胶产品结构设计规范制订申请部门会签批准产品中⼼运管计划处品质管理部销售中⼼⼯程部制造中⼼资材中⼼产品⼆部和灼热燃烧时间,t2+t3是否允许样品燃尽否否否是否允许燃烧颗粒或滴落物引燃脱脂棉否否是表6.1.1-2 球压温度评定PC 包胶PIN脚的包胶部分塑胶材料PC+ABS、PPO恒温箱测试温度95°125°125°表6.1.1-3 灼热丝燃烧评定要求3PCS,样条750±10℃(外壳厚度>0.2mm,650±10℃)判定标准30S内⽆可见⽕焰,实验样品落下的燃烧或灼热颗粒,应做到绢纸不得起⽕,松⽊板不得烧焦表6.1.1-4 胶壳跌落评定要求3PCS,2⾯/次,1M,⽔泥地⾯判定标准跌落后,外壳⽆破裂,⾼压测试能通过,电性正常6.1.2 壁厚选择塑件的壁厚要根据产品的具体要求、所选材料的性能、塑件外形的复杂程度及⼤⼩等因素确定,应尽量做到各部分壁厚均匀。
另外,需注意最⼩壁厚设计必须满⾜安规要求,具体可参考材料UL黄卡。
壁厚的选择应遵循以下原则:1、平⾯准则在⼤部份热融过程操作,包括挤压和固化成型,均⼀的壁厚是⾮常的重要的。
厚胶的地⽅⽐旁边薄胶的地⽅冷却得⽐较慢,并且在相接的地⽅表⾯在浇⼝凝固后出现收缩痕。
更甚者引致产⽣缩⽔印、热内应⼒、挠曲部份歪曲、颜⾊不同或不同透明度。
若厚胶的地⽅渐变成薄胶的是⽆可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的⽐例下。
下图可供叁考:2、转⾓准则壁厚均⼀的要诀在转⾓的地⽅也同样需要,以免冷却时间不⼀致。
冷却时间长的地⽅就会有收缩现象,因⽽发⽣部件变形和挠曲。
此外,尖锐的圆⾓位通常会导致部件有缺陷及应⼒集中,集中应⼒的地⽅会在受负载或撞击的时候破裂。
塑胶模具设计规范
模具设计规范(此规范主要应用于手机模具)一、模具排位1、根据产品大小、结构、产量、精密程度、材料或客户要求等因素确定模穴,如1X1、1X2等。
2、当几个产品出在同一套模具中时,考虑进胶的均匀性,应将大的产品排在中间位置,小的产品置于两边。
确保冲胶平衡,保证产品尺寸的精确性。
3、当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅,且容易加工。
4、一模多穴模具中,当有镶拼,行位等结构时,不得使其发生干涉。
5、排位多时应综合模具每一方面,对流道,是否镶拼,行位,顶出,运水等结构要有一个全局性思考。
6、排位时产品在模上的定位基准要和产品图的基准一致,当一模出一件时,可以考虑以产品对称方向处分中。
7、内模钢料和模胚的大小尺寸如下图所示。
8.产品大小和胶位厚度有较大相差时尽量不要出在同一套模具中。
9.模具方铁高度尽量订做标准高度。
10.模胚型号和中托司使用情况一定要写清楚(细水口需注明SP长度)11.必要时需注明模胚吊模孔移位情况12.考虑需不需开精框及内模料材料和规格(确定后模要不要镶大呵,如需要则一起订料,此为粗料.)二、模具系统设计一)、行位系统当塑胶产品确定前后模开模方向后,有下列情况时一般会采用行位或斜顶等结构:1)、相对出模方向塑胶产品上有倒扣或零度面;2)、产品的出模斜度不够蚀纹的角度;3)、保证特殊的外观面不能有夹线。
1、后模行位:1)、后模行位统一做镶件压块,行位压块用螺丝固定,行位压块材料为油钢淬火至HRC48-52°。
2)、所有与行位相对运动的零部件的滑动面(包括行位底耐磨片,压条,铲基斜面)须锣(磨)油坑,油坑可为平行四边行、V形或圆环形。
3)、行位铲机钢材整体采用738H,在铲机斜面上镶耐磨片,耐磨片可突出斜面0.5mm,耐磨片厚度为6mm(如下图),材料为油钢,淬硬至HRC48-52°。
康铨公司的铲基采用国产S136淬硬至HRC46-50°。
塑胶产品结构设计
塑胶产品结构设计要点1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
常用塑胶英文单词
常用塑胶英文单词常用塑胶英文单词 (2009/11/07 09:14)目录:常用塑胶英文单词做塑胶,分享些与之有关的词汇。
嵌件---insert嵌件销---insert pin气胀真空成形---air assist forming空气隙---air gap空气顶出---air ejection永久伸长---permanent elongation,tension set 永久变形---permanent set,permanent deformation 蚀刻,侵蚀---etching应力---stress应力鬆弛---stress relaxation应力龟裂---stress cracking应力集中---stress concentration应力断裂,应力破坏---stress rupture应力.应变曲线---stress-strain curve应力.应变图---stress-strain diagram 托板,模板---retainer plate 硬度---hardness合模机构---mold clamping mechanism 合模力,闭模力---locking force,clamping force 开模力---mold opening force悬臂梁---cantilever beam润滑剂---lubricant模具---mold,Tools,Tooling模温度控制器---mold temperature controller 模具尺寸---mold size 加热管套(料筒)---heating cylinder加热板---heating plate凸轮---cam玻璃纤维---glass fiber,fibrous glass 玻璃纤维强化热塑塑胶---fiber glass reinforced thermoplastics,FRTP,glass fiber reinforced thermoplasitcs,GRTP玻璃纤维强化塑胶---glass fiber reinforced plastics,GRP,fiber galss reinforced plastics,FRP.感光聚合物---photopolymer,photo-sensitive polymer镜面抛光---mirror polishing龟裂---cracking龟裂---crack颗粒料---granule石墨---graphite石墨纤维---graphite fiber 间隙, 隙距---clearance模蕊,蕊片,蕊线,蕊孔---core成孔销,模蕊销---core pin成孔销托板---core pin plate 公差,容差---tolerance冷料---cold slug冷料井,冷料窝---cold slug well 回程销,覆归销---surface pin 冷热骤变试验---thermal shock test 热应力龟裂---thermal stress cracking,TSC 侧向浇口---side gate侧向模蕊(心型)销---side draw pin 砂磨---sanding喷砂,打砂---sand blast修饰,涂饰,打光---finishing自断浇口,剪切浇口---shear gate 紫外线---ultraviolet, UV 紫外线稳定剂---UV stabilizer 紫外线吸收剂---UV absorber 压花---embossing 压花机---embossing machine 喷霜,起霜---blooming exudation 鯊皮斑---shark skin射出压力---injection pressure 射出成形---injection molding 射出成形机---injection molding machine射出成形模具---injection mold 射出装置---injection unit 射出速度---injection speed 射出喷嘴,注料嘴---injection nozzle 射出容量---machine shot capacity 射出率(量)---injection rate 煮沸试验---boiling test 充填不足,缺料---short shot手动模具---hand mold,loose mold 手动油压机---hand press缩窝,凹孔---shrinkage pool 衝击试验---inpact test衝击强度---impact strength 烧结法,粉铸法---sintering烧结成形法---sinter molding模板---mold plate注射,射料---shot硅橡胶---silicone rubber真空成形---vacuum forming珠光顏料---pearlescent pigment 浸渍涂装---dip coating人造皮革---artificial leather 废料粉碎机---scrap grinder顶出板,脱模板---stripper plate 应力龟裂---stress cracking环境应力龟裂试验---environmental stress cracking test行程,衝程---stroke注道,注道料---sprue注道衬套,浇口衬套---sprue bush成形压力,模製压力---molding pressure 成形温度,模製温度---molding temperature 成形循环,成形週期---molding cycle 成形时间,模製时间---molding time 成形收缩,模压收缩---mold shrinkage, molding shrinkage 窄浇口,限制形浇口---restricted gate 剪切强度,抗剪强度---shear strength 增亮剂---brightening agent,optical brightener,optical whitening agent加速试验---accelerated test 加速老化---accelerated ageing 塑性变形---plastic deformation 塑性流动---plastic fiow翘曲---warp(ing),warpage抗臭氧性---ozone resistance 抗臭氧试验---ozone resistance test 耐天侯性---weatherability,weather resistance耐光性---light resistance,light fastness天侯老化试验---weathering test 耐酸性---acid resistance耐衝击性---impact resistance 褪色---fading,discoloration 耐蚀性---corrosion resistance 拉桿,导柱---tie-bar拉桿间距---tie-bar distance 多模穴模具---multi-cavity mold 双色射出成形---double-shot molding 超音(声)波镶嵌---ultrasonic inserting 超音(声)波焊接---ultrasonic welding 顶出,脱模---ejection顶出组合---ejector顶出板---ejector plate,knock-out plate 顶出桿,脱模桿---knock-out bar,ejector rod 无光面---dull surface低压射出成形法---low pressure injection molding硬度计---durometer电镀---electroplating,electrodeposition 电铸模具---electroformed mold尼龙,(聚醯胺树脂之俗称)---nylon尼龙纤维---nylon fiber扭曲试验---torsion test扭力矩---torsion moment喷嘴,注嘴---nozzle喷嘴接触---nozzle touching喷嘴止流---nozzle shut-off支管形喷嘴---nozzle manifold脱模销,顶出销---knock-out pin脱模销托板,顶出销托板---knock-out pin plate 背压---back pressure 止回阀,止逆阀---back pressure valve 发泡剂---blowing agent,expanding agent 发泡塑胶,泡沫塑料---plastics foam,expanded plastics, foamed plastics,cellular plastics,plasticssponge抛光布轮---buff,buffing wheel布轮抛光---buffing毛边,整纹,溢料---flash,fin修边,除边---deflashing,definning 修边机,修毛边机---deflasher手工脱模,手工顶出---hand ejection剥离,剥皮加工---peeling剥离试验---peeling test拉出成形---pultrusion凹痕,缩痕---sink mark,shrink mark 抗刮硬度,刮痕硬度---scratch hardness 非破坏性试验---non-destructive testing 起泡,气泡---blister 疲劳试验---fatigue test疲劳寿命---fatigue life疲劳强度---fatigue strength针眼,针孔---pinhole玻璃纤维强化,热塑塑胶射出成形---fiberfil molding 起泡,气泡---blister 底漆,底胶,引发剂---primer溢料---flash溢料缝,毛边槽---flash groove流痕---flow mark冷却线---frost line原型模,试验模---prototype mold 环境温度---ambient temperature 止流阀---shut-off valve 孔隙,空洞,气泡---void放电---discharge全压式模具---positive mold 辅助压缸---auxiliary cylinder 烫印---hot stamping,roll leaf stamping弯曲龟裂---flex cracking 磨损---abrasion,wear磨耗---abrasion loss莫斯硬度---Mohs’hardness退火---annealing回火---tempering杨氏弹性系数---Young’s modulus of elasticity油压增压器---hydraulic intensifier油压机---hydraulic press 油压马达---hydraulic motor 焊接---welding 内衬,衬套,衬垫---liner流道,流道料---runner合模销,导销---leader pin 合模销套,导销衬套---leader pin bushing 回程销, 覆归销---return pin 冷却水通路---cooling channel 常温成形,冷模压---cold molding 老化试验---ageing test对位圈,定位环---locating ring 熔合线,结合线---weld line 肉厚---wall thickness 脱模斜度---draft angle母模---cavity side顶出销,顶针---ejector pin 分模线---parting line浇口,灌点---gate竖浇道---sprue浇道,流道---runner模仁,雄模,模心---core side 浇口白晕---gate bush凹痕,缩痕,缩水---sink mark 银线---silver line隧道形浇口---tunnel gate沉陷式浇口,潜入式浇口---submarine gate 针孔形浇口---pin point gate 注道形浇口,直接浇口---sprue gate 毛边形浇口,薄膜形浇口---flashgate,external ring gate,internal ring gate喷流,喷射现象---jetting剥料板---stripper plateMould components & Accessories Mould base 模胚 Bolts 螺栓Mould frame 模架 screw 螺丝Top clamp plate 面板 Stripper screw 脱料螺丝 Bottom clamp plate 底板F.H.C. screw(flat head cap screw) 平头螺丝Socket head sountersunk screws 平头螺丝 Hot runner plate 热流道板S.H.C. screw( socket head cap screw) 杯头螺丝Runner plate 水口板 hexagonal socket head cap screw 杯头螺丝 A plate A板 Hexagonal head screw 六角头螺丝 B plate B板 Grub screw 无头螺丝(等高螺丝,基米螺丝)Stripper plate 推板 Ball screw 波仔螺丝Support plate 支撑板 Shoulder screw 限位螺丝(带肩螺丝,塞打螺丝) 方铁 latch 插销 Spacer plateEjector retainer plate 顶针面板 baffle 隔水片 Ejector plate 顶针板plugs 喉塞Insulating plate 隔热板 Jiffy plugs 喉咀Cavity 前模 o-ring 密封圈Cavity insert 前模镶件 Cooling tube 散热管 Core 后模 spring 弹簧Core insert 后模 Support pillar 撑头Slide 行位 Stop pin 垃圾钉Slide insert 行位镶件 Dowel pin 管钉jaw 行位压块 Spacer ring/washer 间隙圈 Slide wear plate 行位耐磨块Venting slots 排气槽 Slide guide block 行位导向块 thermocouple 电热偶Slide lock 行位锁/行位扣 Thermocouple connector 接线盒 Wedge block 铲机Limit switch 限位开关 W.B. wear plate 铲机耐磨块 probe 探针Core pin 镶针 Pry bar slots 开模槽Angle pin 斜导柱 Safety strap 模锁Angle lifter 斜顶 Lifting eye bolt 吊环(方向已固定) Lifter guide block 斜顶导向块 Hydraulic cylinder 油缸 Lifter base 斜顶座 Air cylinder 气缸Press block 模料挤紧块 Hydraulic motor 马达 hoist ring 吊环(可转动方向) Knock out hole 顶棍孔Parting lock 树脂开闭器(尼龙扣)Name plate 铭牌 Straight side interlocks T型锁(直身锁) Date code 日期印 Tapered interlocks 斜度锁 Cavity number 模穴号 sensor 感应器engrave 刻字/凹入 heater 加热器Raised out 凸出 K.O. insert 顶棍孔镶件 Gate type & runnerDrop gate 点水口 Sprue bushing 唧嘴 Pin point gate 细水口 Sprue/gate 浇口 Edge/side gate 边水口 Center sprue/sprue gate 中心进胶/直浇口runner shut off 流道开关/转水口Sub gate 潜水口 Runner lock pin 水口扣针 Tunnel gate 隧道浇口 Puller 拉钩 Ring gate 环形浇口 Sprue lock pin 拉料杆 Fan gate 扇形浇口 Slag well 冷料井 Valve gate 针阀式水口 Banana gate 香蕉水口 Guide,Locating systemGuide pin/leader pin 导柱 Grinder研磨机 Crane 天车(吊车)Guide bushes 导套 Grinding machine 磨床 Groover machine 开槽机locating ring 法兰 Lathe machine 车床 Radial drill摇臂钻床中托司 Milling machine 铣床 Wire cut machine 线割机 EGB( ejector guide bush) Ejecting systemEjector pin 顶针 Gear 齿轮Stepped ejector pin 有托顶针 Rack 齿条 Blade ejector 扁顶针 Bearing 轴承 Ejector bar 顶块 Roller bearings 滚珠轴承 Sleeve 司筒 Retraction spring 复位弹簧 Stripper plate 推板 Return pin 回针 Unscrewing 脱螺纹Two-stage ejector 二次顶出 Ejector retainer plate 顶针面板 chain 链条Ejector plate 顶针板 Chain wheel 链轮 Stop block 限位块 key 键Ejector bushes 顶针套Specification of Injection Moulding MachineDiameter of the location ring 法兰直径Nozzle radius 机嘴半径Nozzle injection hole diameter 机嘴注射孔直径 Depth for the nozzle into the mould 机嘴进入模具的深度 KO hole distance KO孔间距fine thread 细螺纹Rough thread 粗螺纹mould opening distance 开模距离mould thickness 模具厚度tie bar distance Tie Bar 距离Injection defectsflash 披锋 Warpage/deformation 变形 Ejected mark 顶白 Step 断差/台阶Weld line 熔接线 Short shots 短胶 Sink mark 缩水 Sharp corner 尖角困气 Sharp edge 尖边 Gas trappedScratch marks 拖花 Air bubble 气泡 Kiss off 碰穿 Short shot 短射(欠充填) Shut off 擦穿位 Flow mark 流纹Sticking cavity 粘前模 Sticking core 粘后模 Mould designplastic 胶位 radius 半径Draft angle 拔模角 Diameter 直径Fillet/ inside radius 圆角 Inner diameter/I.D. 内径 Outside radius 外转角 Outer diameter/O.D. 外径 Sprue bush radius 机嘴球半径 boss 柱位Corner radius 转角半径 Rib 骨位 Part drawing 产品图 hole 孔模图 Pre-hardened steel 预硬钢 Mould drawingPlastic material 胶料 Through hardened steel 全硬钢 Parting line 分型面 Filling uneven 走胶不平衡 Plastic thickness 胶厚 Balanced runner 平衡水口系统 Shrinkage rate 缩水率 Cycle time 循环周期 Surface treatment EDM 火花纹 Demoulding polish 脱模抛光 High polish 高抛光 Medium polish 中抛光 Optical/mirror polish 镜面抛光 chrome 镀铬 Texture 蚀纹。
产品结构设计
结构设计概述结构设计是机械设计的基本内容之一,也是设计过程中花费时间最多的一个工作环节。
在产品形成过程中,起着十分重要的作用。
如果把设计过程视为一个数据处理过程,那末,以一个零件为例,工作能力设计只为人们提供了极为有限的数据,尽管这少量数据对于设计很重要,而零件的最终几何形状,包括每一个结构的细节和所有尺寸的确定等大量工作均需在结构设计阶段完成。
其次,因为零件的构形与其用途以及其它“相邻”零件有关,为了能使各零件之间彼此“适应”,一般一个零件不能抛开其余相关零件而孤立地进行构形。
因此,设计者总是需要同时构形较多的相关零件(或部件)。
此外,在结构设计中,人们还需更多地考虑如何使产品尽可能做到外形美观、使用性能优良、成本低、加工制造容易、维修简单、方便运输以及对环境无不良影响等等。
因此可以说,结构设计具有“全方位”和“多目标”的工作特点。
一个零件、部件或产品,为要实现某种技术功能,往往可以采用不同的构形方案,而目前这项工作又大都是凭着设计者的“直觉”进行的,所以结构设计具有灵活多变和工作结果多样性等特点。
对于一个产品来说,往往从不同的角度提出许多要求或限制条件,而这些要求或限制条件常常是彼此对立的。
例如:高性能与低成本的要求,结构紧凑与避免干涉或足够调整空间的要求,在接触式密封中既要密封可靠又要运动阻力小的要求,以及零件既要加工简单又要装配方便的要求等等。
结构设计必须面对这些要求与限制条件,并需根据各种要求与限制条件的重要程度去寻求某种“折衷”,求得对立中的统一。
结构设计是机械设计的基本内容之一,也是设计过程中花费时间最多的一个工作环节。
在产品形成过程中,起着十分重要的作用。
如果把设计过程视为一个数据处理过程,那末,以一个零件为例,工作能力设计只为人们提供了极为有限的数据,尽管这少量数据对于设计很重要,而零件的最终几何形状,包括每一个结构的细节和所有尺寸的确定等大量工作均需在结构设计阶段完成。
其次,因为零件的构形与其用途以及其它“相邻”零件有关,为了能使各零件之间彼此“适应”,一般一个零件不能抛开其余相关零件而孤立地进行构形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品结构设计准则--公差( Tolerance )
基本设计守则
大部份的塑胶产品可以达到高精密配合的尺寸公差,而一些收缩率高及一些软性材料则比较难於控制。
因此在产品设计过程时是要考虑到产品的使用环境,塑胶材料,产品形状等来设定公差的严紧度。
除着顾客的要求愈来愈高,以往的可以配合起来的观念慢慢的要修正过来。
配合、精密和美观是要同时的能在产品上发挥出来。
公差的精密度高,产品质素相对提高,但随之而来的是增加了成本和因达到要求而花更多的时间。
故此公差的设定可以跟随不同塑料来作一标准,以下是几种由塑料供应商提供的塑料公差设计要点。
而设计的容许公差范围是可在美国SPI规格内找得到。
不同材料的设计要点
LCP
液晶共聚物成品容许公差随着设计的复杂程度和壁厚而定。
薄壁的部份经常可以在液晶共聚物的产品上可找得到。
而且液晶共聚物容许公差可是极小容许公差的50%。
LCP液晶高分子设计容许公差的指南
PET
宝特龙 (PET) 的设计公差准则
POM
精密公差的标准叁考表。