CO2气保焊工艺
二氧化碳气体保护焊的焊接方法及工艺)
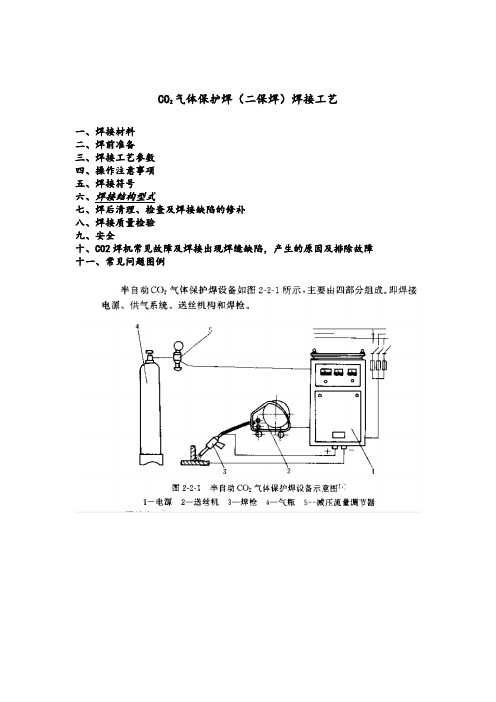
二氧化碳气体保护焊的焊接方法及工艺一、基本原理 CO2气体保护焊是以可熔化的金属焊丝作电极,并有CO2气体作保护的电弧焊。
是焊接黑色金属的重要焊接方法之一。
二、工艺特点1.CO2焊穿透能力强,焊接电流密度大(100-300A/m2),变形小,生产效率比焊条电弧焊高1-3倍2.CO2气体便宜,焊前对工件的清理可以从简,其焊接成本只有焊条电弧焊的40%-50%3.焊缝抗锈能力强,含氢量低,冷裂纹倾向小。
4. 焊接过程中金属飞溅较多,特别是当工艺参数调节不匹配时,尤为严重。
5. 不能焊接易氧化的金属材料,抗风能力差,野外作业时或漏天作业时,需要有防风措施。
6..焊接弧光强,注意弧光辐射。
三、冶金特点 CO2焊焊接过程在冶金方面主要表现在:1.CO2气体是一种氧化性气体,在高温下分解,具有强烈的氧化作用,把合金元素烧损或造成气孔和飞溅等。
解决CO2氧化性的措施是脱氧,具体做法是在焊丝中加入一定量脱氧剂。
实践表明采用Si-Mn脱氧效果最好,所以目前广泛采用H 08Mn2SiA H10Mn2Si等焊丝。
四、材料1.保护气体CO2 用于焊接的CO2气体,其纯度要求≥99.5%,通常CO2是以液态装入钢瓶中,容量为40L的标准钢瓶可灌入25Kg的液态CO2, 25Kg的液态CO2约占钢瓶容积的80%,其余20%左右的空间充满气化的CO2。
气瓶压力表上所指的压力就是这部分饱和压力。
该压力大小与环境温度有关,所以正确估算瓶内CO2气体储量是采用称钢瓶质量的方法。
(备注:1Kg的液态CO2可汽化509LCO2气体) CO2气瓶外表漆黑色并写有黄色字样、售CO2气体含水量较高,焊接时候容易产生气孔等缺陷,在现场减少水分的措施为:1)将气瓶倒立静置1-2小时,然后开启阀门,把沉积在瓶口部的水排出,可放2 -3次,每次间隔30分钟,放后将气瓶放正。
2)倒置放水后的气瓶,使用前先打开阀门放掉瓶上面纯度较低的气体,然后在套上输气管。
二氧化碳气体保护焊焊接工艺
CO2气体保护焊(二保焊)焊接工艺一、焊接材料二、焊前准备三、焊接工艺参数四、操作注意事项五、焊接符号六、焊接结构型式七、焊后清理、检查及焊接缺陷的修补八、焊接质量检验九、安全十、CO2焊机常见故障及焊接出现焊缝缺陷,产生的原因及排除故障十一、常见问题图例一、焊接材料1. CO2 气体纯度要求99.5%,含水量不超过0.1%。
2.焊丝牌号低碳钢及高强度低合金钢重要结构焊接选用H08Mn2SiA碳钢焊丝。
二、焊前准备1.了解焊接结构件产品图纸及技术要求。
2. 熟悉焊接工艺和施焊方法。
3. 检查和调整设备,使设备处于良好的工作状态。
4. 检查工作场地,周围不允许有易燃易爆品。
5. 检查工艺装备是否处于完好状态。
6. 清理焊件表面杂质及污垢。
7. 焊丝表面镀铜不允许有锈点存在。
三、焊接工艺参数1、二氧化碳气体保护焊主要工艺参数有焊丝牌号、直径、气体流量、电流、电压、焊接速度、焊丝伸出长度等。
2、注:若两焊件厚度不同,选择工艺参数时,可参照厚度较薄的焊件。
焊接工艺参数推荐值一般情况下,阳极区的产热大于阴极区,在焊接中常利用电弧的这个特性,将工件和电焊钳与焊接电源的不同极性相连接,从而达到某种要求,工件接电源正极,材料厚度 (mm) 焊丝直径 (mm) 焊接电流 (A) 焊接电压 (V) 气体流量 (L/min) 极性 1.0 0.8 50-110 17-21 6-9 直流反接 2.0 0.8 70-130 18-22 7-10 直流反接 3.0 1.0 90-160 19-24 7-10 直流反接 4.0 1.2 100-190 20-26 8-13 直流反接 6.01.2120-28022-2910-15直流反接称正接法。
反之,为反接法。
3、焊接速度随着焊接速度的增加,焊逢的熔宽、熔深和余高都减少;焊速过高,容易产生咬边和未焊透等缺陷。
同时气体保护效果变坏,易产生气孔;焊速过低易产生烧穿、变形增大、生产率降低。
二氧化碳气体保护焊工艺
0.8
1.2
1.6
典型工
艺参数
电弧电压(V)
18
19
20
焊接电流(A)
100-110
120-130
140-180
生产上所用
工艺参数
电弧电压(V)
18~24
18~26
20~28
焊接电流(A)
60~160
80~260
160~310
在小电流焊接时,电弧电压过高,金属飞溅将增多;电弧电压太低,则焊丝容易伸人熔池,使电弧不稳。在大电流焊接时,若电弧电压过大,则金属飞溅增多,容易产生气孔;电压太低,则电弧太短,使焊缝成形不良。
3.3.对接头焊接:对接头和角接头焊接,根部间隙最大为2-3mm。
3.4对接和角接,焊缝条高不得超过3.3mm,并缓和过渡到母材面的平面。
4.焊缝表面要求
除角接接头外侧焊缝外,焊缝或单个焊道的凸度不得超过该焊缝或焊道实际表面宽度值的7﹪+1.5mm,同时去除焊渣。
5.检查
5杂物。
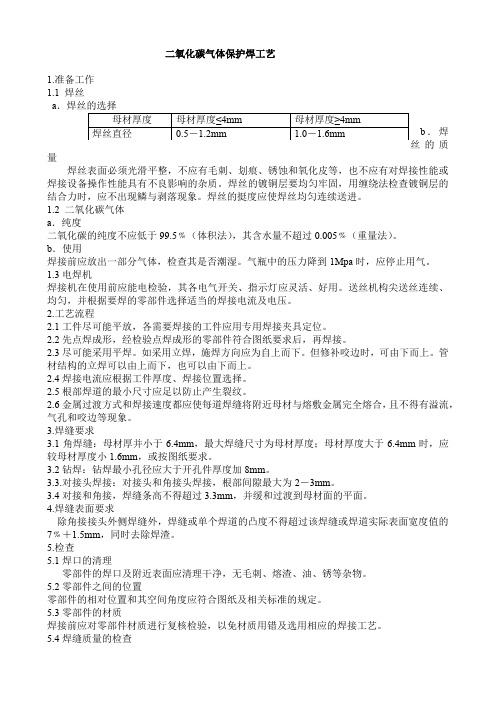
二氧化碳气体保护焊焊丝直径选用表(mm)
母材厚度
≤4
>4
焊丝直径
0.5~1.2
1.O~1.6
焊接电流与电弧电压是关键的工艺参数。为了使焊缝成形良好、飞溅减少、减少焊接缺陷,电弧电压和焊接电流要相互匹配,通过改变送丝速度来调节焊接电流。飞溅最少时的典型工艺参数和生产所用的工艺参数范围详见表.
二氧化碳气体保护焊工艺参数
二氧化碳保护焊接规范和操作工艺作业指导书
二氧化碳气体保护焊用的CO 2气体,大部分为工业副产品,经过压缩成液态装瓶供应。在常温下标准瓶满瓶时,压力为5~7MPa(5 O~7 Okgf/cm2)。低于1 MPa(1 0个表压力)时,不能继续使用。焊接用的C02气体,一般技术标准规定的纯度为9 9%以上,使用时如果发现纯度偏低,应作提纯处理。
CO2气体保护焊
CO2气体保护焊CO2气体保护焊是利用CO2作为保护气体的熔化极电弧焊的方法,称为CO2焊。
由于CO2是具有氧化性的活性气体,因此除了具备一般气体保护电弧焊的特点外,CO2焊在熔滴过渡、冶金反应等方面与一般气体保护电弧焊有所不同。
1.CO2气体保护焊的工具与材料CO2气体保护焊的工具与材料有CO2气体、焊丝、焊枪。
1)CO2气体:CO2气体保护焊可以采用由专业厂商提供的CO2气体,也可以采用仪器加工厂的副产品CO2气体,但均应满足焊接对气体纯度的要求。
CO2气体的纯度对焊缝金属的致密性和塑性有较大的影响,影响焊缝质量的主要有害杂质是水分的氮气。
焊接时对焊缝质量要求越高,则对CO2气体纯度要求越高;气体纯度高,获得的焊缝金属塑性就越好。
2)焊丝:CO2焊的焊丝设计、制造和使用原则,除最基本的要求外,还对焊丝的化学成分有特殊要求,如焊丝必须含有足够数量的脱氧元素;焊丝的含碳量要低,一般要求小于0.15%;应保证焊缝金属具有满意的力学性能和抗裂性能。
目前,H08Mn2SiA焊丝是CO2焊中应用最广泛的一种焊丝。
它有较好的工艺性能和力学性能以及抗热裂纹能力,适应于焊接低碳钢和σb≤500MPa的低合金钢。
3)焊枪:CO2焊枪包括半自动枪和自动焊枪两种。
半自动焊枪按冷却方式分为气阀和水准两种,按结构分为手枪式和鹅颈式。
鹅颈式焊枪的结构如图所示,其重心在手握部分,因而操作灵活,使用较文,特别适合于小直径焊丝。
手枪式焊枪其重心不在手握部分,操作时不太灵活,常用于较大直径焊丝,采用内部循环水进行冷却。
自动焊枪的主要作用与半自动焊枪相同。
自动焊枪固定在机关或行走机构上,经常在大电流下使用,除要求其导电部分、导气部分和导丝部分性能良好外,为了适应大电流、长时间使用的需要,喷嘴部分要采用水准装置,这样既可以减少飞溅黏着,又可防止焊枪绝缘部分过热烧坏。
2.CO2气体保护焊的焊接方法1)操作时用身体的某个部分承担焊枪的重量,要求手腕能灵活带动焊枪平衡或转动,软管电缆不要有过大弯曲。
二氧化碳气体保护焊工艺
二氧化碳气体保护焊工艺CO2气体保护焊的主要焊接工艺参数有:焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量、电源极性、回路电感、装配间隙与坡口尺寸、喷嘴至焊件的距离等。
1.焊丝直径根据焊件厚度、焊接空间位置及生产率的要求选择。
薄板或中厚板的立、横、仰焊,1.6mm以下焊丝;平位置焊接中厚板时,1.2mm以上焊丝。
2.焊接电流根据焊件厚度、焊丝直径、焊接位置及熔滴过渡形式确定。
焊接电流越大,焊缝厚度、焊缝宽度及余高都相应增加。
通常直径在0.8~1.6mm的焊丝,在短路过渡时,焊接电流在50~230A之间选择。
细颗粒过渡时,焊接电流在250~500A之间选择。
焊丝直径与焊接电流的关系焊接电流/A焊丝直径/mm颗粒过渡短路过渡0.8 150~250 60~1601.2 200~300 100~1751.6 350~500 100~1802.4 500~750 150~2003.电弧电压电弧电压必须与焊接电流配合恰当,否则会影响焊缝成形及焊接过程的稳定性。
电弧电压随焊接电流的增加而增大。
在短路过渡时,电弧电压在16~24V之间选择。
细颗粒过渡时,对于直径在1.2~3.0mm的焊丝,电弧电压可在25~36V之间选择。
电弧电压的估算焊接电流在300A以下时:电弧电压(V)=0.04×焊接电流(A)+16± 1.5焊接电流在300A以上时:电弧电压(V)=0.04×焊接电流(A)+20± 2.04.焊接速度焊接速度与焊接电流适当配合才能得到良好焊缝成形。
在一定的焊丝直径、焊接电流和电弧电压条件下,焊速增加,焊缝宽度和焊缝厚度减小。
焊速过快时:气体保护效果差,可能出现气孔,甚至产生咬边、未熔合、未焊透等缺陷。
焊速过慢时:降低生产率,可能导致烧穿、焊接变形过大等缺陷。
一般CO2半自动焊的焊接速度在15~40m/h。
5.焊丝伸出长度取决于焊丝直径,一般约等于焊丝直径的10倍,且不超过15mm。
CO2气体保护焊工艺
图3 焊丝伸出长度对焊丝熔化速度的影响
15
6.电流极性的选择 CO2焊主要采用直流反接法。电弧稳 定,飞溅小,焊缝成形好。
16
7.气体流量的选择 二氧化碳气体流量与焊接电流、焊接速度、焊丝 伸出长度及喷嘴直径等有关。气体流量应随焊接电 流的增大、焊接速度的增加和焊丝伸出长度的增加 而加大。一般二氧化碳气体流量的范围为8~25L/ min。如果二氧化碳气体流量太大,由于气体在高 温下的氧化作用,会加剧合金元素的烧损,减弱硅、 锰元素的脱氧还原作用,在焊缝表面出现较多的二 氧化硅和氧化锰的渣层,使焊缝容易产生气孔等缺 陷;如果二氧化碳气体流量太小,则气体流层挺度 不强,对熔池和熔滴的保护效果不好,也容易使焊 缝产生气孔等缺陷。
17
模块五 二氧化碳气体 保护焊工艺
1
学习目标:
任务一 了解CO2焊的工艺原则; 任务二 掌握焊接工艺参数对焊缝成形 和质量的影响; 任务三 学会选择CO2气体保护焊工艺 参数。
2
CO2气体保护焊工艺原则:
1、坡口的选择。CO2电弧的穿透能力较强, 熔深较大,与MMA相比,坡口角度可稍小、钝 边稍大。对接间隙应小些。 2、焊前清理。 CO2的氧化性强,所以抗锈能 力强。对油、锈的敏感程度较小,但同时也不 能焊接容易氧化的有色金属。 3、飞溅问题。若工艺参数选择不当,容易引 起较大飞溅。且很难用交流电源进行焊接。 4、抗风能力差,给室外作业带来一定困难。
11
4.焊接速度的选择 选择焊接速度主要根据生产率和焊接质量。焊速过 快,保护效果差,同时使冷却速度加大,使焊缝塑性 降低,且不利于焊缝成形,易形成咬边缺陷;焊速过 慢,则容易产生烧穿和焊道不均匀,且焊缝组织粗大。 因此,应根据生产实践对焊接速度进行正确的选择。 通常半自动焊的速度不超过0.5m/min,自动焊的速 度不超过1.5m/min。
CO2气体保护焊接(MAG—C焊)工艺简介
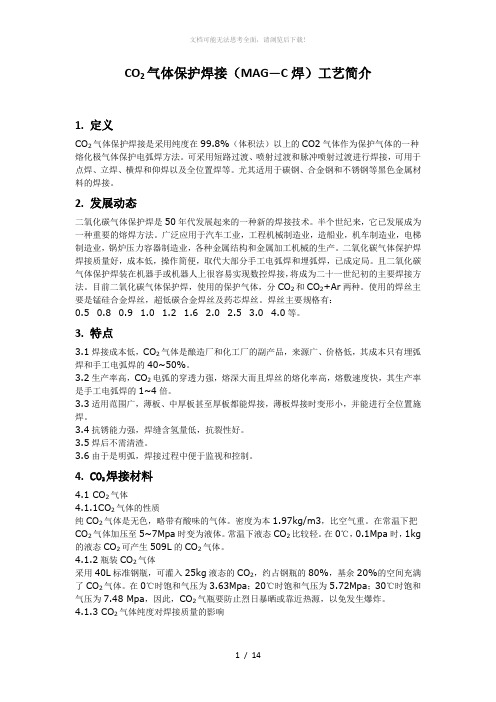
CO2气体保护焊接(MAG—C焊)工艺简介1.定义CO2气体保护焊接是采用纯度在99.8%(体积法)以上的CO2气体作为保护气体的一种熔化极气体保护电弧焊方法。
可采用短路过渡、喷射过渡和脉冲喷射过渡进行焊接,可用于点焊、立焊、横焊和仰焊以及全位置焊等。
尤其适用于碳钢、合金钢和不锈钢等黑色金属材料的焊接。
2.发展动态二氧化碳气体保护焊是50年代发展起来的一种新的焊接技术。
半个世纪来,它已发展成为一种重要的熔焊方法。
广泛应用于汽车工业,工程机械制造业,造船业,机车制造业,电梯制造业,锅炉压力容器制造业,各种金属结构和金属加工机械的生产。
二氧化碳气体保护焊焊接质量好,成本低,操作简便,取代大部分手工电弧焊和埋弧焊,已成定局。
且二氧化碳气体保护焊装在机器手或机器人上很容易实现数控焊接,将成为二十一世纪初的主要焊接方法。
目前二氧化碳气体保护焊,使用的保护气体,分CO2和CO2+Ar两种。
使用的焊丝主要是锰硅合金焊丝,超低碳合金焊丝及药芯焊丝。
焊丝主要规格有:0.5 0.8 0.9 1.0 1.2 1.6 2.0 2.5 3.0 4.0等。
3.特点3.1焊接成本低,CO2气体是酿造厂和化工厂的副产品,来源广、价格低,其成本只有埋弧焊和手工电弧焊的40~50%。
3.2生产率高,CO2电弧的穿透力强,熔深大而且焊丝的熔化率高,熔敷速度快,其生产率是手工电弧焊的1~4倍。
3.3适用范围广,薄板、中厚板甚至厚板都能焊接,薄板焊接时变形小,并能进行全位置施焊。
3.4抗锈能力强,焊缝含氢量低,抗裂性好。
3.5焊后不需清渣。
3.6由于是明弧,焊接过程中便于监视和控制。
4.CO2焊接材料4.1 CO2气体4.1.1CO2气体的性质纯CO2气体是无色,略带有酸味的气体。
密度为本1.97kg/m3,比空气重。
在常温下把CO2气体加压至5~7Mpa时变为液体。
常温下液态CO2比较轻。
在0℃,0.1Mpa时,1kg 的液态CO2可产生509L的CO2气体。
二氧化碳气体保焊焊接工艺参数
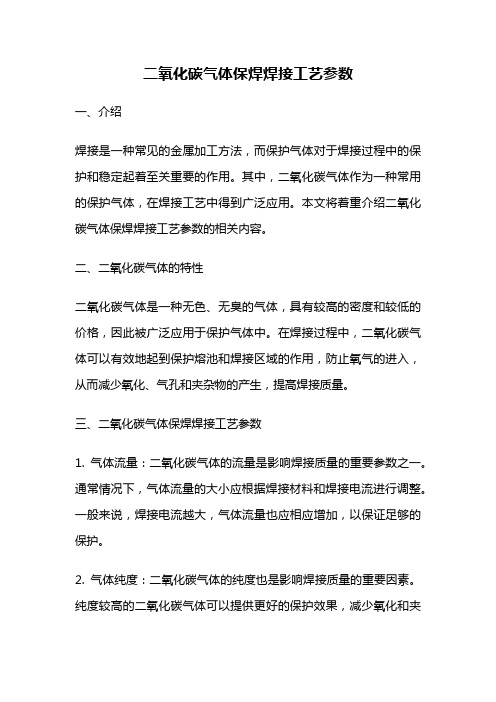
二氧化碳气体保焊焊接工艺参数一、介绍焊接是一种常见的金属加工方法,而保护气体对于焊接过程中的保护和稳定起着至关重要的作用。
其中,二氧化碳气体作为一种常用的保护气体,在焊接工艺中得到广泛应用。
本文将着重介绍二氧化碳气体保焊焊接工艺参数的相关内容。
二、二氧化碳气体的特性二氧化碳气体是一种无色、无臭的气体,具有较高的密度和较低的价格,因此被广泛应用于保护气体中。
在焊接过程中,二氧化碳气体可以有效地起到保护熔池和焊接区域的作用,防止氧气的进入,从而减少氧化、气孔和夹杂物的产生,提高焊接质量。
三、二氧化碳气体保焊焊接工艺参数1. 气体流量:二氧化碳气体的流量是影响焊接质量的重要参数之一。
通常情况下,气体流量的大小应根据焊接材料和焊接电流进行调整。
一般来说,焊接电流越大,气体流量也应相应增加,以保证足够的保护。
2. 气体纯度:二氧化碳气体的纯度也是影响焊接质量的重要因素。
纯度较高的二氧化碳气体可以提供更好的保护效果,减少氧化和夹杂物的产生。
因此,在选择二氧化碳气体时,应注意其纯度要求,并选择合适的供应商。
3. 电极极性:在二氧化碳气体保焊焊接中,电极极性的选择也是十分重要的。
通常情况下,正极性焊接可以提供更好的穿透性和焊缝质量,适用于较大厚度的焊接材料。
而负极性焊接则适用于较薄的焊接材料。
4. 焊接电流:焊接电流是影响焊接质量的关键参数之一。
在二氧化碳气体保焊焊接中,焊接电流的大小应根据焊接材料的厚度和类型进行选择。
一般来说,焊接电流过大会导致焊接材料熔化过快,焊缝质量下降;而焊接电流过小则会导致焊缝质量差,焊接速度慢。
5. 焊接速度:焊接速度是指焊接过程中焊枪移动的速度。
在二氧化碳气体保焊焊接中,焊接速度的选择应根据焊接材料的厚度和类型来确定。
一般来说,焊接速度过快会导致焊缝质量下降,焊接速度过慢则会导致焊缝质量差。
四、注意事项在进行二氧化碳气体保焊焊接时,还需注意以下几点:1. 安全操作:焊接过程中应戴上防护面具、手套等个人防护装备,以确保人身安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二节CO2焊设备
22
------------------- 焊枪
第二节CO2焊设备
23
------------------- 焊枪
第二节CO2焊设备
24
------------------- 供气系统
第二节CO2焊设备
25
------------------- 供气系统
第二节CO2焊设备
灰色气瓶 黄色字体 液态CO2
防止原理:设法实现短路液桥的金属过 渡趋于稳定 防止方法:
– 回路中串接附加电感
直径细、过渡频率高-要求大电流增长速度-小 电感(设备简单,控制精度一般)
– 电流切换 – 电流波形控制法
51
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
超低碳焊丝 药芯焊丝 活化处理焊丝( CS2CO3、K2CO3 )
焊接方法与设备 二氧化碳气体ቤተ መጻሕፍቲ ባይዱ护电弧焊
1
第四章 二氧化碳气体保护电弧焊
定义:是利用CO2 作为保护气体的熔 化极电弧焊方法。 产热 保护
2
------------------- CO2焊的实质
历史
– 提出于20世纪30年代 问题:氧化、气孔 – 实际应用于1935年用于钢材的焊接
第一节CO2焊的特点及应用
缺点:
– 飞溅严重 – 一般不能使用交流电,设备复杂 – 抗风能力差 – 不能焊接容易氧化的有色金属 – 焊缝外形比较粗糙 – 劳动条件差(弧光、气体)
6
第一节CO2焊的特点及应用
------------------- CO2焊的应用
适用材料
– 适于低碳钢、低合金钢等黑色金属 – 耐磨件堆焊、铸铁补焊及电铆焊
68
第四节 CO2焊工艺 -------------短路过渡CO2工艺 ------------保护气流量 与焊接电流有关
40
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊气孔及防止
氮气孔 机理:溶解度变化 形态:蜂窝状 位置:焊缝近表面 原因:保护气层破坏
– 保护气不纯 – 流量小 – 喷嘴堵塞或者位置不合适 – 侧向风
41
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊气孔及防止
防止:
– 提高纯度 – 调好流量 – 检查气路 – 防风措施 – 固氮元素
42
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊气孔及防止
氢气孔 机理:离子态进入熔池,溶解度变化 形态:圆球形 位置:焊缝中 原因:油污和铁锈,气体中的水分 防止:清除油污和铁锈,排出气体中的 水分
第三节 CO2焊的冶金特性和焊接材料
38
第三节 CO2焊的冶金特性和焊接材料 ---------------- CO2焊气孔及防止
原因:没有熔渣覆盖并且CO2气流的冷 却作用 类别: CO、N2、H2
39
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊气孔及防止
CO气孔 机理: CO来不及逸出 形态:针尖状 位置:焊缝根部或者近表面 原因:脱氧剂不足、碳含量偏高 防止:增加脱氧剂、减少碳含量、加大 热输入
48
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止 正确选择焊接参数
– 焊接电流与电压 – 焊丝伸出长度 – 焊枪角度
49
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
成本问题 性能问题
50
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
43
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
44
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
产生原因:
– 气体爆炸 – 斑点压力(气体分解收缩电弧) – 小桥爆断 – 焊接参数
45
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
15
-------------------送丝系统 -------------------
第二节CO2焊设备
16
------------------- 送丝系统
第二节CO2焊设备
17
------------------- 焊枪
要求:
– 送气稳定、送丝均匀、导电可靠 – 结构简单、经久耐用、维修方便 – 使用性良好
第二节CO2焊设备
11
------------------- 焊接电源
一般是直流反接 细丝-----等速送丝----平特性电源
– 燃烧稳定、焊接参数易调节、避免回烧
第二节CO2焊设备
粗丝-----变速送丝----下降特性电源
12
------------------- 焊接电源
电源动特性
– 粗丝细滴过渡时电流变化比较小,对焊接 电源动特性要求不高 – 细丝短路过渡时,焊接电流不断变化,要 求外特性品质比较高
59
第三节 CO2气体及焊丝 ----------------------- 焊丝
牌号:H08Mn2Si H08Mn2SiA
60
第三节 CO2气体及焊丝 ----------------------- 焊丝
61
第四节 CO2焊工艺
62
第四节 CO2焊工艺
短路过渡工艺 细滴过渡工艺
63
第四节 CO2焊工艺 -------------短路过渡CO2工艺 ------------特点
第三节 CO2焊的冶金特性和焊接材料
32
----------合金元素的氧化和脱氧 ---------低温区-熔池后部
第三节 CO2焊的冶金特性和焊接材料
33
----------合金元素的氧化和脱氧 ---------氧化反应的结果
– Fe、Si、Mn、C、Al、Ti、Ni烧损 – 反应产物:
FeO熔渣及进一步与熔池中的合金元素反应 SiO2和MnO形成熔渣 CO
26
------------------- 供气系统
100-150w
第二节CO2焊设备
27
------------------- 供气系统
干燥剂:
– 硅胶 – 脱水硫酸铜 – 无水氯化钙:吸水性好,不能重复利用
第二节CO2焊设备
场合:含水量高的时候使用
28
------------------- 供气系统
65
第四节 CO2焊工艺 -------------短路过渡CO2工艺 -------------
66
第四节 CO2焊工艺 -------------短路过渡CO2工艺 -------------
67
第四节 CO2焊工艺 -------------短路过渡CO2工艺 ------------焊接速度 速度加快-焊缝厚 度、焊缝宽度、焊 缝余高均减小 过快 — 咬边 驼峰焊 缝 过慢 — 焊道变宽 漫 溢
被动-----涂层材料
52
第四节 CO2气体及焊丝
53
第三节 CO2气体及焊丝 ----------------------- CO2气体
无色、无味、无毒 密度为空气的1.5倍 高温分解 状态:三态
54
第三节 CO2气体及焊丝 ----------------------- CO2气体
液态CO2高于-11℃时比水轻 常温下气 液态 罐中CO2在水的上部 罐中 气 瓶 中 80% 液 态 CO2 , 其 余 20% 为 气 态 CO2 一 瓶 液 态 CO2 可 以 气 化 成 为 12725L CO2气体 安全问题:温度对压力的影响
第三节 CO2焊的冶金特性和焊接材料
36
----------合金元素的氧化和脱氧 ---------Si-Mn联合脱氧 注意问题
– 含量适当
过低 过高 Si-焊缝热裂倾向大 Mn-冲击值下降
第三节 CO2焊的冶金特性和焊接材料
– 比例合适
37
----------合金元素的氧化和脱氧 ----------
第二节CO2焊设备
29
第三节 CO2焊冶金特性和 焊接材料
30
----------合金元素的氧化和脱氧 ---------CO2
第三节 CO2焊的冶金特性和焊接材料
O+CO 吸热反应
氧化作用 温度高氧化性强 合金元素浓度 合金元素与氧的亲和力
31
----------合金元素的氧化和脱氧 ---------电弧高温区
56
第三节 CO2气体及焊丝 ----------------------- CO2气体
57
第三节 CO2气体及焊丝 ----------------------- 焊丝
作用:导电、合金化
58
第三节 CO2气体及焊丝 ----------------------- 焊丝
要求
– 合适的Si、Mn含量及比例 – 控制C、S、P的含量 – 渡铜:防锈、导电
46
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
47
第三节 CO2焊的冶金特性和焊接材料 --------------- CO2焊飞溅及防止
减少飞溅的措施
– 正确选择焊接参数 – 细丝过渡的时候在气体中加入氩气 – 限制金属小桥爆断能量 – 低飞溅率焊丝
55
第三节 CO2气体及焊丝 ----------------------- CO2气体
提高CO2纯度的措施