一般常用和优先的公差带与配合
合集下载
3.6.一般常用和优先的公差带与配合资料
三、应用
主要用于不重要的,较低精度的非配合尺寸及 以工艺方法可保证的尺寸(铸、模锻)。(简化制 图,节约设计、检验时间,突出重要尺寸)
四、标注
当采用一般公差时,在图样上只注基本 尺寸,不注极限偏差,但应在图样的技术要 求或有关技术文件中,用标准号和公差等级 代号作出总的说明。例如,当选用中等级m 时,则表示为GB/T 1804—m。 #如用比一般公差还大的公差,则应在 尺寸后标注相应的极限偏差(如:盲孔深度 尺寸)
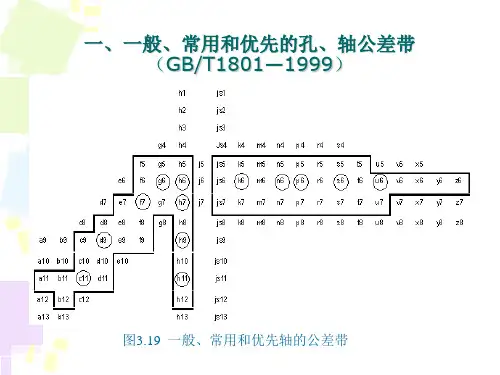
第六节 一般、常用和优先的公差带与配合
GB/T1801—1999规定了基本尺寸 ≤500mm的一般用途轴的公差带116个和孔的公 差带105个,再从中选出常用轴的公差带59个和 孔的公差带44个,并进一步挑选出孔和轴的优先用 途公差带各13个,如教材图3.19(一般、常用和 优先轴的公差带)和图3.20(一般、常用和优先孔 的公差带)所示。图中方框中的为常用公差带,圆 圈中的为优先公差带。选用时,以优先、常用、一 般、任一孔、轴公差带为顺序;以优先、常用、任一 孔、轴公差带组成配合为顺序。
二、一般公差的规定
一般公差规定四个等级:f(精密级)、m (中等级)、c(粗糙级)、v(最粗级)。这4个 公差等级相当于ITl2、ITl4、IT16和IT17。 在基本尺寸0.5~4000mm范围内分为8个 尺寸段。极限偏差均对称分布。具体值见表3.14。 标准同时也对倒圆半径与倒角高度尺寸的极限偏差 的数值作了规定,见教材表3.15。
(GB/T1804-2000)
第七节 一般公差 线性尺寸的未注公差
一、一般公差的定义(线性尺寸的未注公差)
线性尺寸的未注公差(一般公差)是指在车间普通工艺 条件下,机床设备的一般加工能力可保证的公差。在正常维 护和操作情况下,它代表车间的一般的经济加工精度。国家 标准GB/T 1804—2000《一般公差 未注公差的线性和 角度尺寸的公差》等效地采用了国际标准中的有关部分,替 代了GB/T 1804—1992《一般公差 线性尺寸的未注公 差》。 简单地说一般公差就是只标注基本尺寸,未标注公差。 (如:Φ30、100)即通常所说的“自由尺寸”。 一般公差正常情况下,一般不检验。
孔、轴公差与配合
6、孔、轴公差代号与配合代号
1)孔、轴公差带代号 由基本偏差代号与标准公差等级号组成,例如:
φ50H8—基本尺寸为φ50的孔的公差带代号; 其中基本偏差代号为H,标准公差等级8级
φ25f7—基本尺寸为φ25轴公差带代号; 其中基本偏差代号为f,标准公差等级7级
2)孔、轴配合代号 将相互配合的孔公差带号与轴公差带代号组合而成,
φ45T7/h6 T7孔的基本偏差 ES=-ei+(Th-Ts)
=-54+9=-45μm 查附表3-5得 ES=-54+9=-45μm 两种方法结果相同。
三、公差与配合在图样上的标注
1、装配图上,在基本尺寸后标配合代号 2、零件图上,在基本尺寸后标注公差代号, 有三种标注形式:
1)代号标注法:65k6 适用于大批量生产 2)偏差标注法:65(00..00201)2 适用于小批量生产 3)混和标注法:65k6(00..0020)12适用于批量未定
2.工艺等价性:在高精度或较高精度的间隙、过渡 和过盈配合中,一般取孔比轴低一个级别。
其中:间隙和过渡配合时IT≤8级为高或较高精度, 过盈配合时IT ≤ 7级为高精度或较高精度。
下面按配合的三种种类来讨论:
1)间隙配合A-H中孔的基本偏差EI的确定
如图所示:平行移动后,基孔制变成了基轴制,
根据倒影关系有: Xmin=Xmin’
3)过盈配合P-Zc中孔的基本偏差ES的确定 如图所示:平行移动后,基孔制变成了基轴制,
Ymin Ym’in
+ 0 -
Ymax Y’max
D
由倒影关系:Ymin=Ymin‘ 而其中: Ymin=ES-ei=(EI+Th)-ei=Th-ei
Ymin’=ES-ei=ES-(es-Ts)=ES+Ts 代入整理得:ES=-ei+(Th-Ts)
互换性与测量技术基础第三章
第一节 基本术语和定义 第二节 尺寸的公差与配合 第三节 尺寸公差与配合的选用 第四节 尺寸的检测
第一节 基本术语和定义
一、有关尺寸、公差和偏差的术语及定义
(一)尺寸 尺寸是以特定单位表示线性尺寸的数值,如直 径、半径、宽度、深度、高度、中心距等。
有关尺寸、公差和偏差的术语及定义
(二)基本尺寸(D,d) 基本尺寸是通过它应用上、 下偏差可算出极限尺寸的尺寸。 通常由设计者给定,用D和d表 示(大写字母表示孔、小写字 母表示轴)。它是根据产品的 使用要求,根据零件的强度、 刚度等要求,计算出的或通过 试验和类比方法而确定的,经 过圆整后得到的尺寸,一般要 符合标准尺寸系列。如图3-1所 示,φ20mm及30mm为圆柱销直 径和长度的基本尺寸。
有关配合的术语及定义
(三)间隙(X)或过盈(Y) 在孔与轴的配合中,孔的尺寸减去轴的尺寸所得 的代数差,当差值为正时叫做间隙(用X表示),当 差值为负时叫做过盈(用Y表示)。
有关配合的术语及定义
(四)配合的种类 根据孔、轴公差带之间的关系,配合分为三大 类,即间隙配合、过盈配合和过渡配合。 1.间隙配合 间隙配合是指具有间隙(包括最小间隙为零) 的配合。此时,孔的公差带在轴的公差带之上,如 图3-6所示。
}
公差与配合示意图
有关尺寸、公差和偏差的术语及定义
(七)公差带图解 前述有关尺寸、极限偏差及公差是利用图3-3a 进行分析的。从图中可见,由于公差的数值比基本 尺寸的数值小得多,不便用同一比例表示。显然, 图3-3a中的公差部分被放大了。如果只为了表明尺 寸、极限偏差及公差之间的关系,可以不必画出孔 与轴的全形,而采用简单明了的公差带图解表示, 如图3-3b所示。公差带图解由两部分组成:零线和 公差带。
第一节 基本术语和定义
一、有关尺寸、公差和偏差的术语及定义
(一)尺寸 尺寸是以特定单位表示线性尺寸的数值,如直 径、半径、宽度、深度、高度、中心距等。
有关尺寸、公差和偏差的术语及定义
(二)基本尺寸(D,d) 基本尺寸是通过它应用上、 下偏差可算出极限尺寸的尺寸。 通常由设计者给定,用D和d表 示(大写字母表示孔、小写字 母表示轴)。它是根据产品的 使用要求,根据零件的强度、 刚度等要求,计算出的或通过 试验和类比方法而确定的,经 过圆整后得到的尺寸,一般要 符合标准尺寸系列。如图3-1所 示,φ20mm及30mm为圆柱销直 径和长度的基本尺寸。
有关配合的术语及定义
(三)间隙(X)或过盈(Y) 在孔与轴的配合中,孔的尺寸减去轴的尺寸所得 的代数差,当差值为正时叫做间隙(用X表示),当 差值为负时叫做过盈(用Y表示)。
有关配合的术语及定义
(四)配合的种类 根据孔、轴公差带之间的关系,配合分为三大 类,即间隙配合、过盈配合和过渡配合。 1.间隙配合 间隙配合是指具有间隙(包括最小间隙为零) 的配合。此时,孔的公差带在轴的公差带之上,如 图3-6所示。
}
公差与配合示意图
有关尺寸、公差和偏差的术语及定义
(七)公差带图解 前述有关尺寸、极限偏差及公差是利用图3-3a 进行分析的。从图中可见,由于公差的数值比基本 尺寸的数值小得多,不便用同一比例表示。显然, 图3-3a中的公差部分被放大了。如果只为了表明尺 寸、极限偏差及公差之间的关系,可以不必画出孔 与轴的全形,而采用简单明了的公差带图解表示, 如图3-3b所示。公差带图解由两部分组成:零线和 公差带。
基轴制常用、优先配合
由于过盈量较小,与过盈配合相比,虽须加紧固 件才适用于传递负荷,但装拆比较方便。
因此,过渡配合常用在相配件同轴度精度要求较高, 且需要拆卸的可拆结合
具体确定某种过渡配合时,主要考虑以下三方
面:
一是所受负荷的大小及类型,负荷越大或受冲
击负荷,应选平均过盈大的过渡配合;
二是同轴度要求,当结合件的同轴精度要求高 时,应选平均过盈较大的过渡配合;
各种间隙配合的特征是:a(A)形成的配合间
隙最大,其后间隙依次减小,h(H)形成的配合最小
间隙等于零。
间隙配合中的间隙用于贮存润滑油,形成一层 油膜,以保证液体摩擦,还用来补偿温升引起的变 形、安装误差及弹性变形等引起的误差。
间隙配合在生产中有两种用途:一是广泛地用于
相配件需做相对运动的结合;二是加键、销等紧固件
具体选用某种过盈配合时,若不附加紧固件, 其选择原则是:
最小过盈应保证传递所需的最大负荷(包括 转矩和轴向力),同时最大过盈应不使相配件的 材料应力过大而产生破坏或塑性变形。
当这两项要求不易同时满足时,则要采用加
紧固件或用分组装配法来解决。
选择过盈基本偏差的依据是最小过盈。
三大类配合各种基本偏差的应用实例见表1.2.5, 供选用时参考。
d(D) 间 隙 配 合
与IT7~IT11对应,适用于较松的间隙配合(如滑轮、空转带轮与轴 的配合),以及大尺寸滑动轴承与轴的配合(如涡轮机、球磨机等 的滑动轴承)。活塞环与活塞槽的配合可用H9/d9
与IT6~IT9对应,具有明显的间隙,用于大跨距及多支点的转轴与 轴承的配合,以及高速、重载的大尺寸轴与轴承的配合,如大型电 机、内燃机的主要轴承处的配合为H8/e7 多与IT6~IT8对应,用于一般转动的配合,受温度影响不大,采用 普通润滑油的轴与滑动轴承的配合,如齿轮箱、小电机、泵等的转 轴与滑动轴承的配合为H7/f6 多与IT5,IT6,IT7对应,形成配合的间隙较小,用于轻载精密装置 中的转动配合,用于插销的定位配合,滑阀、连杆销等处的配合, 钻套孔多用G 多与IT4~IT11对应,广泛用于无相对转动的配合,一般的定位配合, 若没有温度、变形的影响,也可用于精密滑动轴承,如车床尾座孔 与滑动套筒的配合为H6/h5
公差与配合的选择原则
二、极限与配合的选用
计算法选择配合 若两工件结合面间的过盈或间隙量确定后,可以通 过计算并查表选定其配合。根据极限间隙(或极限过 盈)确定配合的步骤是: 1) 首先确定基准制, 2) 根据极限间隙(或极限过盈)计算配合公差, 3) 根据配合公差查表选取孔、轴的公差等级, 4) 按公式计算基本偏差值, 5) 反查表确定基本偏差代号, 6) 校核计算结果。
活塞 连杆 过渡配合 活塞销 + 0 _ m6 H7 g6 m6
+ 0 _
fD
G7
M7
h6
M7
Байду номын сангаас
间隙配合
教材图2-16基准制选择示例(一)
fD
过渡配合
(4)与标准件配合的基准制选择 若与标准件(零件或部件)配合,应以标准件为 基准件、来确定采用基孔制还是基轴制。 如平键、半圆键等键联接,由于键是标准件, 键与键槽的配合应采用基轴制;滚动轴承外圈与箱 体孔的配合应采用基轴制,滚动轴承内圈与轴的配 合应采用基孔制。
极限与配合的选择原则:实质上是尺寸的精度设计。
圆柱结合的精度设计
圆柱结合的精度设计实际上就是圆柱结合 的公差与配合的选用,它是机械设计与制造中 至关重要的一环,公差与配合的选用是否恰当, 对机械的使用性能和制造成本有着很大的影响。 圆柱结合的精度设计包括:
配合制的选用 公差等级的选用 配合的选用
配合制的选用
二、极限与配合的选用
配合种类的选择 本质:在确定了基准制的基础上,根据使用 中允许间隙或过盈的大小及变化范围,选定非 基准件的基本偏差代号。有的配合同时确定基 准件与非基准件的公差等级。 方法:1.计算法 2.试验法 3.类比法
二、极限与配合的选用
一般常用和优先的公差带与配合资料
圆 Xmin=0-(-0.025)=0.025mm 柱 Tf=|0.131-0.065|=0.064mm
公 为基孔制间隙配合。 差
0.039
与 配
+
孔
0
合
- -0.025
轴
ø50
-0.050
作业讲评:
P200.第3题:
第 (3). Ø30K7/h6 三 解:查表1-8.IT7=0.021mm.IT6=0.013mm 章 查表1-11.Ø50K7的基本偏差为下偏差,
圆
若为基轴制,则配合代号为 9G 56 (0 0 ..0 03 1 )/4 2h 5 (0 0 .01 )5
柱
公
差
+0.022
与 配 合
+
0
H6 0
-
-0.012
g5 -0.027
φ 95
基孔制
习题课
一、判断题 〔正确的打√,错误的打X〕
第 三
1.公差可以说是允许零件尺寸的最大偏差。(X)
章 2.基本尺寸不同的零件,只要它们的公差值相同,就可
根据题意有: Xmin=EI-es≥ [Xmin]
解此不等式得:es ≤-10 μm
查表3.4可知:轴的基本偏差代号为g时,es=-12μm
第
∴公差代号为g5,且ei=-27 μm
三
章
配合代号为 9H 56 (0 0 .02 )/2 g 5 ( 0 0 ..0 01 2 )2 7
验算(略)。
与 7.标准对孔和轴各设置了_______2_8____________个基本偏差
配 代号,对于轴a--h的基本偏差为____上__偏__差__________,与
合
公差带与配合的选用
H11 C11 c11 h11
H9 D9 d9 h9
间隙量非常大,用于很松、转动很慢的 动配合;要求大公差与大间隙量的外露 部件;要求装配方便的很松的配合。
间隙量很大的自由转动配合,用于精度非 主要要求时,或有大的温度变动、高转速 或大的轴颈压力时。
三、配合的选择
1 、间隙配合
大间隙配合,用于不重要的配合或高温及工作条件较差处 的配合。 H12/b12
二、公差等级的确定
IT01-IT02:量块长度公差和其它精密尺寸标准块公差 IT3-IT5:精密度要求很高和重要的配合处 IT6-IT7:精密配合和关键件,要求配合的均匀性
IT7-IT8:一般精度的配合或重型机械中,用于精度要求 高的场合,农业机械中的重要场合 IT9-IT11:一般要求的场合,不重要的场合或精度等级 要求较高的槽宽配合或长度尺寸配合要求较高的场合
H7 G7 间隙很小的滑动配合。用于不希望自由转 g6 h6 动,但可以自由移动和滑动;也可用于要
求明确的定位配合。
三、配合的选择
1 、间隙配合
钻套 衬套
钻模板
H7/g6 H7/n6
钻套及衬套的配合
为较小间隙的配 合,用于精密机构、 转速较低的滑动配 合,如分度头的主 轴与轴承配合,还 用于同轴度要求较 高,工作中要求能 快速装拆的定位配 合。
转动或移动 转动和移动的复合运动
过渡配合或小的过盈配合
基本偏差为H(h) 、G(g)等 间隙配合 基 本 偏差 为A-F(a-f) 间隙 配合
三、配合的选择
(1)结合件间有相对运动
轴向移动件间的间隙要比旋转运动件的间隙大。 高速回转运动要比低速回转运动的间隙大 运动的准确性要求高或回转精度要求高,间隙应小。 当支撑数目多时,为补偿位置误差的影响间隙大。 润滑油的粘度大时间隙应稍大。
《互换性与技术测量》第一章 孔与轴的极限与配合
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
5.提取组成要素的局部尺寸: 一切提取组成要素上两对应点距离的统称。 6 .极限尺寸: 指允许的尺寸变化的两个极限值,它包括上极限尺寸和下极 限尺寸。 上极限尺寸(或最大极限尺寸):尺寸要素允许的最大尺寸。 下极限尺寸(或最小极限尺寸):尺寸要素允许的最小尺寸。
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
Dmax 、Dmin 、d max 、d min
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
Dmin Da Dmax
d min d a d max
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
三、有关偏差和公差的术语和定义(续)
X max Ymax 2
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
四、有关配合的术语和定义(续)
4.配合公差 间隙配合 T f X max X min Th Ts
过盈配合 T f Ymax Ymin Th Ts
过渡配合 T f X max Ymax Th Ts 它反映配合性质, 即配合松紧变化程度。
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
三、有关偏差和公差的术语和定义(续)
4. 极限制
公差带有两个基本参数: 位置ES(es)或EI(ei) 用标准化的公差与极限偏差组成标准化的孔、轴公差带的制 度称为极限制。 大小(Th
、Ts
)
第一章 孔与轴的极限与配合
§2 极限与配合的基本词汇
第一章 孔与轴的极限与配合
§3 极限与配合国家标准
一、孔、轴标准公差系列(公差带大小的标准化) 2. 标准公差等级与代号
第二章 尺寸公差与配合(2010)
–
位置极限偏差 (标准化) 基本偏差(表1.6 基本偏差数值)
尺寸公差带二要素——标准公差IT和基本偏差
上偏差
+0.021
+ 0 60
T
下偏差 + 0 -
+0.002
T
下偏差
-0.019
D
大小——由公差值T确定 尺寸公差带二要素 基本偏差 位置——由上偏差或下偏差确定
靠近零线的上偏差或下偏差
尺寸公差带图(举例)
ei
+0.017
Ts
0.016 -0.042 -0.083 -0.0625 0.041
Ф60
+0.009
-0.021
0.03
0
-0.019
0.019
0.028
-0.021
+0.0035
0.049
Ф10
+0.022
0
0.022
-0.013
-0.035
0.022
+0.057
+0.013
0.035
0.044
零件合格的条件:
最大极限尺寸≥实际尺寸≥最小极限尺寸 Dmax ≥ Da ≥ Dmin dmax ≥ da ≥ dmin Lmax ≥ La ≥ Lmin
最大实体尺寸(DM、dM)
合格工件的起始尺寸
Dmin
孔最细时占 有材料最多
dmax
轴最粗时占 有材料最多
最大实体尺寸(MMS)---实际孔(轴)在最大实体状态下 (MMC)的极限尺寸 孔:DM=Dmin 轴:dM=dmax
尺寸公差(即↑相配合的孔轴加工精度)。
计算: 孔 5000.025 mm与轴 500..025 mm 0 041
优先配合、常用配合的特征及应用
属于轻型压入配合,用在传递 小扭矩或轴向力时(较中型压 入配合小一半左右),若承受 冲击载荷,则应加辅助紧固件
2/3
优先配合、常用配合的特征及应用
基本偏差 配合种类 轴或孔 s S t T u U 基准轴
相对平均过盈大于 相对平均过盈大于 相对平均过盈大于 相对平均过盈大于 相对平均过盈为大 相对平均过盈为大 相对平均过盈为大 0.00072至0.0018;相 0.00095至0.0022;相 0.00117至0.00125; 0.00117至0.0031;相 于0.0021至0.0029; 于0.0026至0.004;相 于0.0005至0.0018 对最小过盈大于 对最小过盈大于 相对最小过盈大于 对最小过盈大于 相对最小过盈为 对最小过盈为大于 0.00026至0.00105 0.00038至0.00112 0.00125至0.00132 0.0016至0.0019 0.002左右 0.00244至0.0027 H6 s5 H7 s6 S6 h5 S7 h6 H6 t5 H7 t6 H8 t7 T6 h5 T7 h6
H6 H7
h5 h6 h7 H8 e7 H8 e8 H9 e9 E8 h7 E8 h8 E9 h9
H8 h8 H9 H10 H11 H12 h9 h10 h11 h12 H11 a11 A11 h11 H11 b11 H12 b12 B11 h11 B12 h12 H11 c11 H9 c9 H10 c10 C11 h11
H6 H7
h5 h6 h7
H7 u6 H8 u7
U7 h6
H7 v6
H7 x6
H7 y6
H7 z6
H8 h8 H9 H10 H11 H12 h9 h10 h11 h12