M01-89010054 检查基准书、送货检验指导书V02
品质检验作业指导书

所有箱唛数量、净重、毛重等数据必须填写清晰,笔画规范,不可出现涂改。
外箱P/O为客户端的P/O,每批以业务提供给工厂的资料为准。
不尽事项后续补充。
3.包装方式和外观
(Packing method)
常见问题及结果判定:
内部装箱不满、松动,运输存在散乱且损坏风险(MAJ)。
3.0產品規格ProductSpecification:
產品規格Product Specification(圖紙或規格參數截圖)
4.0產品图片ProductPhoto's:
產品正面Front view
產品背面Rear view
產品側面Side view
產品底部Bottom view
產品頂部Top view
配件Accessory view
5.0外观和性能檢查Appearance and performance inspection
检验
项目
图片
检验重点及结果判定
1.外箱包装
(Carton Package)
常见问题及结果判定:
外箱破损、封箱胶翘起(MAJ)。
外箱规格尺寸(MAJ):
60mm
包胶部位线材焊接有无存在焊接不饱满现象(MAJ).
所标识的电压规格要符合规格要求(MAJ)。
线序不对应(MAJ)。
用约1.5kgf的力度拉某一根线脱落(MAJ)。
不尽事项后续补充。
8.产品配件裝配及連接(Accessory assembly)
常见问题及结果判定:
連接插頭間隙過大(Min)。
插頭插拔困難,接觸不良(MAJ)。
版本歷史Revision History
检验指导书范本-最新版

GOODBABY CHILD PRODUCTS CO.,LTD
STROLLER DIVISION
好孩子儿童用品有限公司
推车事业部
Inspection Specification For Self-Made Parts of C3000 series C3000自制件检验指导书
(Q/JZ·C3000·J·A0)
版本: A0
编制:
审核:
会签:
批准:
生效日期: 年月日
C3000 自制件检验指导书目录
F-CG-3064
标记处数更改文件号签名日期批准A0
F-CG-3064图号C3000-106 页码/ Page
零件名称后篷杆 2 / 29
附录一:
工装名称检验方法和要求:
外形工装1.将零件放进工装中用压板将零件压紧;
2.推动中间滑块检验零件成型高度;
附录二:
工装名称检验方法和要求:附录三:
工装名称检验方法和要求:
编制:会签:审核:批准:
编制:会签:审核:批准:。
包装检查基准书

酷比通信设备有限公司
拟 制/日期 审 核/日期 批 准/日期
№ 检查项目 判定基准
李云峰
文件编号
包装检查基准书
版本
A/1
页码
1of2
标准化/日期
检查工具 备注
外观检查 1 AQL=0.65
说明书
●
检查是否有裁切不良、印刷模糊、印刷偏位、缺页、多件、少件、脏污、说 明书包装顺序是否正确。
目测
外观检查 2 AQL=0.65
彩盒
●
破损、褶皱、磁铁不吸、烫金不良、印刷偏位、脏污、移位、颜色标贴标识 错误。
目测
外观检查 3 AQL=0.65
标签
●
标签是否有漏、缺、打印错误、粘贴不规范(偏斜、翘曲、缺损、位置不统 一等)超出定位框或位置、
目测
4信赖性检查 N=5以下实验项目的判定基准及测试设备参照机构物信赖性实验规格
● ●
特殊事项:
Rev:A/1 PAGE:1/2
检查基准书版本追加履历现况
版本号码 A/1 追加项目数 1 追加项目内容 登录日期:2010-5-24 追加日期 2010-5-24
Rev:A/1 PAGE:1/2
检测作业指导书模板
检测作业指导书模板第一法:1范围见附录2检验依据/原理2.1检验依据:2.2原理:3试剂/对照品除特殊说明,所用试剂均为分析纯。
3.1试剂:3.1.13.2对照品:3.2.14仪器/设备4.1仪器:4.1.1电子天平4.1.2……5分析方法5.1仪器条件5.2溶液制备5.2.1 对照品溶液制备:5.2.2 供试品溶液制备:5.3测定5.4结果计算X=C×V×100/M式中:X—试样中大蒜素的含量,mg/100g;C—试样中大蒜素的浓度,mg/mL;M—试样的质量,g;V—试样稀释的体积,mL。
6注意事项6.16.2……7相关记录7.1 《×××》 TCJC-JL-×××7.2 《×××》 TCJC-JL-×××……8变更记录第二法:1范围见附件2检验依据/原理2.1检验依据:2.2原理:3试剂/对照品除特殊说明,所用试剂均为分析纯。
3.1试剂:3.1.13.2对照品:3.2.14仪器/设备4.1仪器:4.1.1电子天平4.1.2……5分析方法5.1仪器条件5.2溶液制备5.2.1 对照品溶液制备:5.2.2 供试品溶液制备:5.3测定5.4结果计算X=C×V×100/M式中:X—试样中大蒜素的含量,mg/100g;C—试样中大蒜素的浓度,mg/mL;M—试样的质量,g;V—试样稀释的体积,mL。
6注意事项6.16.2……7相关记录7.1 《×××》 TCJC-JL-×××7.2 《×××》 TCJC-JL-×××……8变更记录第三法:第四法:……汤臣倍健股份有限公司检测中心第0页/共1。
M01-53070020 检查基准书、送货检验指导书V02

检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
7 6 5 4 3
2
1 序号
02 01 符号
型式试验 材料性能
尺寸 焊接性能 功能及子件
产品外观
包装与标识 检查项目
见量产PV试验计划
量产PV试验计划
量产PV试验计划
DV/PV要求
1次/年 (6月份提交)
化学成分检测 机械性能检测
光谱仪、显微镜、 光谱仪、显微镜、 拉伸试验机等 拉伸试验机等
1件/批
1件/批
见测点图/尺寸测量报告要求
检具、三坐标等
检具
5件/批
3件/批
破坏性检验(熔深等)结果符合要求
显微镜
显微镜
焊缝数量及长度符合图纸要求
孔数量及位置符合图纸要求
游标卡尺、扭力扳 目视、游标卡尺、
螺栓/螺母/螺纹管数量及型号符合图纸要
SOP前
SOP后
检查频率
供方
供应商全称 上海友升铝业有限公司
责任人
日期
2020/3/23 2018/10/22 更改日期
更新SOP检查项 创建
更改理由
宋永亮 李军 审核
张远 刘方成 批准
研发 日期
理想汽车代表确认
PTC 日期
车型
M01
零件名称 仪表板管梁右下安装支架 零件号
M01-53070020
手等
扭力扳手等
求,扭矩满足规范
100%
3件/批Байду номын сангаас
子件完整无缺失、无多余
零件表面无裂痕,无损伤,无锈蚀
钢印码标识检查 毛刺<0.3mm,拉毛以指甲挂不住为合格
品质检验指导书
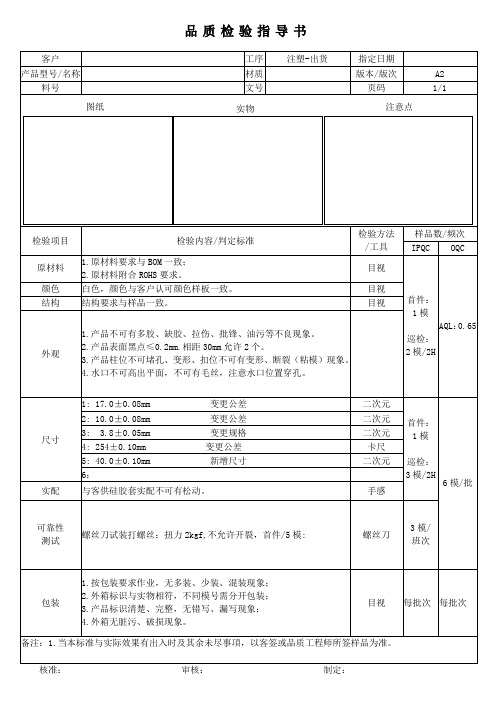
客户 工序 注塑-出货指定日期 产品型号/名称材质 版本/版次 A2 料号文号页码1/1检验项目 检验内容/判定标准检验方法 /工具 样品数/频次 IPQCOQC原材料 1.原材料要求与BOM 一致; 2.原材料附合ROHS 要求。
目视 首件: 1模 巡检: 2模/2HAQL :0.65 颜色 白色,颜色与客户认可颜色样板一致。
目视 结构结构要求与样品一致。
目视外观 1.产品不可有多胶、缺胶、拉伤、批锋、油污等不良现象。
2.产品表面黑点≤0.2mm.相距30mm 允许2个。
3.产品柱位不可堵孔、变形、扣位不可有变形、断裂(粘模)现象。
4.水口不可高出平面,不可有毛丝,注意水口位置穿孔。
尺寸1: 17.0±0.08mm 变更公差 二次元 首件: 1模 巡检: 3模/2H6模/批2: 10.0±0.08mm 变更公差 二次元 3: 3.8±0.05mm 变更规格 二次元 4: 254±0.10mm 变更公差 卡尺 5: 40.0±0.10mm 新增尺寸 二次元 6:实配 与客供硅胶套实配不可有松动。
手感可靠性 测试螺丝刀试装打螺丝:扭力2kgf,不允许开裂,首件/5模: 螺丝刀3模/ 班次包装1.按包装要求作业,无多装、少装、混装现象;2.外箱标识与实物相符,不同模号需分开包装;3.产品标识清楚、完整,无错写、漏写现象;4.外箱无脏污、破损现象。
目视 每批次 每批次备注:1.当本标准与实际效果有出入时及其余未尽事項,以客签或品质工程师所签样品为准。
核准: 审核: 制定:图纸实物注意点品质检验指导书。
物料配送作业指导书(检测组)
4
精益改进:2检测流转流程(第四版)
备用 待测 物料 架
三坐标测量仪器
物流通道
10
待测物料架
当急 日料 8
已测物料架
9 物流通道 电脑
电脑
物料员
4 配送作业
1、依据“装配需求信 息”查看看板 2、如有已经检测的, 在看板中用“蓝笔” 勾划对应零件 8 3、然后取物料车,取 对应的物料箱 9 4、如是待检测,将其 移入急料箱中 10 5、如无,向计划报警
电脑
测量员
2 检测取件作业
1、若待测零件有急 料,先用物料车取 急料 5 2、如无取当日检测 箱6
3
精益改进: 2 检测流转流程(第四版)
备用 待测 物料 架
三坐标测量仪器
物流通道 2
待测物料架
当急 日料
7
已测物料架
8 物流通道 电脑
电脑
测量员
3 检测后作业
1、采用物料车转移 零件 2、依据检测的零件 号,在看板中用“黑 笔”勾划对应零件 7 3、依据钳工组别信 息,将零件归箱 8 4、沿物流途径,重
精益改进: 2 检测流转流程(第四版)
备用 待测
当急 日料
已测物料架
物流通道 电脑
电脑
测量员 测量区域 平面图
1
精益改进: 3 检测流转流程(第四版)
三坐标测量仪器
物流通道
2
3
备用 待测
1
待测物料架
当急 日料 4
物料 架
已测物料架
物流通道 电脑
电脑
物料员
1 送检作业
1、若待测零件为急料, 沿物流指头送到 3 为正常物料,送到
1 ,若无法存储, 则放入 2 2、依据存储区域,在 看板上进行登录 4 急料用“红笔”注明 区域;正常用“蓝笔”
包装材料检验指导书
1.0目的:本指导书规定了××××食品有限公司包装材料进仓检验方法,有指导书中未规定的详细内容,请参考《锦泰包装材料标准》,对检查中存在的任何疑问和争议均以相关标准为准。
2.0范围:本指导书适用××××食品有限公司质量部包装材料检验师和中班GMP质量督察等检验人员使用.3.0定义:无4.0职责:4.1包装材料仓库负责收货,并负责通知质量部检验人员。
4.2搬运装卸员工负责装卸过程中的异物、损坏现象的发现并通知质量部处理。
4.3质量部人员负责检验到货的包装材料、并对检验结果负责。
5.0内容:5.1检查运输车辆和外包装的外观质量情况,有无异味,异物及其他外来污染等。
5.2 卷膜5.2.1检验方法:打开纸箱,剪去卷膜的前3米,然后取样3-5米。
5.2.2检验项目:包装:内衬塑料薄膜,外用瓦楞纸箱,包装纸箱良好。
端面:端面平整,卷膜端面与纸芯端面之间相差不超过2mm。
纸芯:纸芯完好,不变形,内径在76+2mm范围内。
收卷:松紧适度,无松动现象。
表面:表面整洁,无破损,无烫伤,无外伤等。
尺寸:符合相应产品规格尺寸,误差不超过锦泰包装材料标准要求。
印刷:套印准确,偏差≤0.3毫米,色相正常,无污点,图案和文字清晰完整,色样符合设计部提供的标准签样。
接口:接驳胶纸颜色鲜艳容易辨别,每卷接口数量≤3个。
复合:复合卷膜厚度符合锦泰标准及偏差范围,不起层,不起泡,无折皱。
其他:卷膜不得有异物异味,开箱后闻不到残留溶剂气味(常温),对怀疑残留异味较严重的,参照锦泰包装材料标准气味测试方法测试。
5.3外袋5.3.1 检验方法:打开包装纸箱,逐个检查,随机抽样数量及方法符合包装材料标准要求。
5.3.2 检验项目:包装:外包装用瓦楞纸箱,捆扎,包装纸箱不得破损,变形及潮湿。
表面:表面整洁,无破损,无烫伤,无外伤等。
印刷:套印准确,偏差 0.3毫米,色相正常,无污点,图案和文字清晰完整,色样符合市场部提供的标准签样。
产品检查基准书
记录 1 2 3
日期
修改内容
担当
D-卡尺 E-目视 P-投影仪 M-千分尺 H-高度规 SM-盐雾试验机 RI-圆度仪 N-专用检具 CT-同心度仪 DR-内径千分尺 TG-塞尺 HT-硬度计 DM-深度仪 RI-圆度仪 PG-针规 L-螺纹塞规 RG-螺纹环规 RT-光洁度仪 TBT-高底温测试仪 TM-膜厚仪 R-卷尺
5 出货 规格
6
ϕ15.5*25000MM
2017/11/8
版本/次
A/0
MIL-STD-105E
AQL:外观1.5,尺寸1.0,功能0.65。
无变形、凹坑、开裂、色差等不良
外观 1 ϕ 15.5± 0.5 2 3 25000±2 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
检具 重要 代码 尺寸
控制项目
外观
0 1 2
E
★
CT ★ CT ★ ★ ★
3 ϕ9.908+0.006 M
Ra0.6 4 5 30.5±0.15 19±0.1 6 7±0.05 7 4.5±0.03 8 9 3.5±0.03 Ra0.6 10
RT D PP D D P RT M
★ ★ ★ ★ ★
11 12
D-卡尺 E-目视 P-投影仪 M-千分尺 H-高度规 SM-盐雾试验机 RI-圆度仪 N-专用检具 仪器 代 CT-同心度仪 DR-内径千分尺 TG-塞尺 HT-硬度计 DM-深度仪 RI-圆度仪 PG-针规 码 L-螺纹塞规 RG-螺纹环规 RT-光洁度仪 TBT-高底温测试仪 TM-膜厚仪 R-卷尺
审核:
制定:
XX公司
制程检查基准书
工序号 工序名
出货检查成绩书
长度
外径 外径 表面粗糙度 螺纹 同心度 槽宽 槽深 长度 长度
部位 1 1
2
1 1 1 2 1 1
1 1 1
规格值 基准值 单位 261.5 mm
55
mm
7
mm
10
φ
8
φ
0.8
Ra
M10
φ0.02/A mm
3
mm
1.8
mm
10
mm
15
mm
担当 协议
范围
0.5 -0.2
0.2 -0.2
0.2
5
MIN MAX
5
5
通规通 止规止
5
5 通规通 止规止
5
5
5
NO1
(書式NO-QPSS-02-02)
测定值 NO2 NO3 NO4
NO5
13
振动
14
位置度
15
伤、异物付着
16
总长
17
长度
18
槽宽、槽径
19
槽宽、槽径
20
同心度
1
0.3
mm
以下
百分表
5
1
0.02/A mm
以下
投影机
5
目视
5
1 (330.5) mm
-0.2 -0.013 -0.025 -0.013 -0.025
以下
方法
卡尺 高度尺 高度尺
千分尺、Φ10轴承
千分尺 表面粗糙度仪
螺纹规
以下
0.025 0
0.1 0
0.2 -0.2
0.2 -0.2
MIN MAX
5
MIN MAX
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
更新SOP检查项 创建
更改理由
零件名称
宋永亮 李军 审核
张远 刘方成 批准
管梁调节螺母
研发 日期 零件号
理想汽车代表确认
PTC 日期 M01-89010054
编号:
检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
6 5 3 2 1 序号
02 01 符号 车型
型式试验 见量产PV试验计划
尺寸 功能及子件 产品外观 包装与标识
见测点图/尺寸测量报告要求 装配子件无缺失 垫圈可自由旋转,无卡滞问题 零件表面无裂痕,无损伤,无锈蚀 符合包装规范 标签与实物相符
检查项目
质量标准
量产PV试验计划 游标卡尺等
量产PV试验计划 游标卡尺
DV/PV要求 5件/批
1次/年 (6月份提交)
3件/批
目视、手动
目视、手动
5件/批
3件/批
目视
5件/批
3件/批
目视
100%
100%
检查工具
供方 责任人
日期
检查方法
SOP前
SOP后
检查频率
供应商全称
上海友升铝业有限公司
2020/3/23 2018/10来自22 更改日期