激光切割机数控系统
300X400数控激光切割机设计

300X400数控激光切割机设计数控激光切割机是一种高精度、高效率的切割设备,广泛应用于金属材料的切割加工领域。
在设计一台300X400数控激光切割机时,需要考虑以下几个方面:结构设计、光学系统设计、运动控制系统设计和安全设计。
1.结构设计:数控激光切割机的主要结构包括机床、激光器、切割头和控制系统。
机床的设计应尽可能稳定,采用高强度材料制造,以保证切割过程中的精度和稳定性。
机床的尺寸为300X400,适中的工作台尺寸,方便搬运和操作。
2.光学系统设计:激光光学系统是数控激光切割机最关键的部分之一,决定了切割效果的质量。
光学系统包括光束传输途径、聚焦透镜、辅助气体和调整装置。
在设计中,需要根据切割材料选择合适的聚焦透镜和辅助气体,以达到最佳的切割效果。
3.运动控制系统设计:数控激光切割机的运动控制系统是整个设备的核心部分,主要包括伺服系统和运动控制卡。
伺服系统可以控制机床的运动,实现高精度的切割动作。
运动控制卡负责接收来自数控系统的指令,并将其转换成适合伺服驱动器的信号。
在设计中,需要考虑运动控制系统的精度和速度,以满足不同切割需求。
4.安全设计:数控激光切割机的操作过程中存在一些潜在的安全风险,设计中需要采取一些安全措施。
例如,添加光栅保护装置,当有人员靠近切割区域时,自动停止激光切割机的运动;添加烟雾排出系统,及时排出切割过程中产生的有害气体等。
总之,设计一台300X400数控激光切割机需要综合考虑结构设计、光学系统设计、运动控制系统设计和安全设计等方面的因素。
通过合理的设计和工艺优化,可以提高切割效率和精度,满足客户的不同切割需求。
数控切割机和激光切割机的区别

数控切割机和激光切割机的区别数控切割机和激光切割机是现代加工行业中常用的切割设备,它们在加工材料时起着至关重要的作用。
虽然它们都是用于切割材料的工具,但在原理、适用范围和加工效果等方面有着明显的区别。
1. 原理数控切割机是一种通过激光或火焰等高温工具来加热和切割材料的设备。
而激光切割机则是利用激光束对材料进行高速切割。
两者都是利用高热的方式将材料切割,但原理和使用方式不同。
2. 适用范围数控切割机适用于对厚度较大、密度较高的金属材料进行切割,如钢铁等。
而激光切割机则更适用于对薄板材料,如金属、塑料、橡胶等进行精细切割。
因为激光切割可以实现高精度、高速度的切割,适用范围更广。
3. 加工效果数控切割机切割时会产生一定程度的热变形和氧化问题,而激光切割机在切割过程中几乎没有热影响区,可以实现精确的切割,边缘无需二次加工。
因此,激光切割机在加工精度和表面质量方面更胜一筹。
4. 设备投资一般来说,激光切割机的设备投资要高于数控切割机,因为激光设备本身的成本较高。
此外,激光切割机的维护成本和使用成本也较高。
而数控切割机相对来说投资成本较低,适合一些中小型企业选择。
5. 如果你只能选择一个如果要根据材料的厚度和生产要求来选择切割设备,一般来说,如果是对薄板材料的高精度切割需求,激光切割机更适合;如果是对厚板材料的较为粗略切割需求,数控切割机可能会更经济实惠。
根据具体情况选择适合的切割设备非常重要。
综上所述,数控切割机和激光切割机在原理、适用范围、加工效果、设备投资等方面均有明显的区别,选择合适的切割设备可以更有效地提高生产效率,降低生产成本。
在实际应用中应根据具体情况进行选择,以实现最佳的加工效果。
KEBA数控系统在光纤激光切割机上的应用
第58卷1系统组成及通讯协议1.1系统硬件架构如图1所示,K EBA 系统为主导的光纤激光切割机的电气部分主要由以下几个部分组成:H M I 工业PC 及G U I 操作界面,M ot i onO ne CN C 控制器,M o-t i onO ne CM -E Laser I O 接口模块,电源模块,Sevr oO ne CM 多轴驱动模块,K eConnectC5远程I O 模块以及各级检测终端,LSC 系列伺服电机,手持操作设备,激光器,切割头等终端执行部件。
基于Li nux 平台的M ot i onO ne CN C 控制器加外置工控机的组合,可以避免病毒对CN C 运动的入侵的同时,又保证了界面的个性化定制以及操作便捷要求,M ot i onO ne CM -E Las er I O 接口模块与数控核心直接通讯,实现瞬时信号处理,通过Et her cat与伺服轴同步实现脉冲切割与飞行切割共有一个端口,可以在飞行切割时使用脉冲切割。
1.2通讯部分如图1所示,K EBA 系统为主导的电气部分,支持各种通讯协议,机器级通讯网络内,用以交换各类收稿日期:2023-03-06;修订日期:2023-04-10K E B A 数控系统在光纤激光切割机上的应用俞江,杜苹(苏州瑞铁激光科技有限公司,江苏太仓215000)摘要:随着激光技术的快速发展,光纤激光金属板材切割加工获得广泛应用。
随着信息化技术的不断发展,加工制造业正向自动化、智能化快速发展,市场对这种技术的应用需求也不断增大,促使光纤激光切割机逐渐实现自动化、智能化。
本文介绍了K EBA 数控系统在平板光纤激光切割机中几种常见的应用。
关键词:光纤激光切割机;Et her cat ;G U I 中图分类号:TG 485文献标识码:AD O I :10.16316/j .i s sn.1672-0121.2023.04.018文章编号:1672-0121(2023)04-0070-05第58卷第4期V ol .58No.4C H I N A M ETA LFO R M I N G EQ U I PM EN T &M A N U FA C TU R I N G TEC H N O LO G Y2023年8月A ug.2023Proport i onal s ynchronous cont rol t echnol ogy f or s l i di ng bl ock of hydraul i c pres s f oraut om obi l e l ongi t udi nal beam pres s i ngH U A Q i ang(Zhej i ang D ef u M achi ner y Joi nt -St ock Co.,Lt d.,W uyi 321200,Zhej i ang Chi na )A bs t ract :The l ongi t udi nal beam i s t he m ai n l oad-bear i ng com ponent of a t r uck,wi t h an ef f ect i ve l engt h ofup t o 12m.I t i s gener al l y f or m ed by st am pi ng,bendi ng,and punchi ng wi t h a pr es s .The cr os s-s ect i on of t he l ongi t udi nal beam var i es cont i nuous l y and i r r egul ar l y accor di ng t o t he bear i ng capaci t y of t he vehi cl e m odel .Ther ef or e,dur i ng s t am pi ng f or m i ng,t he s l i der of t he pr es s i s al ways i n an uneven l oadi ng s t at e.Es -peci al l y f or l ongi t udi nal beam s t am pi ng par t s of di f f er ent l engt hs,i n or der t o expand t he r ange of equi pm ent us e and t he econom y of us e,t he l ongi t udi nal beam pr es s i ng hydr aul i c pr ess needs t o t ake ant i eccent r i c l oad m eas ur es t o cope wi t h di f f er ent wor ki ng condi t i ons .The s l i der s er vo pr opor t i onal cont r ol t echnol ogy adopt ed i n t hi s ar t i cl e can ef f ect i vel y cont r ol t he par al l el i s m of t he s l i der m ovem ent dur i ng pr es s i ng and de -m ol di ng wi t hi n t he r ange of 0.3m m /12m when deal i ng wi t h t he sl i der of f s et l oad gener at ed by s t am pi ng of di f f er ent l engt h l ongi t udi nal beam s ,pr ot ect i ng t he equi pm ent ,pr ol ongi ng t he m ol d l i f e,and i m pr ovi ng pr oduct qual i t y.K ey w ords :Longi t udi nal beam ;St am pi ng ;Pr opor t i onal cont r ol ;A nt i devi at ed l oad第4期控制数据,反馈数据,状态信息,报警处理指令,逻辑指令信息的Et her cat协议。
奥森迪科 MCC3721H激光切割数控系统快速安装指南说明书

手柄USBC C 3721H 激光切割数控系统快速安装指南120mm1H 激光切割数控系统快速安装指南V 1.043.2安装限位/其他IO 口机械限位开关典型接线如下:晶闸管输出:4.1V松下A5系列基本参数设置如下:安川∑—ⅴ系列基本参数设置如下:富士A5系列基本参数设置施耐德Lexium-23D-CN系列基本参数设置台达B2系列基本参数设置汇川IS620P系列基本参数设置雷赛L5系列基本参数设置1H 激光切割数控系统快速安装指南V 1.04注:RS232对接线,可采用锐科激光器自带串口线与电脑串口连接,锐科调制线与板卡PWM 端口对接。
注:IPG-YLR 型激光器所需的模拟量输入电压为0-4V 可用过数控软件配置,5V 调制信号可通过板卡电脑串口板卡PWM其它激光器注:其它激光器(如联品、飞博、国志、凯普林、创鑫等)接线方式均可参考,但不限于此接线方式。
21H 激光切统快速安装指南V 1.04可通过软件快速设置。
打开软件后,选择“高级”—>“设置本机IP ”即可。
说明:调高器与数控系统IP 地址出厂已默认设置,用户无需变更。
如果此时仍然不能与板卡连接,用户可观察网口绿色指示灯闪烁情况。
确认是否网线故障。
4 0 . 1 V 南用户可依据根据上图设置对应的回原参数,回原速度建议不要设置过快,保证回原过程平稳安全。
锐科激光器配置注意正确选择电脑COM端口4.1V21H 激光切割数控系统快速安装指南V 1.04调高器控制方式设置完成并生效后,在系统分析栏目中选择“调高器”选项,查看调高器状态与参数注意正确配置板卡接线端口统快速安装指南V 1.04注意:调高器参数务必保证 “丝杆螺距”“每转脉冲数”与机床Z 轴螺距,Z 轴电机每转脉冲数设置说明:气压校正仅支持配置为比例阀的气体,通过设置气压校正的点数以及各点电压和对应的气压M C C 3721H 激光切割数控系统快速安装指南V 1.02、确认运行速度/精度是否满足要求,可通过误差测定进行检查。
数控激光切割机设计
数控激光切割机设计首先,数控激光切割机的设计需要考虑以下几个关键因素:激光源选择、光学系统设计、控制系统设计、运动系统设计。
在激光源选择方面,可以采用CO2激光器或纤维激光器。
CO2激光器适用于切割非金属材料,而纤维激光器适用于切割金属材料。
根据不同的应用需求选择不同的激光源。
光学系统设计是数控激光切割机中非常关键的一步,它包括激光束的聚焦、对准和传输等。
通过使用透镜和反射镜来调整激光束的焦距和能量密度,以实现切割材料的最佳效果。
控制系统设计是实现数控激光切割机自动化运行的核心。
通过与计算机连接,将设计好的图纸输入到控制系统中,并通过控制系统对激光源的开关、运动平台的移动进行精确的控制。
同时,控制系统也可以集成一些高级功能,例如自动辨别切割路径和自动调整切割参数等。
运动系统设计是数控激光切割机中用于控制激光头在材料上移动的部分。
它通常包括一个运动平台、一个传动系统和一个控制系统。
运动平台上安装的激光头可以在X、Y、Z三个方向上进行运动,以实现对材料的切割。
传动系统可以采用步进电机、伺服电机或线性驱动器等,以保证激光头的准确定位和平稳运动。
在数控激光切割机的设计中,还需要考虑一些安全性能。
例如,激光切割过程中会产生大量的热量和气体,需要通过冷却系统和排气系统进行有效处理。
此外,激光切割机还需要具备防护装置,以防止激光辐射对人体和环境的伤害。
总结起来,数控激光切割机的设计是一个复杂而综合的过程。
要设计出高效、安全、稳定的激光切割机,需要充分考虑激光源选择、光学系统设计、控制系统设计和运动系统设计等关键因素。
通过合理的设计和优化,可以实现高精度、高速度、高效率的切割过程,满足不同材料的切割需求。
2024年激光切割控制系统市场发展现状

2024年激光切割控制系统市场发展现状摘要激光切割控制系统是一种关键技术,被广泛应用于各行各业,包括汽车、电子、航空等。
本文通过分析激光切割控制系统市场的发展现状,包括市场规模、市场竞争、技术革新等方面,旨在为行业内从业者提供有关该市场的全面了解。
1. 引言激光切割控制系统是一种利用激光技术进行精密切割的关键设备。
它具有切割速度快、切割精度高、加工效率高等优势,因此被广泛应用于汽车制造、电子制造、航空航天等领域。
随着工业自动化水平的提高和市场需求的不断增长,激光切割控制系统市场也呈现出快速发展的态势。
2. 市场规模根据数据分析,激光切割控制系统市场规模呈现稳步增长的趋势。
预计到2025年,全球激光切割控制系统市场规模将达到XX亿美元。
这主要是由于工业领域对精密切割设备的需求不断增加,以及激光切割技术在各行业中的广泛应用。
3. 市场竞争目前,激光切割控制系统市场存在着激烈的竞争。
市场上主要的竞争者包括XX公司、XX公司和XX公司等。
这些公司在激光切割控制系统领域拥有强大的技术实力和丰富的市场经验,通过不断创新和优化产品性能,获取市场份额。
在市场竞争中,产品质量和性能是企业取得竞争优势的关键因素。
企业通过提高产品的切割精度、切割速度和稳定性,满足客户不同领域的需求,从而获得市场认可。
此外,售后服务和技术支持也成为竞争的重要环节,为客户提供及时、高效的技术支持,可以增强企业的竞争力。
4. 技术革新激光切割控制系统市场一直致力于技术革新,以满足不断增长的市场需求。
目前,市场上已经出现了一些新的技术趋势。
首先,激光切割控制系统正在向更高效、更节能的方向发展。
企业不断研发新的激光器和控制系统,提高切割效率和能耗效率,降低设备运行成本。
这一趋势符合可持续发展的要求,受到市场关注。
其次,激光切割控制系统的智能化水平不断提高。
通过引入人工智能、机器学习等技术,实现设备的智能控制和优化,提高切割精度和稳定性。
智能化技术可以提高设备的自动化程度,降低人力成本,提高生产效率。
激光切割机技术参数04.29
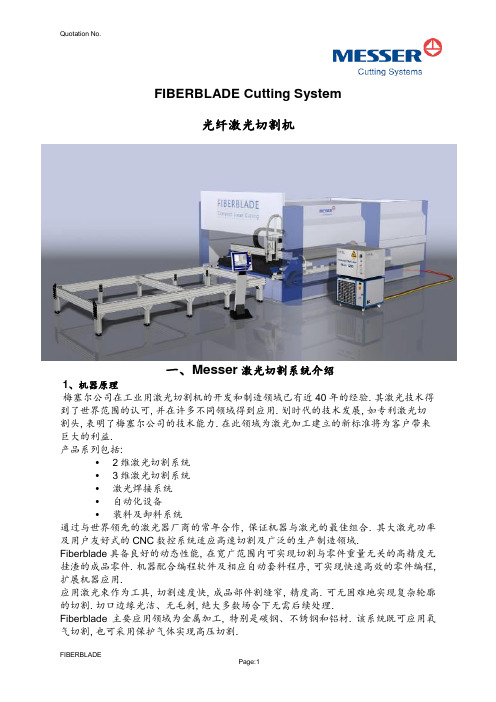
FIBERBLADE Cutting System光纤激光切割机一、Messer激光切割系统介绍1、机器原理梅塞尔公司在工业用激光切割机的开发和制造领域已有近40年的经验. 其激光技术得到了世界范围的认可, 并在许多不同领域得到应用. 划时代的技术发展, 如专利激光切割头, 表明了梅塞尔公司的技术能力. 在此领域为激光加工建立的新标准将为客户带来巨大的利益.产品系列包括:•2维激光切割系统•3维激光切割系统•激光焊接系统•自动化设备•装料及卸料系统通过与世界领先的激光器厂商的常年合作, 保证机器与激光的最佳组合. 其大激光功率及用户友好式的CNC数控系统适应高速切割及广泛的生产制造领域.Fiberblade具备良好的动态性能, 在宽广范围内可实现切割与零件重量无关的高精度无挂渣的成品零件. 机器配合编程软件及相应自动套料程序, 可实现快速高效的零件编程, 扩展机器应用.应用激光束作为工具, 切割速度快, 成品部件割缝窄, 精度高. 可无困难地实现复杂轮廓的切割. 切口边缘光洁、无毛刺, 绝大多数场合下无需后续处理.Fiberblade主要应用领域为金属加工, 特别是碳钢、不锈钢和铝材. 该系统既可应用氧气切割, 也可采用保护气体实现高压切割.经测试其可切割性后, 该系统可切割金属合金、塑料以及非金属材料机器设计理念除了实现最佳切割结果外, 同样关注环境保护问题. 采用抽烟除尘装置可满足最严格的排放标准. 机器可满足现有安全规程, 满足相关CE标准.2、功能描述Fiberblade激光切割机,是一个集最新动力工程,电脑数控和光纤激光器技术的全新技术发展水平的设计它是市面上最先进的紧凑型中规格工业级光纤激光切割系统;无需激光器维护的低维修费系统,高效率、低功耗。
机器工作台采用交换式工作台系统,减少上料时间. 该系统交替使用两块台面. 切割一块台面上的板材, 同时另一块台面位于工作区域外. 操作员可取下成品部件并换上新板, 机器同时进行切割. 另一台面上的工件完成后, 由工作区域换出, 新板就位.板材置于工作台支架上并确定位置后, 切割头随垂直定位轴下降. 传感控制器保证切割头维持正确定位, 可避免板材变形引起的问题.激光束通过光纤传输到切割头上, 然后由透镜聚焦. 切割头沿工件轮廓移动, 但不与工件接触, 激光束和切割气体通过割嘴聚集到工件上.横向运动通过溜板滑动定位实现. 纵向运动由车架自行移动实现. 两套同步驱动伺服电机确保设备的高精度, 轴向运动的高加速度, 可变激光功率控制, 可切割如窄条, 尖角等的复杂图形部件.通过CNC数控系统可自动设定切割参数如气体种类, 气体压力, 激光参数. CNC数控系统内的切割数据及图形数据的分离, 可实现快速变化的工作要求, 并增加机器功能的灵活性, 适用范围更广.由随动式直接抽风系统, 把切割过程中产生的尘粒抽出, 并经过烟尘过滤后, 达到安全及环境规范的排放要求.二、标准配置介绍1、机器构造1.1. 机器采用有限元分析法 (FEM)精心计算并优化的焊接式结构, 使得机器重量最小, 且具备高度稳定性. 模块特性可满足激光切割的特殊要求, 保证极高的切割精度.1.2.定位轴平行式导轨 (X轴)上装有车架, 横向驱动 (Y轴)置于其上.上面安装激光切割头. 同步驱动伺服电机可实现高精度和高动态特性要求.德国倍福数字式驱动模块德国倍福数字式驱动电机德国Alfa高精度齿轮箱1.3.板材支撑工作台由高刚性框架及横向支撑杆构成,与横向车架随动的抽烟风道保证抽烟效果最好.1.4.冷却单元标准供货范围中包含激光电源配用的冷却单元. 该单元用于冷却激光器. 维持恒定运行温度, 防止热效应, 延长切割透镜寿命, 保证持久的高切割质量.1.5.紧凑型除尘装置选配美国唐纳森除尘设备。
激光切割机系统有哪些
激光切割机系统有哪些激光切割机系统有哪些激光切割机比作一个人的话,机床及床身是体格,伺服电机是肌肉,激光器是的心脏,而掌控系统就是大脑,激光切割机的“智力”全靠掌控系统来决议,激光切割机系统有:1、柏楚系统,2、PIC系统,3、PA8000系统。
激光切割机系统有哪些1、柏楚系统,柏楚系统是国内人员针对国内市场开发的激光切割机系统,针对激光切割机开发的非闭环开源系统,该系统在高中低功率激光切割机使用上有操作简便,功能丰富,人机操作简单等优点,被国内多数激光切割机制造商广泛使用在高中低功率激光切割机上,经过多年升级和试验,目前是高中低功率激光切割机最稳定的系统配置。
2、PIC系统,属于比较老的板卡掌控系统,可以集成到一般电脑上运行,利用后台软件掌控模拟信号传输,该掌控系统虽然老,但属于完开源系统。
3、PA8000系统,PA系统是基于PC技术的开放式数控系统(CNC),开放式CNC技术代表着全球数控领域的最前沿技术,可以依据自身要求开发。
激光切割机系统构成部分1)机床主机部分:激光切割机机床部分,实现X、Y、Z轴的运动的机械部分,包含切割工作平台。
用于安置被切割工件,并能依照掌控程序正确而精准的进行移动,通常由伺服电机驱动。
2)激光发生器:产生激光光源的装置。
对于激光切割的用途而言,除了少数场合采纳YAG固体激光器外,绝大部分采纳电光转换效率较高并能输出较高功率的CO2气体激光器。
由于激光切割对光束质量要求很高,所以不是全部的激光器都能用作切割的。
高斯模式适用于小于1500W、低阶模二氧化碳激光器100W3000W、多模3000W以上。
3)外光路:折射反射镜,用于将激光导向所需要的方向。
为使光束通路不发生故障,全部反射镜都要保护罩加以保护,并通入干净的正压保护气体以保护镜片不受污染。
一套性能良好的透镜会将一无发散角的光束聚焦成无限小的光斑。
一般用 5.0英寸焦距的透镜。
7.5英寸透镜仅用于12mm厚材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程设计说明书题目:激光切割机数控系统指导老师:吴斌撰写人:陆诩目录第一章绪论1.1激光技术概述1.2激光切割技术的应用1.3设计任务1.4总体设计方案分析第二章机械部分XY工作台的基本结构设计2.1 XY工作台的设计2.1.1主要设计参数及依据2.1.2 XY工作台部件进给系统受力分析2.1.3初步确定XY工作台尺寸及估算重量第三章直线滚动导轨的选型第四章步进电机及其传动机构的确定4.1 步进电机的选用4.1.1 脉冲当量和步距角4.1.2步进电机上起动力矩的近似计算4.1.3确定步进电机最高工作频率4.2齿轮传动机构的确定4.2.1传动比的确定4.2.2齿轮的结构主要参数确定4.3步进电机惯性负载的计算第五章控统制系设计5.1 确定机床控制系统方案5.2 主要硬件配置5.2.1主要芯片选择5.2.2 主要管脚功能5.2.3 EPROM的选用5.2.4 RAM的选用5.2.5 89C51存储器及I/O的扩展5.2.6 8155工作方式查询5.2.7状态查询5.2.8 8155定时功能5.2.9 芯片地址分配5.3 总体程序控制5.3.1流程图5.3.2主程序5.4 键盘设计5.4.1键盘定义及功能5.4.2 键盘程序设计5.5 显示器设计5.5.1显示器显示方式的选用5.5.2显示器接口5.5.3 8155扩展I/O端口的初始化5.6 插补原理5.7光电隔离电路5.8越界报警电路第六章总结参考文献第一章绪论1.1激光技术概述激光被誉为二十世纪最重大的科学发现之一,它刚一问世就引起了材料科学家的高度重视。
1971年11月,美国通用汽车公司率先使用一台250W CO2激光器进行利用激光辐射提高材料耐磨性能的试验研究,并于1974年成功地完成了汽车转向器壳内表面(可锻铸铁材质)激光淬火工艺研究,淬硬部位的耐磨性能比未处理之前提高了10倍。
这是激光表面改性技术的首次工业应用。
多年以来,世界各国投入了大量资金和人力进行激光器、激光加工设备和激光加工对材料学的研究,促使激光加工得到了飞速发展,并获得了巨大的经济效益和社会效益。
如今在中国,激光技术已在工业、农业、医学、军工以及人们的现代生活中得到广泛的应用,并且正逐步实现激光技术产业化,国家也将其列为“九五”攻关重点项目之一。
“十五”的主要工作是促进激光加工产业的发展,保持激光器年产值20%的平均增长率,实现年产值200亿元以上;在工业生产应用中普及和推广加工技术,重点完成电子、汽车、钢铁、石油、造船、航空等传统工业应用激光技术进行改造的示范工程;为信息、材料、生物、能源、空间、海洋等六大高科技领域提供崭新的激光设备和仪器。
数控化和综合化把激光器与计算机数控技术、先进的光学系统以及高精度和自动化的工件定位相结合,形成研制和生产加工中心,已成为激光加工发展的一个重要趋势。
1.2激光切割技术的应用激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹作相对运动,从而形成一定形状的切缝。
从二十世纪七十年代以来随着CO2激光器及数控技术的不断完善和发展,目前已成为工业上板材切割的一种先进的加工方法。
在五、六十年代作为板材下料切割的主要方法中:对于中厚板采用氧乙炔火焰切割;对于薄板采用剪床下料,成形复杂零件大批量的采用冲压,单件的采用振动剪。
七十年代后,为了改善和提高火焰切割的切口质量,又推广了氧乙烷精密火焰切割和等离子切割。
为了减少大型冲压模具的制造周期,又发展了数控步冲与电加工技术。
各种切割下料方法都有其有缺点,在工业生产中有一定的适用范围。
激光切割机是光、机、电一体化高度集成设备,科技含量高,与传统机加工相比,激光切割机的加工精度更高、柔性化好,有利于提高材料的利用率,降低产品成本,减轻工人负担,对制造业来说,可以说是一场技术革命。
激光切割的适用对象主要是难切割材料,如高强度、高韧性、高硬度、高脆性、磁性材料,以及精密细小和形状复杂的零件。
激光切割技术、激光切割机床正在各行各业中得到广泛的应用。
因此研究和设计数控激光切割有很强的现实意义。
微机控制技术正在发挥出巨大的优越性。
1.3设计任务本次设计任务是设计一台单片机(89C51主控芯片)控制激光切割机床,主要设计对象是XY 工作台部件及89C51单片机控制原理图。
而对激光切割机其他部件如冷水机、激光器等不作为设计内容要求,只作一般了解。
单片机对XY 工作台的纵、横向进给脉冲当量0.001mm/ pluse 。
工作台部件主要构件为滚珠丝杠副、滚动直线导轨副、步进电机、工作台等。
设计时应兼顾两方向的安装尺寸和装配工艺。
1.4总体设计方案分析参考数控激光切割机的有关技术资料,确定总体方案如下:采用89C51主控芯片对数据进行计算处理,由I/O 接口输出控制信号给驱动器,来驱动步进电机,经齿轮机构减速后,带动滚珠丝杠转动,实现进给。
其原理示意图1-1。
图1-1 系统总体原理图微机控制线路图参考MCS -51系列单片机控制XY 工作台线路图。
步进电机参照RORZE 株式会社的产品样本选取,以保证质量和运行精度,同时驱动器也选用RORZE 的配套驱动器产品。
滚珠丝杠的生产厂家很多,本设计参照了汉江机床厂、南京工艺装备制造厂的样本资料,控 制器 驱 动 器 驱 动 器 步进 电机 步进 电机 X 向工作台 Y 向工作台力求从技术性能、价格状况、通用互换性等各方面因素考虑,最后选用南京工艺装备厂的FFZD 系列滚珠丝杠,即内循环垫片预紧螺母式滚珠丝杠副。
本设计弃用Z80,而选用单片机。
单片机体积小、抗干扰能力强,对环境要求不高,可靠性高,灵活性好,性价比大大超过了Z80。
比较后选用89C51为主芯片。
在使用过程中89C51虽有4K的FLASH(E2PROM),但考虑实际情况需配备EPROM和RAM,并要求时序配备。
选晶体频率为6MHz,89C51读取时间约为3t,则t=480ns ,常用EPROM读取时间约为200~450ns。
89C51的读取时间应大于ROM要求的读取时间。
89C51的读写时间约为4T,则TR=660ns,TW=800ns,常用RAM读写时间为200ns左右,均满足要求。
根据需要,扩展I/O接口8155,因显示数据主要为数字及部分功能字,为简化电路采用LED显示器。
键盘采用非编码式矩阵电路。
为防止强电干扰,采用光电隔离电路。
第二章机械部分XY工作台的基本结构设计2.1.1主要设计参数及依据本设计的XY工作台的参数定为:工作台行程:横向320mm,纵向450mm工作台最大尺寸(长×宽×高):1100×900×300mm工作台最大承载重量:120Kg脉冲当量:0.001mm/pluse进给速度:60平方毫米/min表面粗糙度:0.8~1.6设计寿命:15年2.1.2XY工作台部件进给系统受力分析因激光切割机床为激光加工,其激光器与工件之间不直接接触,因此可以认为在加工过程中没有外力负载作用。
其切削力为零。
XY工作台部件由工作台、中间滑台、底座等零部件组成,各自之间均以滚动直线导轨副相联,以保证相对运动精度。
设下底座的传动系统为横向传动系统,即X向,上导轨为纵向传动系统,即Y向。
一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计,但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会影响电机的步距精度。
另外由于采取了一系列的消隙、预紧措施,其产生的负载波动应控制在很小的范围。
2.1.3初步确定XY工作台尺寸及估算重量初定工作台尺寸(长×宽×高度)为:1200×950×70mm,材料为HT200,估重为625N (W1)。
设中托座尺寸(长×宽×高度)为:1200×520×220mm,材料为HT200,估重为250N(W2)。
另外估计其他零件的重量约为250N (W3)。
加上工件最大重量约为120Kg(1176N)(G)。
则下托座导轨副所承受的最大负载W为:W=W1+W2+W3=665+250+250+1176=2301第三章直线滚动导轨的选型导轨主要分为滚动导轨和滑动导轨两种,直线滚动导轨在数控机床中有广泛的应用。
相对普通机床所用的滑动导轨而言,它有以下几方面的优点:定位精度高直线滚动导轨可使摩擦系数减小到滑动导轨的1/50。
由于动摩擦与静摩擦系数相差很小,运动灵活,可使驱动扭矩减少90%,因此,可将机床定位精度设定到超微米级。
降低机床造价并大幅度节约电力采用直线滚动导轨的机床由于摩擦阻力小,特别适用于反复进行起动、停止的往复运动,可使所需的动力源及动力传递机构小型化,减轻了重量,使机床所需电力降低90%,具有大幅度节能的效果。
可提高机床的运动速度直线滚动导轨由于摩擦阻力小,因此发热少,可实现机床的高速运动,提高机床的工作效率20~30%。
可长期维持机床的高精度对于滑动导轨面的流体润滑,由于油膜的浮动,产生的运动精度的误差是无法避免的。
在绝大多数情况下,流体润滑只限于边界区域,由金属接触而产生的直接摩擦是无法避免的,在这种摩擦中,大量的能量以摩擦损耗被浪费掉了。
与之相反,滚动接触由于摩擦耗能小.滚动面的摩擦损耗也相应减少,故能使直线滚动导轨系统长期处于高精度状态。
同时,由于使用润滑油也很少,大多数情况下只需脂润滑就足够了,这使得在机床的润滑系统设计及使用维护方面都变的非常容易了。
所以在结构上选用:开式直线滚动导轨。
参照南京工艺装备厂的产品系列。
型号:选用GGB型四方向等载荷型滚动直线导轨副,如图4-1。
具体型号:X向选用GGB20BA2P,2 500-4Y 向选用GGB20AB2P ,2 1100-4图3-1 直线滚动导轨第四章 步进电机及其传动机构的确定4.1 步进电机的选用4.1.1 脉冲当量和步距角已知脉冲当量为1μm/STEP ,而步距角越小,则加工精度越高。
初选为0.36o /STEP (二倍细分)。
4.1.2步进电机上起动力矩的近似计算电机起动力矩:12M M M =+ (4.1)式中: M 为滚珠丝杠所受总扭矩M l 为外部负载产生的摩擦扭矩,有:'1/2()a M F d tg ψρ=⨯⨯+ (4.2) =92×0.025/2×tg (2.91+0.14)=0.062N ·mM 2为内部预紧所产生的摩擦扭矩,有:2/2ao h M K F P π=⨯⨯ (4.3)式中: K —预紧时的摩擦系数,0.1—0.3P h —导程,4cmFao ——预紧力,有:Fao=Fao 1+Fao 2取Fao 1=0.04×Ca=0.04 ×1600=640NFao 2为轴承的预紧力,轴承型号为6004轻系列,预紧力为Fao 2=130N 。