带刀库有刀号对刀仪宏程序
基于宏程序的刀具长度自动测量

基于宏程序的刀具长度自动测量蒙斌;吴凡【摘要】加工中心在刀库上通常有会多把刀具,而这些刀具的长度难免会有差异.具体使用时,操作者只要知道每把刀具相对标刀的长度差异,就可以只用标刀对刀,而对其它刀进行长度补偿即可.这样不需要根据每把刀的长度来确定编程值,可以简化程序编制.分析了跳转功能和宏指令功能的使用方法及特点,提出了应用数控系统的跳转功能和宏指令功能进行长度补偿值的自动测量的方法和步骤,并编制了具体的测量程序.实验表明,这种方法可以准确的自动测量出刀具的长度补偿值,并存储在系统的长度补偿寄存器中,从而使得刀具长度补偿的建立操作快捷、高效,方便了机床操作人员的使用.【期刊名称】《机械设计与制造》【年(卷),期】2018(000)012【总页数】4页(P192-194,198)【关键词】宏程序;刀具长度;补偿量;自动测量【作者】蒙斌;吴凡【作者单位】宁夏大学机械工程学院,宁夏银川 750021;宁夏永宁中学,宁夏银川750021【正文语种】中文【中图分类】TH16;TG6591 引言加工中心是带有刀库和自动换刀装置的数控机床,零件一次装夹就可完成铣、钻、镗、扩、铰等多道工序。
而不同的刀具就会有长度的差异,必须知道每把刀的长度,才能在使用中运用刀具长度补偿功能。
常规的方法是采用机外对刀仪测量每把刀的长度,这就必须专门购买机外对刀仪,必然会增加成本,而平时不使用时又会造成资源的闲置和浪费。
除此之外,也可以使用试切法确定实际刀具与标刀之间的长度差异,但这种方法确定的刀具长度值不够精确,而且每把刀的长度测量都需要进行手动操作试切,会很繁琐,而且增加了对刀的辅助时间,降低了整个零件加工的效率。
应用宏程序编制刀具长度的在线自动测量程序,就可以简便的确定出每把刀具的长度补偿值,直接存入其补偿寄存器中,从而使得刀具长度补偿的建立操作快捷、高效[1]。
下面以FANUC0i系统为例来说明。
2 跳转指令的应用2.1 跳转指令的功能G31跳转指令主要用于和数控机床上的测量传感器一起使程序的执行发生跳转。
对刀仪使用说明M70

对刀仪的使用(M70/M700)立式加工中心机采用美德龙系列(T24E/F)对刀仪,对刀重复精度0.003mm 以内。
数控系统接收对刀仪脉冲信号,再由PLC执行刀具长度设定、刀具磨耗检测及补偿、刀具破损折断检测。
一、对刀仪的使用注意事项1.对刀刀具直径请控制在ф0.7mm以上,ф20mm以下;2.对刀速度请控制在200mm/min以下;3.使用环境温度范围0℃~40℃;4.刀具与对刀仪接触面必须垂直,并且垂直向下与接触面接触;5.接触时不能超过对刀仪行程,否则将损坏对刀仪或刀具;6.对刀时的速度与机械的电气响应速度有关系,所以请设定指定内速度,为了确保对刀精确,我们推荐对刀速度为50~200mm/min;7.当一用手接触对刀仪接触面时请不要立即放开,以免损坏对刀仪内部构造;8.当刀具和对刀仪接触对刀结束后,必须垂直提刀离开接触面,不可以横向移动,如果横向移动会损坏对刀仪;9.接触面上吹气吹不到地方或除不掉的铁屑及切削油等,请经常扫一下;10.对刀吹气的气压请控制在2 - 3Kgf/cm2。
二、对刀仪参数及设定2.1.宏程序输入:(注2)将对刀仪程序输入到NC内存中,对刀仪程序中包括#31,#32,O9899,O9020,O9951,O9954等程序,其中程序O9899,O9020,O9951,O9954不可以随意修改,以防设定错误而撞坏对刀仪。
2.2.参数#6409.7->1 :对刀仪总开关三、对刀仪的基准位置设定3.1.在主轴上装夹一支刀具,用手轮模式将X、Y轴移动到对刀仪接触面上方10mm 内,并且在接触面中央位置,记录此时X、Y之机械坐标。
3.2.修改宏程序O9954,使变量#523和#524分别赋予X、Y轴在对刀仪位置上的机械坐标。
(注1)3.3.当对刀仪有移动位置或者X、Y、Z任何一轴有变动过,则要重新进行基准位置设定。
4.1.寻找工件X、Y轴坐标工件分中,将X、Y轴的相对坐标抄入工件坐标系统内,Z轴坐标由对刀程序自动测量(通常,初始设0)。
对刀仪的工作原理、操作规程及维护维修注意事项
对刀仪工作原理、操作规程及维护维修注意事项在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。
统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。
因此,对刀仪便显示出极大的优越性。
目录工作原理对刀精度操作规程对刀仪工作原理对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。
四面体探针是用于与刀具进行接触,并通过安装在其下的挠性支撑杆,把力传至高精度开关;开关所发出的通、断信号,通过信号传输接口器,传输到数控系统中进行刀具方向识别、运算、补偿、存取等。
数控机床的工作原理决定,当机床返回各自运动轴的机械参考点后,建立起来的是机床坐标系。
该参考点一旦建立,相对机床零点而言,在机床坐标系各轴上的各个运动方向就有了数值上的实际意义。
对于安装了对刀仪的机床,对刀仪传感器距机床坐标系零点的各方向实际坐标值是一个固定值,需要通过参数设定的方法来精确确定,才能满足使用,否则数控系统将无法在机床坐标系和对刀仪固定坐标之间进行相互位置的数据换算。
当机床建立了“机床坐标系”和“对刀仪固定坐标”后(不同规格的对刀仪应设置不同的固定坐标值),对刀仪的工作原理如下:1.机床各直线运动轴返回各自的机械参考点之后,机床坐标系和对刀仪固定坐标之间的相对位置关系就建立起了具体的数值。
2.不论是使用自动编程控制,还是手动控制方式操作对刀仪,当移动刀具沿所选定的某个轴,使刀尖(或动力回转刀具的外径)靠向且触动对刀仪上四面探针的对应平面,并通过挠性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。
因为数控系统是把这一信号作为高级信号来处理,所以动作的控制会极为迅速、准确。
3.由于数控机床直线进给轴上均装有进行位置环反馈的脉冲编码器,数控系统中也有记忆该进给轴实际位置的计数器。
基于宏程序的电子对刀仪在加工中心的应用
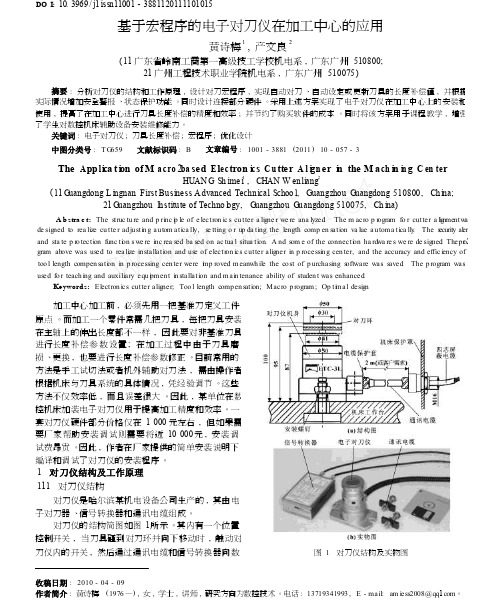
DO I: 10. 3969 / j1 i ssn11001 - 3881120111101015基于宏程序的电子对刀仪在加工中心的应用黄诗梅1 , 产文良2( 11广东省岭南工商第一高级技工学校机电系, 广东广州510800;21广州工程技术职业学院机电系, 广东广州510075 )摘要: 分析对刀仪的结构和工作原理, 设计对刀宏程序, 实现自动对刀、自动设定或更新刀具的长度补偿值, 并根据实际情况增加安全警报、状态保护功能。
同时设计连接部分硬件。
采用上述方案实现了电子对刀仪在加工中心上的安装和使用, 提高了在加工中心进行刀具长度补偿的精度和效率; 并节约了购买软件的成本。
同时将该方案用于课程教学, 增强了学生对数控机床辅助设备安装维修能力。
关键词: 电子对刀仪; 刀具长度补偿; 宏程序; 优化设计文章编号: 1001 - 3881 ( 2011) 10 - 057 - 3中图分类号: TG659 文献标识码: BThe A pp l i ca t i on of M a cro2ba sed E l ec t ron ic s C u t ter A l i g n e r i n the M a ch i n i n g C en te rHUAN G Sh im e i1 , CHAN W en l i ang2( 11G uangdong L i ngnan F i rst B u s i ne s s A d vanced Techn i ca l Schoo l, Guangzhou G uangdong 510800 , Ch i na;21G uangzhou I n s titu t e of Techno l o gy, G uangzhou G uangdong 510075 ,Ch i na)A b stra c t: The struc tu re and p rinc i p le of e lec t ron ic s cu tte r a lig ne r we re ana lyzed. The m ac r o p r ogram fo r cu t te r a li g n m e n t w a s de sig ned to rea lize cu tte r ad ju stin g au tom a t ica lly, se tting o r u p da ting the length comp en sa t ion va lue au tom a tica lly. The s ecu r ity a l e r t and sta te p r o t ec t ion func ti o n s we re inc rea sed ba sed on ac tua l situa tion. A nd som e of the connec t i o n ha rd wa re s we re de sig ned. The p r o2 gram ab ove wa s u s ed to rea l ize in s ta l la t ion and u s e of e l ec t r on i c s cu t te r a l ig ne r in p roce s sin g cen t e r, and the accu r acy and effic i ency ofThe p r ogram wa s too l length comp e n s a t i o n in p roce s sing cen t e r we r e i m p roved m e anwh i le the co s t of p u r cha s ing s oftwa r e wa s saved.u s ed fo r teach i ng and auxilia r y equ i p m e n t in s ta l la t ion and m a i n t enance ab i lity of studen t wa s enhanced.Keyword s: E l ec t ron i c s cu t te r a l ig ne r; Too l length comp e n s a t ion; M a c r o p r ogram; Op ti m a l de s ig n Array加工中心加工前, 必须先用一把基准刀定义工件原点。
斗笠刀库宏程序

M代码含义
M50刀库移动使能 M51刀库移动结束
M52刀库向右(靠近主轴) M53松刀,吹气 M54刀盘旋转 M55刀盘夹紧
M56刀盘向左(远离主轴)
换刀要分几种情况
1 主轴上没有刀 (抓刀) 2 主轴有刀 T0 (还刀回库)n7 返回第一参考点 n5 回第二参考点 n8 刀库旋转使能M50 n8刀库旋转使能M50 n9 刀库向右M52 n9刀库向右M52 n10 松刀吹气M53 n10松刀吹气M53 n13刀盘旋转到位M54 n11回第一参考点 n14 回第二参考点 n15刀具夹紧M55 n15刀具夹紧M55 n16刀盘向左M56 n16刀盘向左M56 n17旋转结束M51 n17旋转结束M51
3 主轴上有刀 T**(换刀) (先还刀 再抓刀) n5回第二参考点 n8刀库旋转使能M50 n9刀库向右M52 n10松刀吹气M53 n11回第一参考点 n13刀盘旋转到位M54 n14回第二参考点 n15刀具夹紧M55 n16刀盘向左M56 n17旋转结束M51
斗笠式刀库的使用方法及宏程序 :9001 (参数6071)
N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) N2 #199=#4003 ( G90/G91 MODLE) N3 #198=#4006 (G20/21 MDOLE)
N4 IF[#1002Байду номын сангаасQ1]GOTO7 ( SP TOOL=0) N5 G21G91G30P2Z0M19 N6 GOTO8
N7 G21G91G28Z0M19 N8 M50 N9 M52 N10 M53
N11 G91G28Z0
N12 IF[#1001EQ1]GOTO15 (T CODE=0) N13 M54 G04X3.0
用宏程序在数控车床上实现自动对刀计算功能
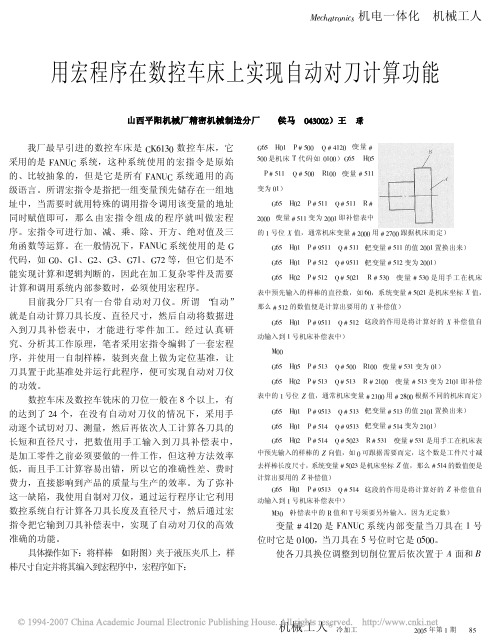
中预先输入的样棒的 " 向值,如 & 可跟据需要而定,这个数是工件尺寸减 去样棒长度尺寸,系统变量 3 0&,% 是机床坐标 " 值,那么 3 0$/ 的数值便是 计算出要用的 " 补偿值) +#0 1&$ 2 3 70$% 这段的作用是将计算好的 " 补偿值自 4 3 0$/ ( 动输入到 $ 号机床补偿表中) 补偿表中的 6 值和 5 号须要另外输入,因为无定数) 8%& (
) 由原来 !" 改变成为 !" /,编程的坐标值都要以新的坐标系计算。 ,%&&
图 ’
图 %
在编程过程中,一定要了解刀具长度补偿与工件坐 标系的变化关系,以免产生工件的报废和机床安全事 故。特别注意的是,一定要对刀具长度的正向补偿和负 向补偿原理理解透彻,运用自如,这样才能避免出现错 误。在每个程序结束后,要立刻用 !"2 将刀具的长度补 偿取消,防止在下个程序执行时造成质量和安全事故。
+#0
2 3 0&&
变量 3 4 3 /$,& ( 1&0
0&& 是机床 5 代码如 &$&& ) +#0 2 3 0$$ 变为 &$) +#0 1&, 2 3 0$$ 4 3 0$$ 4 3 0&&
变量 3 0$$ 6$&& (
63
变量 3 0$$ 变为 ,&&$ 即补偿表中 ,&&& ( 的 $ 号位 ! 值,通常机床变量 3 ,&&& 用 3 ,-&& 跟据机床而定) +#0 +#0 +#0 1&$ 1&$ 1&, 2 3 70$$ 2 3 0$, 2 3 0$, 把变量 3 0$$ 的值 ,&&$ 置换出来) 4 3 0$$ ( 把变量 3 0$, 变为 ,&&$) 4 3 70$$ ( 4 3 0&,$ 变量 3 0%& 是用手工在机床 6 3 0%& (
FANUC系统数控车床对刀和编程
FANUC系统数控车床对刀和编程Fanuc 系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1. 用外园车刀先试车一外园,记住当前X 坐标,测量外园直径后,用 X 坐标减外园直径,所的值输入 offset 界面的几何形状 X 值里。
2. 用外园车刀先试车一外园端面,记住当前 Z 坐标,输入 offset 界面的几何形状 Z 值里。
二,用 G50 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心( X 轴坐标减去直径值)。
2. 选择 MDI 方式,输入 G50 X0 Z0 ,启动 START 键,把当前点设为零点。
3. 选择 MDI 方式,输入 G0 X150 Z150 ,使刀具离开工件进刀加工。
4. 这时程序开头:G50 X150 Z150 …… . 。
5. 注意:用G50 X150 Z150 ,你起点和终点必须一致即X150 Z150 ,这样才能保证重复加工不乱刀。
6. 如用第二参考点 G30 ,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z1507. 在FANUC 系统里,第二参考点的位置在参数里设置,在Yhcnc 软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1. 在 FANUC0-TD 系统的 Offset 里,有一工件移界面,可输入零点偏移值。
2. 用外园车刀先试切工件端面,这时 Z 坐标的位置如: Z200 ,直接输入到偏移值里。
3. 选择“ Ref ”回参考点方式,按 X 、 Z 轴回参考点,这时工件零点坐标系即建立。
4. 注意:这个零点一直保持,只有从新设置偏移值 Z0 ,才清除。
四,用 G54-G59 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心。
2. 把当前的 X 和 Z 轴坐标直接输入到 G54----G59 里 , 程序直接调用如:G54X50Z50 ……。
运用宏程序实现经济型数控铣床自动对刀
250±0.50 220
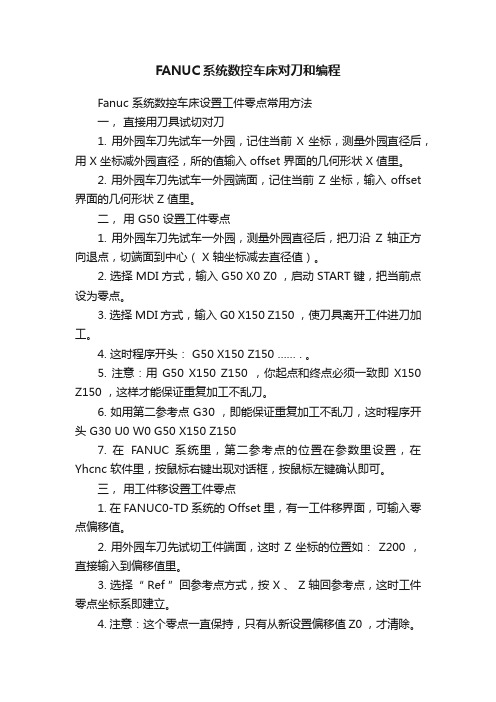
1 . 固 定 板 ;2 . 角 铁 ;3 . 夹 具 座 ;4 . 螺 钉 连 接 ;5 . 压 盖 ;6 . 轴 套 图 2 镗内孔夹具图
盘 ,并 且 应 成 对 使 用 ,分 别 连 接 在 磨 床 的 头 架 和 尾 架 上 , 中心距由磨床上的调整工装按曲轴的偏心距调整。 3.2 磨外圆夹具
参考文献
[1] 陈养 元 ,钟 启 茂 . 数 控 车 床 对 刀 仪 传 感 器 的 设 计 [J] . 新 技 术 新 工 艺 ,2007(12).
[2] 左 家 圣 ,左 旭 坤 . 数 控 机 床 自 动 对 刀 仪 的 设 计 [J] . 中 国 设 备 工 程 ,2006(12).
[3] 北 京 发 那 科 机 电 有 限 公 司 .BEIJING- FANUC 0i- MA 系 统 操 作 说明书 [M] . 2002.
[4] 陈 俊 . 数 控 机 床 编 程 及 应 用 [M] . 北 京 :北 京 理 工 大 学 出 版 社 ,2008 .
Using Macr o Pr ogr am to Realize Economical CNC Milling Machine Automatic Tool Setting
术是通过在 2 道重要 工 序(内 孔 与 外 圆)中 使 用 自 制 专 用 夹具。实践证明,夹具成 本 低 (每 套 生 产 成 本 不 到 1000 元)、操作简便,既保 证了工件的加工质 量 ,不 易 发 生 引 偏 和振动,又极大的提 高 工 作 效 率 ,以 较 小 的 成 本 取 得 满 意 的经济效益。
工艺与装备
47
运用宏程序实现经济型数控铣床自动对刀
唐红春 周丹江