轿车阴极电泳中的阳极系统
辅助阳极在轻微型厢式车身电泳涂装中的应用

日期
膜厚
左侧面 11 / / 9 12 11 9 6 / / 6 4 12 11 12 9 / / 11 6 4 12 / / 11 14 9 6 8 / / 9.19
前侧面 9 / / 8 11 6 4 8 / / 11 7 5 4 11 8 / / 12 9 9 8 / / 11 2 9 9 11 / / 8.67
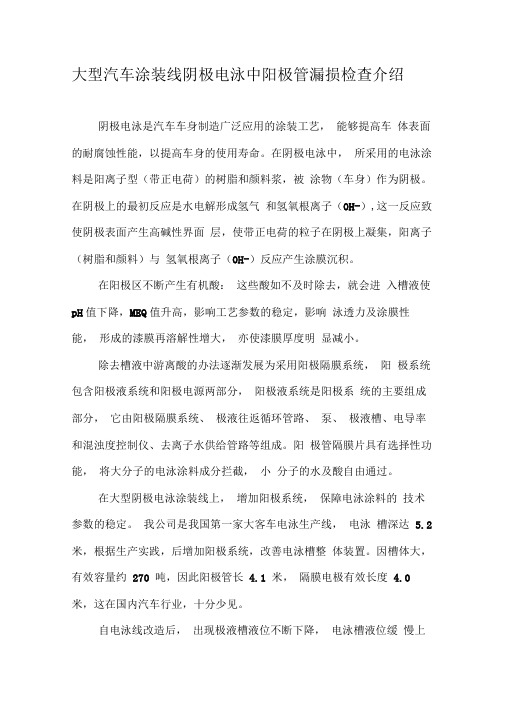
该工厂轻微型厢式车身电泳线,采用程控自行
葫芦带动吊具、垂直升降的方式进行电泳涂装;电泳 槽是长方体的结构,仅在槽体的两个侧面,安装了管 式阳极系统。阳极管的电极材料采用壁厚 4.5 mm 的 SUS316L 不锈钢管。车身内腔区域的电泳漆膜偏薄, 平均膜厚只有 9 滋m 左右。每天随机抽选 5 架车身, 每个车身 5 个内腔面按照 3 伊 3 大致均布选取 9 个 点检测,记录平均膜厚数据。2019 年 3 月份的日常监 控数据见表 1(单位:微米,当日没有生产该车型的 划“/”),膜厚检测及其位置选择见图 4 与图 5。
传统的阴极电泳槽,阳极仅仅分布在槽体的两 侧,严重影响被涂工件的内腔部位的电泳反应,内腔 的涂膜厚度达不到要求。本文采用辅助阳极的方式, 因地制宜,将传统的管式阳极,简单改造后,固定至 车身吊具,并把接电装置并联至原阳极系统,优化了 轻微型厢式车身内腔的电场分布,从而大大提升了 电泳漆膜质量。辅助阳极在轻微型厢式车身电泳涂 装中的应用,改造成本低,操作效率高,国内专业刊 物,至今尚无相关的应用报道。
由于辅助阳极在生产中将裸露于酸性的电泳漆 槽液,且要求取材方便,利于拆装,公司采用电泳线
库存的防腐性能优越的管式阳极电极材料(壁厚 4.5 mm 的 SUS316L 不锈钢管)作为辅助阳极的电极材 料[4]。具体做法是:取 5 根阳极管内的不锈钢管,沿着 中心线剖切成 2 半,统一切割成 1 200 mm 长,并用 SUS316L 不锈钢圆棒进行焊装。辅助阳极的设计及 其接电方式,见附图 6 与图 7。
大型汽车涂装线阴极电泳中阳极管漏损检查介绍
大型汽车涂装线阴极电泳中阳极管漏损检查介绍阴极电泳是汽车车身制造广泛应用的涂装工艺,能够提高车体表面的耐腐蚀性能,以提高车身的使用寿命。
在阴极电泳中,所采用的电泳涂料是阳离子型(带正电荷)的树脂和颜料浆,被涂物(车身)作为阴极。
在阴极上的最初反应是水电解形成氢气和氢氧根离子(0H-),这一反应致使阴极表面产生高碱性界面层,使带正电荷的粒子在阴极上凝集,阳离子(树脂和颜料)与氢氧根离子(0H-)反应产生涂膜沉积。
在阳极区不断产生有机酸:这些酸如不及时除去,就会进入槽液使pH值下降,MEQ值升高,影响工艺参数的稳定,影响泳透力及涂膜性能,形成的漆膜再溶解性增大,亦使漆膜厚度明显减小。
除去槽液中游离酸的办法逐渐发展为采用阳极隔膜系统,阳极系统包含阳极液系统和阳极电源两部分,阳极液系统是阳极系统的主要组成部分,它由阳极隔膜系统、极液往返循环管路、泵、极液槽、电导率和混浊度控制仪、去离子水供给管路等组成。
阳极管隔膜片具有选择性功能,将大分子的电泳涂料成分拦截,小分子的水及酸自由通过。
在大型阴极电泳涂装线上,增加阳极系统,保障电泳涂料的技术参数的稳定。
我公司是我国第一家大客车电泳生产线,电泳槽深达5.2 米,根据生产实践,后增加阳极系统,改善电泳槽整体装置。
因槽体大,有效容量约270 吨,因此阳极管长 4.1 米,隔膜电极有效长度 4.0 米,这在国内汽车行业,十分少见。
自电泳线改造后,出现极液槽液位不断下降,电泳槽液位缓慢上升的状态,一周需要排放UF超滤液1吨以上,这种现象表明阳极管有部分漏液。
如果电泳槽体尺寸较小,检查阳极管故障非常容易,如将阳极管拔出,倒槽等都简单易行。
但对于大客车电泳槽,阳极管重量大,倒槽损耗大,消耗人力物力。
一、阳极管是否泄漏的常规检查方法有几种1.在阳极管的进出水管临近电泳槽端,安装观察口,流出液有颜色者,证明已泄露,需要更换;2.倒槽时观察,电泳漆导入副槽后,阳极管有液体大量流出者为泄露,液体滴落判断为完好;3.将阳极管直接从槽体中拔出,抬高离开电泳液面后,大量液体从底部流出,判断为泄露;我公司在槽体阳极系统设计中,没有加入观察口的,而且需要在正常生产,不转移电泳液的情况下检查阳极管;为此,供货商提出几种检查方法二、第一种排查方案1.阳极系统在正常运行的情况下关闭 5 组阳极的进水阀门,在流量计盘上;2.关闭5组进水阀门45分钟后,把 5 组阳极的回水软管拔出放在塑料桶中;3.再逐一打开 5 组阳极的进水阀门;4.检查阳极回水管路有无黑色电泳漆流出,如果有电泳漆流出,那就基本可以判别这支阳极已经损坏。
阴极电泳的阳极系统

阴极电泳的阳极反应通常电泳阳极系统的要素有:阳极单元、阳极液槽、阳极泵、电导仪、流量计、压力表、阳极液供应及返回管路、阳极液溢流及排放管路等等。
阴极电泳涂装的阳极系统如图1。
在阴极电泳涂装过程中,当带正电荷的树酯阳离子在工件上沉积时,在电泳槽液中会不断有有机酸根离子(醋酸根离子、甲酸根离子)和氯离子生成(有机酸根离子来源于电泳漆,氯离子来源于固化剂),并相应在槽液中积聚。
当有机酸根离子在槽液中聚积过多时将直接导致pH 值降低和电导率的增高,从而影响电泳漆膜的质量和外观(例如在电泳漆表面产生条印,漆膜粗糙)。
为了确保最佳的涂装效果和电泳漆液的稳定,必须在涂装过程中通过阳极系统将这些酸根离子持续不断地除去。
这些有机酸根离子会与在阳极上富集的带正电荷的氢离子发生反应,我们称其为“阳极反应”。
热点模具网阳极单元电泳阳极主要有管式、卷式、板式、中空纤维等四种,其中又以管式和板式用得最多。
管式和板式阳极通常封闭在可冲洗的阳极罩中,极罩由不导电的材料制成。
阳极单元一般由阳极棒(电极)、阳极隔膜、绝缘的阳极罩、阳极液输入管、阳极液输出管等构成。
阳极单元结构如图2。
1. 阴极电泳阳极棒阴极电泳的阳极棒正是和工件阴极一起形成电场的阳极,可见其在电泳工艺中的重要性。
阴极电泳的阳极棒、螺栓及垫片通常使用不锈钢(例如316L不锈钢)或钛合金板,阳极棒的厚度最好不小于3.2mm。
阳极单元的阳极棒直接参与了电泳涂装的电化学反应,所以会逐渐损耗。
阳极棒都有一定的生命周期,其消耗速率取决于通过电泳槽的产品及生产率。
如果操作正确,通常阳极单元有3~5年的生命周期,经过特殊处理的阳极棒的生命周期会相对长一些。
在实际生产中每年都应该对10~20%的阳极单元进行拆开检查。
通常每个极罩应配备一个便于观察的安培计,以便连续监测每个阳极的工作情况。
2. 阴极电泳阳极隔膜阳极膜是阳极单元的主要构件之一,其作用正是通过电渗析除去电泳过程中产生的酸积聚,这样就可以除去多余的酸,维持槽液的正常pH值。
电泳漆阳极系统杀菌操作指导

电泳漆阳极系统杀菌操作指导一、阳极系统孳生细菌问题含铅阴极电泳漆槽液一般不会长菌,但对于阳极系统,由于一般使用乳酸等富营养性酸中和,在潮湿、高温季节易孳生细菌。
细菌的种类有真菌、霉菌等,现象主要为在极液中出现絮状、粘稠物,易附在槽壁,管道内表面等处,尤其是对于极管的进、出液管、调节阀等处,由于变径影响,极易受到细菌污物堵塞。
重要的是细菌对于极液电导及涂装质量也有潜在的影响。
细菌具有繁殖迅速的特点,细菌的数量必须控制在一定的范围内,正常情况下细菌个数应低于500 个/ mL 样品。
如果阳极系统开始有细菌孳生,请送样到电泳漆厂家检测。
根据细菌含量情况及现场实际情况,可以采取以下阶段的处理措施。
二、初步杀菌方案对于细菌开始孳生,或者长菌现象不严重,或者作为预防措施来进行初步杀菌可以采取以下方案来进行处理1.人工清理管道、阀门等处的细菌污物,保证管路循环畅通。
2.排空极液槽内的极液,对槽壁、槽底等进行人工清理。
3.先打入部分纯水,循环极管内的极液,把极液带出,并全部排空。
4.极液箱注满纯水,加入约3~5%重量的助剂Ⅱ。
5.循环清洗24小时以上,必要时人工对循环管路、槽壁等进行清理。
6.循环清洗结束后,排空循环液,人工清理极液槽底内的污物。
7.注满纯水,循环清洗1小时后排空。
8.再次注满纯水,用醋酸配制阳极液,正常生产。
需要说明的是,应每周排空阳极液(即使不用溶剂杀菌),用醋酸重新配制阳极液一次。
9.以上清洗建议每周进行一次,并且送样检测细菌含量,制定实施周期。
如果生产紧张,也可以在生产过程中实施溶剂清洗,不会影响生产。
三、常规杀菌剂杀菌方案在使用助剂Ⅱ杀菌效果不能彻底的情况下,建议采用专用杀菌剂卡松(KathonLXE),它是一种广谱、非氧剂系杀生剂,在低浓度下使用能有效杀灭较宽范围内的微生物,其含有的活性分子可被降解,减少了排放问题。
按以下详细方案实施:1.人工清理管道、阀门等处的细菌污物,保证管路循环畅通。
电泳阳极-

电泳阳极
电泳阳极是一种用于电泳过程中阴极对应的装置,它是打破传统阴极电泳技术瓶颈的一项重要进展。
在阴极电泳技术中,通过在涂料中加入带负电的颗粒,将其吸附在带正电的工件表面,从而形成漆膜。
电泳漆膜具有厚度均匀,耐腐蚀,抗氧化等优点,被广泛应用于汽车工业等领域。
然而,传统阴极电泳技术也存在诸多问题,例如漆膜厚度分布不均匀,漆膜光泽不足,附着力差等。
电泳阳极则可以解决上述问题,它采用带负电的工件和带正电的阳极进行电泳涂装。
在此过程中,涂料会优先吸附在阳极表面,由于阳极通常为金属制品,具有良好的导电性能,这样可以保证阳极表面涂料的均匀性。
随后,工件通过离子交换的方式从阳极导电涂到表面,形成均匀而有序的漆膜。
电泳阳极具有以下优点:
1.漆膜均匀:由于阳极表面涂料均匀,所以可以保证漆膜的均匀性。
2.光泽度高:阳极表面涂料固化后,具有光滑的表面,漆膜光泽度高。
3.附着力强:由于阳极表面涂料和工件表面涂料之间存在相互作用,所以漆膜附着力更强。
4.生产效率高:由于涂装同时进行,所以生产效率更高。
5.节约能源:传统阴极电泳的工艺中需要使用高电压,而电泳阳极则可以在较低的电压下进行。
电泳阳极技术发展迅速,应用范围也越来越广泛。
目前,它已经成功应用于汽车、家居、建筑等多个领域。
与传统阴极电泳相比,电泳阳极在保证涂料性能的基础上,还可以提高生产效率,降低成本,具有更广阔的应用前景。
电泳辅助阳极系统设计探讨

10.16638/ki.1671-7988.2017.10.022电泳辅助阳极系统设计探讨吴贵生,邢汶平,肖坤(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:文章就江淮汽车公司现有涂装线进行辅助阳极系统改造,围绕设计方案、设备改造等方面进行探讨。
关键词:辅助阳极;电泳;阳极板;盲窗车型;实施方案中图分类号:U468.2 文献标识码:A 文章编号:1671-7988 (2017)10-62-03The Discussion on zhe disign of ED Auxiliary anode systemWu Guisheng, Xing Wenping, Xiao Kun( Anhui Jianghuai Automobile CO., Ltd, Anhui Hefei 230601 )Abstract: In this paper The modification of the auxiliary anode system for the existing coating line of JAC, The discussion of around the design plan、equipment modification, etc.Keywords: Auxiliary anode; ED; Anode plate; Windowless car model; Implementation planCLC NO.: U468.2 Document Code: A Article ID: 1671-7988 (2017)10-62-031、辅助阳极系统的应用背景随着大城市对市容市貌及城市环境要求越来越严,很多城市开始严格限制货运车辆进城,特别是敞开式货箱车辆成为严格监管的对象,各大城市都出台了限制规定和政策。
这些限制政策的出台催生了一种封闭货箱货运车辆及轻型客车货运版车型的发展。
电泳设备的直流电源和阳极系统的介绍
电泳设备的直流电源和阳极系统的介绍电泳直流电源由整流器供给,供车身的阴极电泳的直流电源电压应0~400V 之间可调,泳涂零部件的电压可适当低一些(0~300V)。
直流电需经滤波,电压脉冲同时不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。
一般对于连续式涂装k为1.5~2;步进空间全浸没通电,软启动k为2~3。
如无软启动,则脉冲电流很大(k为4,一般不采用)。
系统设计时要考虑电流作量备有发展余地。
经验数据每平方米泳涂面积的电流强度为10~20A。
PPG公司介绍其Uni-Primer厚膜阴极电泳底漆的电量消耗大约为0.24~0.28A.h/m2。
整流器应与运输链联锁,职停链10~15s后能自动涂装电压渐降到零。
支使链再启动时,电压要在10~15s升到电压。
在步进式电泳涂装场合所谓软启动,当被涂物浸没后在10~15s内电压渐升到第一工作电压,维持规定时间后,再渐升到第二工作电压,而不是一下就接通工作电压。
有阴极电泳涂装场合为提供最大的的人身安全性,一般都采用阴极(被涂物)接地方式。
有阴极电泳涂装场合(被涂物)和阳极的面积比按4:1设计(这是理论值,随制漆帮和涂料类型而异)。
阳极有隔膜电极和裸电极之分,隔膜阳极具有调整槽液中的酸浓度的功能,能将功赎罪电泳过程中产生的酸排出体系外,保持槽液的酸浓度一定,裸阳极面积不能太大,一般按隔膜电极/裸电极(3~5)/(1~2)设计。
裸电极一般作为槽底阳极。
通电方式有带入槽方式和车体全浸没通电方式。
在带电入槽场合,由于槽液面的泡沫电泳附着产生条纹斑痕涂膜弊病,所以在靠近车身入槽部位可以不布置或少布置阳极,来防止产生带电入槽的涂膜弊病。
全浸没通电方式无此弊端,可是初期电流大。
阳极布置在电泳槽两侧,在泳涂汽车车身那样较大的被涂物场合,可在底部和顶部布设阳极,以使涂层厚度均匀。
在分段供电场合,为防止漆在电压较低的阳极和极罩上沉积,分段电极的间距至少要大于一个极罩的间隙,如分段电压差超过75V,要留3个极罩的间隙。
电泳槽阳极板设计研究

10.16638/ki.1671-7988.2017.23.019电泳槽阳极板设计研究高岳鑫(一汽-大众汽车有限公司规划部,吉林长春130011)摘要:文章介绍了车身阴极电泳技术中阳极板的原理及应用,对阳极板选型、材料的选择及面积计算方法等进行了分析。
关键词:阳极板;阴极电泳;防腐中图分类号:TQ151 文献标识码:A 文章编号:1671-7988 (2017)23-62-02Study on the design of electrophoresis grooveGao Yuexin( FAW-VW Automotive Co. Ltd, Changchun Jilin 130011 )Abstract: This paper introduces the principle and application of the anode in the electrophoresis technology of the body, and analyzes the selection of the positive plate, the choice of materials and the method of area calculation.Keywords: Anode plate; Cathodic electrodeposition; Corrosion protectionCLC NO.: TQ151 Document Code: A Article ID: 1671-7988 (2017)23-62-02前言阴极电泳是目前轿车车身制造普遍采用的涂装工艺,随着科技的发展,人们对质量的要求越来越高,而阴极电泳技术可以有效保证车身电泳膜厚的均匀性,从而提高车身使用寿命(耐腐蚀性)。
阳极板是轿车阴极电泳设备的一个重要组成部分,必须科学设计选材,精心选型安装,细致维护清理,才能发挥阳极系统的功能,为生产出良好的电泳防腐涂层提供保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轿车阴极电泳中的阳极系统阴极电泳是轿车车身制造普遍采用的涂装工艺,是提高车身使用寿命(耐腐蚀性)的主要手段。
在阴极电泳中,所采用的电泳涂料是阳离子型(带正电荷)的树脂和颜料浆,被涂物(车身)作为阴极。
在阴极上的最初反应是水电解形成氢气和氢氧根离子(OH-),这一反应致使在阴极表面产生高碱性界面层,使带正电荷的粒子在阴极上凝集,阳离子(树脂和颜料)与氢氧根离子反应变成不溶性时就产生涂膜的沉积。
在阳极区不断产生有机酸(见下式):H ++CH3COO-或HCOO-→CH3COOH或HCOOH这些酸如不及时除去,会进入槽液使pH值下降,影响工艺参数pH值的稳定,影响泳透力及涂膜性能,再溶解性增大。
除去槽液中游离酸的办法有,添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统。
一般常用阳极隔膜系统法,尤其是在大型的阴极电泳涂装线上。
1.阳极系统组成阳极系统包含阳极液系统和阳极电源两部分。
阳极液系统是阳极系统的主要组成部分,由阳极隔膜系统、极液往返循环管路、泵、极液槽、电导率和混浊度控制仪、去离子水供给管路等组成。
1.1阳极液系统1.1.1阳极隔膜系统阳极隔膜系统是将阳极封闭在可冲洗的阳极罩上,极罩由不导电材料制成,敞开面(板式电极罩朝向被涂物的一面,管式电极四周都可算敞开面)装有离子选择性隔膜。
阳极有板式、管式和弧形等形式,其中管式阳极目前应用最为普遍。
1.1.1.1管式阳极单元由阳极罩(含离子交换膜)和阳极两部分构成,是过去板式阳极的替代产品。
其结构紧凑,膜电阻小,耗电量低,泳透力高,单位膜面积大,使用寿命长,检修和管理方便。
由于其体积小、质量轻,可安装于电泳槽的侧面、底部或上部,以满足不同涂装工艺的要求。
阳极电极材料一般采用316 L不锈钢,厚度最好不小于3.2 mm。
在正常情况下,阳极缓慢溶解,其寿命取决于通过电泳槽的生产率。
不锈钢阳极依靠钝化状态工作,但是不锈钢的活化溶解和钝化膜的形成受脉冲电流影响很大,实际生产中很难控制。
阳极的概率寿命可达到若干年,为延长阳极的使用寿命,可选用氧化钉或Ti基氧化物的电极。
试验表明,涂覆有氧化钉成分的阳极寿命是不锈钢阳极的数倍,但初期投资也比不锈钢要多。
由于氯含量对不锈钢阳极腐蚀非常明显,而氯含量多少对Ti基氧化物阳极毫无影响,因此也可选用Ti基氧化物电极。
Ti基氧化物阳极对电泳涂装现场的电流脉冲是完全允许的,是该阳极的工作电流范围。
Ti基氧化物涂层阳极为尺寸稳定阳极,工作过程中只有少量活性涂层损失,Ti基体在生产中始终处于无损耗状态。
阳极失活后,只需要重新涂活性层,Ti基体可以反复使用,可节省一定的资金。
Ti基氧化物涂层阳极使用寿命长,用该阳极代替不锈钢阳极,可以避免阳极的频繁更换,有利于稳定正常生产,简化管理。
1.1.1.2阳极面积在阴极电泳涂装场合,阴极和阳极的面积之比为4:1。
以汽车车身涂装线为例,阳极表面是指与通过工件相邻的被浸入阴极部分。
阳极面积用下列公式计算:阳极面积:=(车身数/minx2 minx表面积/车身)/4,全浸没时间超过2min的场合不要求加大阳极面积。
阳极罩的支撑体材料是塑料,最常用的如UPVC.阳极隔膜是阴离子交换膜,其性能参数如表1。
另外,阳极液循环系统设计时要为每个极罩配一个安培计,以便连续观察各极罩的运行情况、极罩状况和随时得到操作数据。
1.1.2阳极液循环系统阳极液循环管路必须用能耐pH值为2-5有机酸的不锈钢管或塑料管制成。
阳极液的循环量为每平方米有效极面积6~10 L/min,不断冲洗阳极,带走有机酸等阴离子。
每个阳极罩的进液管上要装一个流量计,以监视阳极液流量。
如果阳极液返回管为塑料管,应考虑采取阳极液接地措施(防止接触阳极液时有电击)。
1.1.3阳极液电导率阳极液系统要能够控制阳极液电导率在设定点的70~100μS/cm内。
控制器及仪器量程应为0~2000μS/cm,高泳透力产品要求量程为0~10000μS/cm。
阳极液槽的电导率传感器要装在远离阳极液返回管的位置。
阳极液槽用“无极(electro dless)”电导率传感器(如Foxboro 871 BCbody code BV)时工作性能较好。
1.1.4去离子水去离子水质量对电泳槽槽液的稳定性至关重要,除电导率、杂质离子等理化指标外,细菌数也是一个非常重要的指标。
一般在进入系统的去离子水管路上装有紫外灯杀灭细菌。
尽管如此,仍然要在电泳试验室中检测去离子水系统的菌落数。
当菌落数超过电泳漆供应商的产品要求时,要向电泳漆供应商或杀菌剂生产厂家(如Betz或Nalco)的去离子水专家咨询,以处理去离子水系统,使其能与电泳漆的稳定性相适应。
将来,随着电泳漆产品的技术更新,现行的对菌落数的限制可能会降低。
1.2阳极电源阳极电源是将交流电源转换为直流电。
直流整流器应能使电压在0~500 V可调。
实践表明,厚膜电泳漆(uni-prime)电流消耗大约为0.22 A·h/m2,系统设计要考虑50%的电流余量以供将来发展,可用式(1)计算泳涂1台车所需的总电流。
所需安培数=(0.22 A·h/ m2) x能涂的面积/min) x(60 min/h)(1)。
考虑安全系数,这个安培数乘以1.5来求出放大的规格。
把总流量分成两分,每一部分单独配整流器,设计要考虑配有专用及独立启动的备用整流器,以确保整流器发生故障时生产也能连续进行且质量不降低。
建议采用限流整流器以保护设备。
整流器供电平稳度或输出脉动率很重要,直流电要经滤波,电压脉动波动幅度不能超过平均直流电压的5%,满负荷情况下电压脉动率要小于5%。
2.阳极系统的安装维护在电泳槽投槽之前,必须安装好阳极系统。
除设备(整流电源、循环管路、阳极槽及控制仪表)完好外,安装阳极是一件非常重要的工作。
在安装前,所有阳极罩都要作渗漏试验;在投槽时,极罩中必须装有去离子水。
阳极应沿槽壁布置,浸入槽液中的深度不得小于槽垂直壁的槽液深度的40%。
在全浸泳涂时间超过或等于3 min场合,阳极的排布要从出槽口向前排,一般在入槽端靠近入槽车身部位不布置阳极。
在泳涂汽车车身面积较大的被涂物场合,可在底部和顶部也布设阳极,这样可使电泳涂层厚度更加均匀。
建议2个电极段之间至少有1个极罩的间隙,以防止漆在电压较低区的阳极和极罩上;如果两个极罩之间的电压差超过75 V,要留出2个极罩的间隙、电压差超过100 V,要留出3个极罩的间隙;如果用二极管防止回流,1个极罩的间隙就足够了。
阳极液循环系统要安设阳极液电导率的自动控制装置,预先设置阳极液电导率为一定值,当偏差为100μS/cm时,系统会自动排放阳极液和加人新鲜去离子水。
电导率传感器要装在阳极液槽中远离阳极液返回管的位置,一般装在进液管路上。
当阳极液pH值接近3,电导率明显超过设定值时,说明阳极液中已含有大量的酸根离子和金属离子,这些都会对形成良好的电泳漆膜产生不利影响,因此要及时充分排放阳极液(即阳极液置换)。
大量排放阳极液时要考虑到排放对废水处理的影响,高泳透力材料的独特化学原则使阳极液电导率保持在4000~6000μS/cm。
阳极液必须是清澈而透明的,如果浑浊说明有槽液进入。
当槽液进入阳极液时,通电时会使阳极隔膜内表面涂上漆,使得阴、阳极之间的流动受影响,而影响涂层质量和生产效率。
极液混浊度的测定可用目视法和混浊度测量仪。
当发现阳极液浑浊时,应立即停止极液泵,在可能的情况下,切断直流电源,查出有漏洞的阳极罩,将其与系统隔断,停产后检修或迅速更新。
2.1阳极的日常维护小心维护阳极及阳极系统对电泳涂装过程至关重要。
阳极构成电路使电流畅通,而阳极液控制槽液的pH值。
必须经常监视阳极的溶解情况以便及时更换损坏的阳极。
要经常检查阳极系统特别是阳极泥及细菌生长情况。
当阳极槽液中出现类藻类生物粘液时,说明阳极系统内已滋生大量细菌,必须及时对阳极系统杀菌,否则会堵塞阳极液循环回路,甚至污染电泳槽。
阳极液槽中的电导率测头要定期清理。
阳极液电导率要进行试验室检查以校准槽子的计量仪表,不是所有的不锈钢阳极材料都能防止阳极罩中酸性介质的腐蚀。
2.2停产期间阳极系统维护相对电泳槽而言,停产期间阳极系统维护较简单,除断开阳极直流电源外,应保证控制检测系统正常运行,此外还应进行如下操作。
a.排空阳极槽液,补入新鲜去离子水,循环至阳极槽内流体电导率小于100μS/cm,停止补水,保持阳极泵运行。
b.恢复生产前,排空槽内液体,加入新鲜去离子水,用醋酸将电导率调到400μS/cm以上即可。
3.阳极液系统杀菌电泳线阳极系统内杀菌、除去生物粘液是对系统的特殊操作,施工人员必须熟悉系统、原材料性能和设备使用的安全要求,预备防护目镜和橡胶手套。
首先,要将阳极液的进、回液管间短路连接,让流体不通过阳极管,以避免杀菌剂对阳极造成损害;操作人员必须着全套的安全防护服(包括防护面具、防化手套、外套、围裙、防化靴)。
a.仔细检查系统是否泄漏和确保合适的密闭循环回路,不要试图一次就清理完全部系统(有可能因清理太多的生物粘液而导致回液管路的堵塞).b.对附着在阳极槽及回液管路端口上的大面积粘液进行机械清理,以防止进、回液管的进一步堵塞。
c.清洗阳极液储存槽,再排干系统内的液体。
d.用尽可能大的去离子水冲洗系统内的泵、管道、过滤器,除去明显的生物粘液。
e.在阳极槽内回液管口安装100目的过滤网袋。
f.将阳极与进回液管路隔离开,以使杀菌剂可以在系统内所有管路循环但不通过阳极。
g.按4:1000的比例向阳极槽中加入35%H202进行循环,循环时间持续6h以上或至系统清洁为止。
在循环过程中要注意过滤袋网是否堵塞并随时更换。
h.清洗完成后排干清洗液,加人新鲜去离子水循环(多次)至系统清洁为止。
1.应逐根拆下阳极管和极棒,用新鲜去离子水仔细清洗,冲洗干净后管中装满新鲜去离子水立即安装复原。
j.将系统管路连接恢复,并加人新鲜去离子水循环,检查系统内各单元是否堵塞、泄漏,并予以处理。
.k.系统杀菌后,初期生产的一段时期要加强阳极液的排放和置换,并加强生产现场的情况跟踪。
4、结束语阳极系统是轿车阴极电泳设备的重要组成部分,只有科学选材、精心选型安装和细致维护清理,才能发挥阳极系统的功能,从而为生产出良好的电泳防腐涂层提供保证。