吸收塔石灰石浆液致盲运行分析
脱硫吸收塔系统常见故障分析及处理
脱硫吸收塔系统常见故障分析及处理脱硫系统的发生的故障主要是吸收塔系统出现的异常工况,分析吸收塔系统浆液循环泵叶轮磨损、浆液泵出口母管堵塞、吸收塔内浆液异常等对吸收塔出口参数的影响,并提出了各种异常现象发生时的解决方法,为减少脱硫系统故障,确保烟气达标排放提供参考。
1脱硫系统概况石灰石-石膏湿法脱硫工艺是目前较为成熟的脱硫技术。
莱城电厂4台300MW机组采用石灰石-石膏的湿法烟气脱硫工艺,一炉一塔设计。
自投运以来,脱硫设施投运率超过99.0%、脱硫效率保持在95%以上。
整套系统于2008年12月底完成安装调试,运行稳定。
系统全烟气量脱硫时,脱硫后烟气温度不低于80℃。
校核煤种工况下确保FGD装置排放的SO2浓度不超标;当FGD入口烟气SO2浓度比设计煤种增加25%时仍能安全稳定运行。
吸收塔系统是影响脱硫效率的核心部件,自下而上可分为氧化结晶区、吸收区、除雾区三个主要的功能区。
2吸收塔系统常见故障分析及解决方法2.1循环泵叶轮及泵壳磨损对吸收塔参数的影响脱硫系统运行中,因浆液循环泵中介质为石灰石浆液,外加浆液中pH值变化较大,因此,浆液循环泵的磨损在所难免。
浆液在泵内高速流动,对泵壳产生一定的冲刷磨损,造成泵壳壁厚变薄、磨穿的情况。
当泵壳减薄后,经叶轮作功后的浆液回流量相应增加,浆液循环总量减小,压头理所当然达不到应有的高度,吸收效果变差,出力不能达到额定值,吸收塔参数异常,脱硫效率降低。
解决方案:当浆液循环本叶轮及泵壳磨损严重时,相应出现浆液循环泵电流减小,出力降低,将循环量减少,此时应停止运行,对该泵叶轮及泵壳进行特殊工艺防磨,当防磨工作处理且养护完毕,可在此投入运行。
当叶轮磨损严重时根据运行周期可更换新叶轮,以保持正常浆液循环量。
2.2循环泵出口喷头及母管堵塞对参数的影响吸收塔系统运行中,经常出现浆液循环泵出力降低的情况,在排除浆液循环泵磨损等情况外,应考虑浆液循环泵出口喷头及母管堵塞。
一旦以上部位堵塞,必将造成浆液流量减少,浆液循环泵出力降低,浆液喷淋扩散半径减小,吸收塔内浆液喷淋不均,泵壳发热等现象,形成“烟气走廊”的机率大为增加,因而降低脱硫系统效率。
石灰石盲区
石灰石—石膏湿法脱硫石灰石盲区浅谈石灰石盲区:现象:原烟气SO2总量不变时增加CaCO3浆液而PH值持续降低,脱硫率下降。
危害:脱硫率下降达不到预期脱硫效果,污染环境;PH值降低,加剧吸收塔内部腐蚀;过量的CaCO3浆液造成原材料浪费。
原因:1、FGD进口SO2浓度突变引起石灰石盲区;基本机理:由于烟气量或FGD进口原烟气SO2浓度突变,造成吸收塔内反应加剧,CaCO3含量减少,PH值下降,此时若石灰石供浆流量自动投入为保证脱硫效率则自动增加石灰石供浆量以提高吸收塔的PH值,但由于反应加剧吸收塔浆液中的CaSO3•1/2H2O含量大量增加,若此时不增加氧量使CaSO3•1/2H2O迅速反应成CaSO4•2H2O,则由于CaSO3•1/2H2O可溶解性强先溶于水中,而CaCO3溶解较慢,过饱和后形成固体沉积,这种现象称为“石灰石盲区”。
2、吸收塔浆液密度高没有及时外排,浆液中的CaSO4•2H2O饱和会抑制CaCO3溶解反应;3、电除尘后粉尘含量高或重金属成分高,在吸收塔浆液内形成一个稳定的化合物,附着在石灰石颗粒表面,影响石灰石颗粒的溶解反应,导致石灰石浆液对PH值的调解无效;4、氧化不充分引起亚硫酸盐致盲;5、工艺水水质差,系统中的氯离子浓度高,石灰石粉品质差,引起吸收塔浆液发生石灰石盲区。
处理:1、若石灰石盲区发生,首先不考虑脱硫率,暂停石灰石浆液的加入,待PH值下降至4.0左右,人工计算石灰石浆液的加入量,使PH值逐步上升,脱硫率缓慢回升;2、增开氧化风机;3、若原烟气SO2含量高引起石灰石盲区,申请机组负荷降低,减少SO2量;4、向吸收塔内补充新鲜的石灰石浆液和工艺水,一边外排吸收塔浆液或排至事故浆液箱进行置换;5、若FGD的粉尘浓度高,调整电除尘振打方式;6、若氯离子含量高,加强废水排放,降低吸收塔中的氯离子含量和重金属含量。
关于发电厂脱硫吸收塔内浆液中毒的原因与应对技术

关于发电厂脱硫吸收塔内浆液中毒的原因与应对技术摘要:针对火电厂湿法脱硫系统,结合实例,对可能造成脱硫吸收塔内浆液中毒的常见因素进行了分析。
结果表明脱硫系统吸收塔内浆液中毒主要由石灰石品质、塔内氯离子含量、以及氧化风机氧化量有密切关系,且原烟气SOz浓度和飞灰含量,脱硫反应条件,吸收塔系统、废水处理系统设备的运行,石灰石浆液质量等均影响吸收塔内产生浆液中毒的可能。
关键词:火电厂;湿法脱硫;烟气;SO2;粉煤灰;吸收塔;石膏脱水;石灰石浆液氯离子、浆液中毒随着我国关于环境保护的法律法规日益健全、以及对环保工作的普遍重视,烟气脱硫技术进展迅速。
多数火电企业已装设或正在增设烟气脱硫装置。
石灰石一石膏湿法脱硫工艺因其技术成熟、脱硫效率高、吸收剂分布广且易得等优点而被广泛应用。
但是,由于影响石灰石一石膏湿法烟气脱硫效率的因素诸多,且这些因素又相互关联,给提高脱硫效率造成了许多困难。
例如,吸收塔浆液中的Cl-含量高不仅会增加浆液的腐蚀性、影响石膏品质与材料选择,而且影响石灰石的溶解度,最终影响脱硫效率。
一、湿法石灰石-石膏烟气脱硫原理湿法石灰石-石膏烟气脱硫反应主要是利用石灰石浆液在吸收塔内对烟气进行洗涤,进而达到脱硫的目的。
首先浆液中的碳酸钙与烟气中的二氧化硫反应生成半水亚硫酸钙,半水亚硫酸钙向中下部氧化区流动,利用氧化风机所提供的氧气在适宜的温度下进行强制氧化生成二水硫酸钙。
最后利用石膏排除泵将石膏抽出,送往石膏旋流站,进行一级脱水,细颗粒的浆液返回吸收塔,而浓度高的送往真空皮带机进行二级脱水。
通过脱水,浆液的含水率降至10%以下,生成商品石膏。
二、影响浆液中毒的因素1. 塔内ph值对吸收反应的影响控制塔内ph值是控制烟气脱硫反应的一个重要步骤,ph值是综合反应的碳酸根、硫酸根以及亚硫酸根含量的重要判断依据。
控制ph值就是控制烟气脱硫化学反应正常进行的重要手段。
控制ph值必须明确:so2溶解过程中会产生大量的氢离子,ph值高有利于氢离子的吸收,也就有利于二氧化硫的溶解;而低的ph值则有助于浆液中caco3的溶解。
湿法脱硫盲区现象分析及对策
湿法脱硫盲区现象分析及对策作者:廖亮来源:《科学与财富》2016年第19期摘要:对某火力发电厂石灰石--石膏湿法脱硫系统投运过程中产生的盲区进行分析,找到事故产生石灰石盲区的真正原因是由吸收塔浆液系统投运过程中被污染失去活性。
并对吸收塔运行中的异常情况进行分析,提出预防措施,供相关技术人员交流参考。
关键词:湿法脱硫;石灰石盲区;异常;分析处理石灰石——石膏湿法脱硫是目前国内火力发电厂普遍采用的烟气脱硫方法,其优点是脱硫效率高、稳定、适用性高。
但吸收塔浆液pH值的控制对吸收塔本体和其它设备的影响较大,浆液值不稳定或运行范围不合理会造成结垢、腐蚀、石膏品质差等后果。
在锅炉投油燃烧过程中,吸收塔浆液pH值的控制尤其困难。
下面将根据具体事例对吸收塔浆液石灰石盲区现象进行分析。
1、正常情况下吸收塔浆液pH值的控制实际运行中,吸收塔浆液pH值是石灰石湿法脱硫系统的重要运行参数,pH值对脱硫效率、浆液中CaCO3含量、CaSO4·l/2H2O及CaSO4·2H20溶解度等影响很大。
随着浆液pH值的升高,脱硫效率呈上升趋势,这是因为pH值升高,吸收塔浆液中含有的CaCO3也相应增加,液相传质系数增大,SO2的吸收速率增大,有助于脱硫效率的提高。
但当浆液pH值高于5.8之后,脱硫效率开始下降,由于pH值高时CaSO4·l/2H20溶解度下降,CaSO4·2H20溶解度增加(幅度较小),随着SO2的吸收,浆液pH值降低,浆液中CaSO4·l/2H20增加,并在石灰石颗粒表面形成一层液膜,而液膜内部CaCO3的溶解又使pH值升高。
在此过程中,液膜中的CaSO4·2H20析出并沉积在石灰石颗粒表面,形成一层外壳,使得石灰石颗粒表面钝化。
钝化的外壳阻碍了石灰石的继续溶解,抑制了吸收反应的进行。
因此,浆液pH值大于5.8后,H-浓度降低,Ca2+析出困难,导致脱硫效率下降。
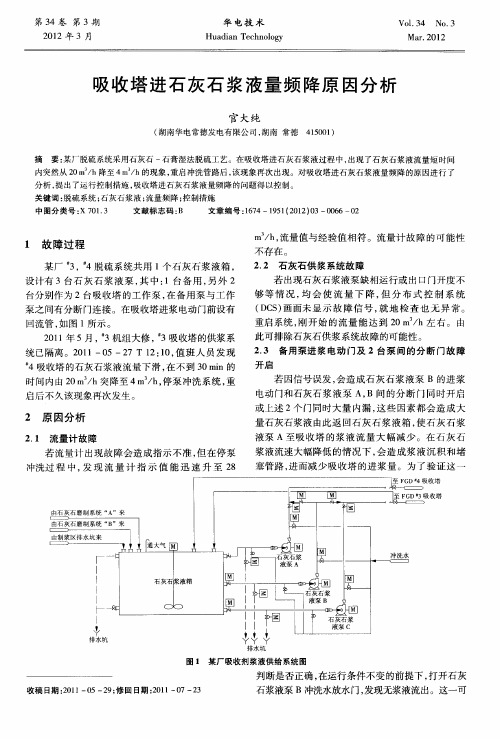
吸收塔进石灰石浆液量频降原因分析
入热段 再热 器 出 口安全 门导 汽 管 内, 使再 热 器 出 口
安全 门导 汽管 内的蒸 汽循 环流动 。
3 结 论
在 不影 响锅 炉再 热蒸 汽系统 的正 常运行 和不 改
变原来 系统 布局 设 计 的情 况 下 , 过 对 H 6 0— 通 G一 7 1. Y 3 7一 M9型 锅炉 1~ 4再热 器 出 口安 全 门导 汽
参 考文 献 :
[ ] 尚慈. 力发电厂金属 断裂与 失效分析 [ . 1刘 火 M] 北京 : 水
利 电力 出版 社 ,9 2 19 .
安全 门下 3 m处 ) 和再热 器人 口管 处 ( 热蒸 汽三 通 再
阀入 口侧前 1 m出管段 ) 0 开 3 m 2 m的圆孔 , 用 4 2
学环保管理方面的工作( - i ygc ou cm) Ema :bd @sh .o 。 l
< > ●<> ●< > ●<> ●< >●< > ●<> ●< > ●<> ●< >‘< > ●< >●< > ●<> ●< > ●<> ●< >● <> ●< >●< > ●<> ●< > ●<> ●< >● <> ●< > 。 > ●< >●< > ●<> ●< > ●<> ●< > ●<> ●< >● <> ●<> ●< > ●<> ●< >● <> ●< >●< > ●<> ●< > ●< >● <
( ) 照操 作 规 程 的要 求 , 期 校 验 在 线 质 量 2按 定 浓度计 , 以确保其 准确 可靠 。 ( ) 期对 石 灰 石 浆 液 进 行 手 工 取 样 分 析 , 3定 验 证在 线质 量浓度 计 的准确 程度 。
( ) 吸 收塔 进 石 灰 石 浆 液 的过 程 中 , 密 切 4在 要
吸收塔浆液中毒原因分析及处置措施

吸收塔浆液中毒的原因分析及处置措施运行部二零二三年六月二十日吸收塔浆液中毒原因分析及处置措施一、浆液中毒原因:1.除尘器除尘效率下降,吸收塔进入大量粉尘。
粉尘会封闭石灰石颗粒的表面,阻止石灰石浆液的溶解。
因此出现“中毒”时,加入石灰石吸收剂浆液的pH值不会升高,脱硫效率大大下降。
2.吸收塔入口SO2浓度超过设计值(2000mg/Nm3)。
入口SO2浓度过高,超出吸收塔的处理能力。
吸收塔氧化风量不足,产生的CaSO3(亚硫酸钙)和CaSO4(硫酸钙)增加,对石灰石颗粒的溶解产生“封闭”,阻止石灰石浆液的溶解;同时为防止出口SO2浓度超标,需增加供浆量,可能造成吸收塔浆液中未反应的CaSO4(硫酸钙)增加,浆液pH值降低至4.8以下。
3.吸收塔氯离子浓度升高。
氯离子浓度升高,氯离子极易与钙离子结合,造成石灰石溶解度降低。
即使大量供浆,pH值不升高反而下降。
4.氧化系统故障,氧化能力不足。
吸收塔浆液中的CaSO3(亚硫酸钙)得不到氧化形成CaSO4(硫酸钙)。
亚硫酸钙难溶于水,在浆液中呈“粘稠”状,不容易形成晶体,富集在石灰石颗粒表面,阻止石灰石的溶解,导致pH值降低。
另一方面CaSO3长期存在浆液中,阻碍SO2气体的吸收。
5.吸收塔浆液密度过高。
吸收塔浆液密度>1250kg/m3时,阻碍石灰石浆液的溶解,导致石灰石浆液过剩。
二、浆液“中毒”现象及判断依据:1.浆液pH值降低至4.8以下,且在大量供浆的前提下pH值仍然无法提升,甚至逐渐降低;烟囱出口SO2浓度超标。
2.石膏脱水困难,石膏呈稀泥状态;3.吸收塔浆液外观略显白色,用手触摸呈“粘稠”状;4.吸收塔浆液密度在线值>1180kg/m3,超设计值。
5.化验浆液品质:亚硫酸钙含量>0.1%,碳酸钙含量>3%。
综合以上几种现象,可判断为浆液“中毒”。
三、高负荷期间,预防浆液中毒措施。
1.脱硫运行班组各岗位人员学习吸收塔浆液“中毒”原因、现象。
在巡视检查及监盘操作时,认真检查及监视。
石灰石—石膏湿法脱硫运行中问题及处理

石灰石—石膏湿法脱硫运行中问题及处理分析、总结了石灰石-石膏湿法烟气脱硫系统运行过程中出现浆液含固量高、浆液氧化缺陷、液位不准、阀门内漏、吸收塔溢流和石膏脱水困难等问题的原因,并提出了一些改良措施。
这对脱硫系统的正常运行有一定的指导作用。
国内外使用比较多的烟气脱硫系统是石灰石一石膏湿法烟气脱硫(WetFlueGasDesulfurization,简称“WFGD”)工艺。
该工艺是世界上唯一大规模商业化应用的脱硫方法,并且技术十分成熟,运行相对可靠,脱硫效率高,对煤种适应性好,所以,被广泛应用。
我公司的4套脱硫系统都采用的是这种脱硫工艺,自20**年底投运以来,总体运行比较平稳,但是,在调试和运行过程中,也出现了很多问题,对系统运行的经济性和可靠性造成了一定的影响。
1主要问题及处理1.1循环浆液中含固量高通常情况下,吸收塔内浆液的含固量是10%~15%,最低不应低于5%.在一定范围内维持较高的浆液浓度,有利于提高脱硫效率和石膏纯度。
但是,高含固量浆液对循环泵、搅拌器、管道和阀门的磨损明显加剧。
由于调试期间密度计故障,不能很好地控制浆液密度,我公司4#吸收塔循环管线在试运行1个多月就发生了漏浆事件。
检查后发现,弯头处磨损严重。
另外,当含固量过高时,会影响亚硫酸盐的氧化。
一般来讲,当吸收塔浆液的密度大于1128kg/m3时,就会影响氧化反应;当吸收塔浆液的密度大于1200kg/m3时,明显不利于氧化反应的开展。
这在直接增加了石膏脱水的困难,同时,SO2出口浓度控制难度加大,脱硫效率明显下降。
经过现场测试,石灰石浆液密度与脱硫效率的关系如图1所示。
为了更好地控制吸收塔的浆液浓度,特采取了以下措施:①改良密度监测。
在设备运行过程中,要定期冲洗密度计,以提高其准确性,同时,还要定期取样,人工化验分析。
②调节供浆浓度。
将工艺控制参数供浆浓度从1160~1200kg/m3调整到1120~1160kg/m3后,在吸收塔液位允许的情况下,不仅能很好地控制吸收塔浆液浓度,还能减少供浆系统的磨损和堵塞现象的发生。
600MW机组湿法脱硫出现石灰石盲区现象的原因分析
表 1 吸收塔浆液化验 结果对比
2 石灰石盲 区现象的原因分析
2 . 1 脱 硫 吸收塔 内的化 学反应 过 程
烟气中的 s O 被 喷淋 浆液 中的水 吸收 与烟 气分
离 形成 亚硫 酸
S 02+ H2 O HS O3 - + H 。
进 入 吸收塔 的石 灰石 在偏 酸性 浆 液 中溶Байду номын сангаас
第 3期
吕雪冬 , 等: 6 0 0 MW 机 组 湿 法脱硫 出现 石 灰石 盲 区现 象的原 因分析
・ 6 9・
灰石粉 中 M g C O 质量 分数 过高 , 在 吸收 塔 中造 成
Mg 元 素不 断增 加 , 因M g 活 性远 好 于 C a ¨, 会 发 生 同离子 效 应 , 在 浓 度较 高 的情 况 下 首先 结 合 阴离
Ca CO3+2H — — Ca +H 2 O + C02 。
亚硫 酸 的氧化 结 晶反应 : 氧化 : 2 H S O ;+0 —一 2 S 0 一+ 2 H ,
结 晶: c a + s 0 一+2 H2 0
2 . 2 石灰 石 盲 区形成 的原 因
C a S 0 4・ 2 H 2 0。
超 标 污染 环境会 受 到 环 保 部 门的严 厉 处 罚 , 影 响单 位 经济 效益 。 ( 2 ) 吸收 塔 内 的 p H值 过低 , 会 加 剧 吸收塔 内部 及 各水 泵 管道 的腐蚀 。 ( 3 ) 脱 硫 系统 无法 正 常 运 行 , 机 组被 迫 降 负 荷 , 严重 时会 停 机处 理 。 ( 4 ) 超量 添加 石灰 石浆 液会 造成 浪费 。
( 内蒙古华 电包头发 电有 限公 司 , 内蒙古 包头 0 1 4 0 0 0 )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#2吸收塔石灰石浆液致盲运行分析
事件经过:
2010年11月1日,20:20分,接值长令,#6机关旁路档板投入脱硫运行。
当时,循环泵运行为A、C泵,脱硫率为93.98%,pH为5.4,进口烟气量为92.4万m3/h,石灰石供浆6.79 m3/h。
旁路档石灰石供浆25.7 m3/h。
22:47分,运行人员投运备用循环泵(B循环泵),脱硫率上升到94.7%,但pH持续下降至5.1,在持续25.7 m3/h供浆2.5小时后,至23:25停止供浆,当时pH曾有所回升,但最终仍处于持续下降趋势。
这是典型的由于石灰石过量而产生的亚硫酸盐致盲现象,持续的供浆未能使脱硫率板全关后,脱硫率为83.4%,pH为5.24,进口烟气量为122.4万m3/h,和pH上升,反而待续下降。
虽然运行人员在22:47分启动B循环泵,23:25分停止供浆来强化系统内石灰石浆液的溶解,但为时已晚,系统已经进入了盲区。
事件分析:
亚硫酸盐致盲原因:
1、进口烟气流量突然上升时,进口烟气中的SO2质量流量突升,氧化风量却一定,引
发生成的亚硫酸钙来不及全部氧化成硫酸钙,使亚硫酸钙过饱和。
2、pH自动调节环节迟后,使供入的石灰石浆液无法溶解,却大量在供浆,反而抑制了
石灰石的溶解。
3、运行人员运行经验不足,未能及早启动备用的B循环泵,造成系统内液气比不足,
更加造成过饱和的亚硫酸钙沉积在石灰石颗粒表面,使石灰石的溶解受阻,再次造
成溶解反应受抑制。
4、机组启动过程中的烟尘以及油气同样极容易对碳酸钙溶解产生抑制作用。
5、一方面SO2被吸收,产生大量的H+。
使浆液pH下降,另一方面,加入的石灰石被屏
蔽,不能完全溶解析出Ca2-,从而影响了后续的氧化和结晶的进行,从而使反应进
入了一种盲区状态。
亚硫酸盐致盲防范措施:
1、在机组投入脱硫运行时,必须将pH自动控制改造手动控制。
供浆量应分析脱硫率
和pH的变化情况,慢慢进行调节。
2、导入烟气之前,应尽量提高系统内的液气比,提前投运备用的浆液再循环泵。
3、机组投入脱硫运行前,应及时联系值长,特别是在关闭旁路档板过程中,尽量确保
机组负荷稳定一段时间,这样既能保证进入吸收塔的SO2质量流量不会有大的突变,又能保证炉膛负压不会有大的波动。
4、运行人员在关闭旁路档板过程应尽量缓慢,让烟气慢慢地导入吸收塔进行反应。
5、加强对表计的校验及维护工作,确保表计的正确性。
6、运行人员应提高监盘质量,加强综合仪表分析,关注CEMS的数据,特别是出口SO2
的浓度(环保要求必须小于400kg/m3)和O2量的情况,及时调节。
7、脱硫系统防止盲区应预防为主,尽量避免进入盲区,如进入了盲区早处理比晚处理
来得容易。
亚硫酸盐致盲的处理方法
1、将PH改为手动控制模式。
2、减少石灰石供浆量或停止供浆,暂时忽略脱硫率,让吸收塔内浆液的pH值缓慢降低至
4.2左右,使过量的石灰石溶解。
3、连续排放石膏浆液,降低吸收塔浆液密度。
4、当pH降低至4.0左右有一点回升,就停止供浆,稳定一段时间,观察PH变化情况。
可
缓慢增加石灰石供给量,pH上升每小时0.05—0.1为佳。
5、适当补充工艺水对吸收塔内的浆液进行稀释,以降低系统内的浆液密度。
6、如果上述措施无法达到效果或pH继续下降,申请撤出脱硫装置运行,重新更新系统内
浆液。
总之,进入盲区时间较短,致盲现象不深的情况下,可以通过关闭石灰石供浆阀门,大量出石膏,维持低pH值循环,通过一段时间的运行,将吸收塔内过量的石灰石粉消耗掉,恢复系统正常运行。
如果进入盲区时间较长,石灰石致盲现象较深的情况,就要根据物料恒算,维持一定的石灰石供浆量,观察pH值和脱硫效率,使之不会降得太低,同时将系统内浆液尽进行置换,降低杂质离子在系统内的浓度,以恢复石灰石粉的溶解能力,使加入的石灰石对吸收塔pH值有比较灵敏的反映,将系统恢复正常。
2010年11月12日
燃灰分场。