LCB低温碳钢及热处理
LCB低温钢阀门铸件的熔炼铸造及热处理探究
LCB低温钢阀门铸件的熔炼铸造及热处理探究摘要:本文首先对LCB低温钢阀门铸件的特点和化学成分简要分析,然后从选定浇注系统、制作铸造模具、选定阀体出品率、铸造质量缺陷等方面阐述LCB 低温钢阀门铸件的熔炼铸造工艺,从LCB低温钢阀门铸件化学成分比较、热处理工艺比较、LCB低温钢阀门铸件性能比较等方面阐述不同LCB低温钢阀门铸件的热处理工艺的优劣势,为LCB低温钢阀门铸件铸造人员提供参考。
关键词:LCB;低温;阀门铸件;熔炼铸造;热处理引言:LCB低温钢指的是美国ASTMA352标准中的一种低温碳素钢,主要在炼油化工装置的阀体、阀盖及阀板等阀门铸件中使用。
我国过去主要使用WCB材料铸造阀门,LCB低温钢阀门铸件铸造工艺体系不够成熟,无法保障炼油化工装置阀体、阀盖及阀板的质量符合要求,因此对LCB低温钢阀门铸件化学成份进行分析,并阐述不同铸造工艺下LCB低温钢阀门铸件的力学性能和低温性能差异,这样才能尽量掌握LCB低温钢阀门铸件的熔炼铸造及热处理工艺。
一、LCB低温钢阀门铸件的特点LCB低温钢阀门铸件的特点是低温性能良好,传统阀门铸件材料使用的碳钢虽然能够让阀门铸件力学性能达到要求,但是低温状态下传统阀门铸件材料脆性上升容易出现脆性断裂风险。
而阀门铸件主要应用在炼油化工领域中,一旦阀门铸件出现质量问题,势必会引发安全事故。
因此阀门铸件必须应用LCB低温钢材质,利用其低温状态下塑性、韧性、力学性能强的特点,减少安全事故发生几率[1]。
二、LCB低温钢阀门铸件的化学成分分析美国材料与试验学会ASTM A352/A352M中对LCB低温钢的力学性能和化学成分具有明确要求,其中力学性能具体要求如下:65ksi<抗拉强度<90ksi、屈服强度为35ksi、伸长率为25%、断面收缩率为35%、平均-46℃冲击值和最小值分别为18J、14J,同时需采用热处理工艺;化学成分具体要求如下:C≤0.30%、Si≤0.60%、Mn≤1.00%、S≤0.045%、P≤0.04%、Ni≤0.50%、Cr≤0.50%、Mo≤0.20%,大部分厂家在生产LCB低温钢阀门铸件时更愿意选择0.14%≤C≤0.18%、Mn≥1.2%、0.3%≤Ni≤0.4%且S、P含量尽可能低的铸件[2]。
阀体的常用材料及各种材料热处理分析

阀体的常用材料及各种材料热处理分析阀体的材料种类繁多,适用于各种不同的工况。
阀体的常用材料有如下九种:1.灰铸铁,适用于工作温度在-15~+200℃之间,公称压力PN≤1.6MPa的低压阀门。
2.黑心可锻铸铁,适用于工作温度在-15~+250℃之间,公称压力PN≤2.5MPa的中低压阀门。
3.球墨铸铁,适用于工作温度在-30~+350℃之间,公称压力PN≤4.0MPa的中低压阀门。
4.碳素钢(WCA、WCB、WCC),适用于工作温度在-29~+425℃之间的中、高压阀门,其中16Mn、30Mn工作温度为-40~+450℃之间,常用来代替ASTMA105。
5.低温碳钢(LCB),适用于工作温度在-46~+345℃之间的低温阀门阀门。
6.合金钢(WC6、WC9),适用于工作温度在-29~+595℃之间的非腐蚀性介质的高温高压阀门;WC5、WC12适用于工作温度在-29~+650℃之间的腐蚀性介质的高温高压阀门。
7.奥氏体不锈钢,适用于工作温度在-196~+600℃之间的腐蚀性介质的阀门。
8.蒙乃尔合金,主要适用于含氢氟介质的阀门。
9.铸铜合金,主要适用于工作温度在-273~+200℃之间的氧气管路用阀门。
以上列举的是阀体常用材料中的大类,具体每类材料中,又有很多不同牌号,各种不同牌号又适用于各种不同的压力等级。
因此,在选择阀门的阀体材料时,应根据不同的用途和不同的压力等级,确定适合于工况需要的阀体材料。
此外,阀体材料还有钛合金(钛阀)、铝合金(铝阀);塑料(塑料阀);陶瓷(陶瓷阀)等等。
阀体毛坯热处理工艺按不同的材料分别如下:1.灰口铸铁的热处理。
为了达到不同的目的,灰口铸铁在铸造后可以进行不同的热处理。
阀门生产中对灰口铸铁阀体等零件在铸造后常选用的热处理工艺有:消除铸造应力的热时效和消除自由渗碳体的高温退火。
热时效是必须的一道工序。
高温退火只有在铸造时由于化学成分和铸造冷却速度控制不当,造成铸造后组织中存在初生渗碳体时才用它来代替热时效。
LCB低温碳钢及热处理
低温阀门用LCB和LCC钢热处理方法浅析1 概述??? LCB和LCC是低温阀门较常使用的铁素体类低温钢,按ASTM A352/A352M的规范要求,它们适用于-46~0℃的环境中,因此对其低温性能有着较高的要求。
因为通常C-Mn类钢在低温工况中机械性能都会明显的下降,因而要使LCB和LCC达到ASTM标准的要求,其热处理方法有着一定的特殊性和难度。
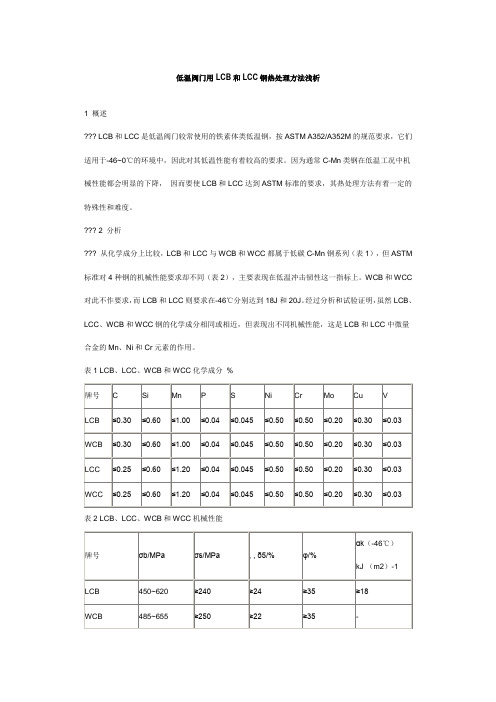
??? 2 分析??? 从化学成分上比较,LCB和LCC与WCB和WCC都属于低碳C-Mn钢系列(表1),但ASTM 标准对4种钢的机械性能要求却不同(表2),主要表现在低温冲击韧性这一指标上。
WCB和WCC 对此不作要求,而LCB和LCC则要求在-46℃分别达到18J和20J。
经过分析和试验证明,虽然LCB、LCC、WCB和WCC钢的化学成分相同或相近,但表现出不同机械性能,这是LCB和LCC中微量合金的Mn、Ni和Cr元素的作用。
表1 LCB、LCC、WCB和WCC化学成分%表2 LCB、LCC、WCB和WCC机械性能??? 在碳钢中加入Mn、Ni和Cr元素将对钢的组织、晶粒结构和热处理的温度曲线产生较大的影响。
Mn元素可增加钢组织中奥氏体的稳定性,降低热处理的冷却速度,提高淬透性,降低钢在淬火后的变形和增加钢的强度。
Ni不易与碳形成碳化物,用于低合金钢时,能增进低温韧性及硬化能,可减少热处理变化的敏感性及减少淬火的扭曲及龟裂,并能强化钢组织中的铁素体相,增加淬火后组织中的残余奥氏体。
Cr元素同样有稳定钢组织中奥氏体和增加淬火后组织中的残余奥氏体的作用。
??? 奥氏体是钢组织中比容最小的相组织,其冲击韧性、耐磨性和塑性都极好。
但是奥氏体通常存在于高温区(锻造就是利用奥氏体这一性质,把钢材加热到一定高温区再施锻),常温下奥氏体保存下来较少,只有在Mn、Ni和Cr等元素的作用下,才能使钢组织在常温中存在部分残余奥氏体。
奥氏体的存在将大大改善钢的冲击韧性、耐磨性和塑性。
LCC、WCB、CF8M、1.0619、1.6220、1.4408和20ГЛ等阀门钢热处理后历年试样力学性能检测结果统计
LCC、WCB、CF8M、1.0619、1.6220、1.4408和20ГЛ等美、德国、俄国阀门钢热处理后历年试样力学性能检测结果统计穆振远洛阳重诺机械制造有限公司(原洛阳机车厂热处理) 471822随着阀门出口贸易发展,我国开始大量使用国外阀门用钢生产出口阀门。
我有幸在温州盛昌石油设备制造有限公司从事热处理技术工作和现场热处理6年,经历了对国外阀门用钢热处理不熟悉,又经过多年热处理工艺试验改进到加深了解的全过程。
开始2年因无拉伸、冲击力学性能检测设备,全靠外协,数据较少。
由于公司重视,配全了硬度计、拉伸和冲击试验机以及低温保温箱。
4年来拉伸了两千多炉(根)和冲击一千多炉,总花费近二十万(包括设备购置费)。
大大加快了热处理工艺改进和新材料新产品生产开发。
我把我和我徒弟吴建明和陈健、用几年的汗水和心血获得的历年来多种阀门用钢试样力学性能统计表放在网上,献给全国阀门行业和行业热处理工作者,供大家交流参考。
为提高我国阀门热处理质量而共同努力!同时也献给我们董事长黄建中和黄建光!感谢他们大力支持!编统说明;1.本统计表是经历4年,近2仟炉随炉试样的力学性能试验统计结果。
含盖WCB、LCC、CF8M、1.0619、1.6220、20ГЛ等美国、德国和俄国15种阀门钢,HC-26等9种插车和其它配件钢。
数量之多,品种之全,网络和文献未见。
本文为抛砖引玉。
2.因为WCB和1.0619客户要求低温冲击,N有时不合格,采用QT热处理。
热处理后,除有高的强度和塑性外,还具有高于客户要求的低温冲击功,详见表1,589炉,-29℃Akv30-123L、A VG33-98J、平均53J;8炉-46℃Akv32-72J、AVG35-59J平均47J。
为简化和提高要求,1.0619客户要求-20℃同WCB-29℃,1.6220-要求-40℃,同LCC-46℃;CF8M不锈钢等均低于要求试验温度-50℃。
WCB-46℃和LCC-60℃低温冲击功也很高,远≧27J。
低温碳钢的焊接要点
通常把-10--196。
C的温度范围称为〃低温〃(我国从-40。
C算起),低于-196。
C时称为〃超低温〃。
低温钢主要是为了适应能源、石油化工等产业部门的需要而迅速发展起来的一种专用钢。
低温钢要求在低温工作条件下具有足够的强度、塑性和韧性,同时应具有良好的加工性能,主要用于制造・20~・253。
C低温下工作的焊接结构,如贮存和运输各类液化气体的容器等。
1、焊接方法及热输入的选择常用的焊接方法有焊条电弧焊、埋弧自动焊、铝极氮弧焊、熔化极气体保护焊。
低合金低温用钢焊接时,为避免焊缝金属及近缝区形成粗大组织而尽量不摆动,采用窄焊道、多道多层焊,焊接电流不宜过大,宜用快速多道焊以减轻焊道过热,并通过多层焊的重热作用细化晶粒。
多道焊时,要控制道间温度,应采用小的热输入施焊,控制在20KJ∕cm以下。
如果需要预热,应严格控制预热温度及多层多道焊时的道间温度。
焊接线能量也叫焊接热输入,是单位长度焊缝得到的焊接电弧热量。
公式E=U∙I∕v(焦耳/厘米)其中U:电弧电压(伏特),I:焊接电流(安培),v:焊接速度(厘米/分)。
焊接线能量是影响焊接接机械头性能的重要因素。
当焊接电流、电弧电压增大时,焊接线能量增大,当焊接速度减小时,焊接线能量增大。
对于低温钢,焊接线能量过大,接头韧性的下降更为严重,使压力容器在低温状况下运行时易发生瞬间的破坏。
所以焊接时,要严格控制焊接电流、电弧电压、焊接速度,保证焊接接头的各项性能指标。
2、低温钢的焊接特点及其工艺措施低温钢由于含碳量低,其淬硬倾向和冷裂倾向小,具有良好的焊接性。
但是过大的焊接线能量会使焊缝及热影响区形成粗晶组织而使低温韧性大为降低,结构的突变及制造中的强力组对会使结构的局部产生高的应力,从而增大设备在低温状态下的脆性破坏。
为此,在焊接过程中应做到以下几点:⑴采用小的焊接线能量,最大限度的减少过热,防止在焊接接头上出现粗大的组织。
焊条电弧焊常采用12-15KJ∕cm,埋弧焊通常为20KJ∕cm o为此焊条电弧焊尽量不用φ5焊条,埋弧自动焊多选用φ3.2焊丝,焊条电弧焊每层约2mm,埋弧自动焊约2.5mm o⑵采用直焊道,多道快速压焊。
WCB 2

WCB→LCB、 1.0619→LCC和WCC→LCC如何用热处理转变穆振远洛阳重诺机械制造有限公司471822 随着改革开放不断发展,采用国外牌号钢WCB、LCC和1.0619等生产外贸产品阀门越多越多,对性能要求也越来越高。
原高温压力容器钢如WCB和1.0619要求-29℃和-20℃Akv≧27J。
客户从经济考虑也提出WCB→LCB、1.0619→LCC和WCC→LCC,要求。
网民提出很多建议,但有的不专业和系统。
本文提出从以下俩方面解决如何转变。
1.转变化学成分,控制好成分:首先了解两种要转变钢化学成分和力学性能要求。
WCB和LCB、WCC和LCC化学成分完全相同。
前组和后组主要C和Mn不同,前组C≦0.30%、Mn≦1.00%﹙降碳最高1.28%﹚,后组C≦0.25%、Mn≦1.20%﹙降碳最高1.40%﹚,前组C高和Mn低。
1.0619和LCC除Ni、Cr和Mo稍有差别外,1.0619C0.18-0.23%、Mn0.50-1.20%,C和Mn基本相同。
对于中小阀门我们Cr、Ni和Mo都不加,这样只调控C和Mn。
WCB→LCB,一般LCB 要求焊接,控制CE碳当量,降低碳到C0.18-0.25%,Mn按规定可到1.20%-1.28%﹙0.25%-≦0.23%C﹚,WCB成分同LCC。
降碳使WCB先转变成LCC,热处理后其力学性能远超过LCB,为高级转变。
1.0619→LCC和WCC→LCC不变成分,只按LCC热处理即可。
控制C0.18-0.25%﹙德标0.23%﹚保证淬透性、淬硬性和高的低温韧性,Mn0.90-1.20%﹙1.28-1.40%-美标钢降碳允许﹚提高淬透性和低温韧性。
这种成分对本文6种钢和1.6220通用。
大截面才考虑加Mo,最后才是Cr和Ni,能不加就不加,作用不大。
2热处理转变:WCB、WCC和1.0619为高温压力容器钢,不要求低温冲击,要求不高,一般正火热处理,也有退火热处理[1]。
阀门材质缩写及标准
WCB/LCB/LCC/WC6/WC在阀门中是什么材质?WCB/WC6/WCw, weldability,可焊性c,cast,铸造,铸件A,B,C 表示钢种强度值由低到高LCB/LCCL 低温LCC低温碳钢1 概述我国出口阀门通常是按API、ANSI或相关的国外标准设计和生产,因而ASTM (美国试验与材料协会)标准中的材料大量被使用,LCC 就是ASTM 中的一种铁素体低温碳钢。
工况温度为一40~一l0℃规格为2英寸(50ram) ×2500Lb (42MPa) 以对材料的低温性能有严格的要求。
2 加工工艺、1根据客户和API标准的要求,LCC钢阀门(图1)的阀座采用焊接式阀体和法兰分别制造,阀体内焊好阀座并把中腔的连接螺纹加工好以后,再焊接阀体和法兰。
这种加工方法容易保证阀座的焊接质量,中腔的加工也相对容易,但对阀体与法兰的连接焊缝生产工艺却有着较高的要求。
因为阀座密封面是硬质合金,而且中腔的连接螺纹已经加工完成,对焊缝的所有操作都不应对这两处已经加工的部分造成不良影响。
同时不能对焊接后的阀门进行整体热处理,只能对焊缝及其热影响区进行局部热处理使机械性能达到要求。
因此对阀体与法兰连接焊缝的焊接材料选择和焊接工艺的制定十分重要。
‘3 材料分析LCC 钢是ASTM A352 /A352M 一93(1998) 中适用于低温承压件的铁素体类钢,其化学成分和机械性能见表1和表2。
针对LCC钢的2化学成分和机械性能,尤其是一4612时的低温冲击韧性 >20J/m2这一要求,选用了美国林肯公司生产的Exxxx—CIR焊条,专门用于低温碳钢的焊接,焊后机械性能可以达到LCC钢的要求。
其主要化学成分见表3。
4 焊接工艺打底焊用SNA一300型TIG焊机。
J5O焊丝,规格为 2.5mm(用TIG焊打底可以避焊条不摆动,每段焊缝衔接处的弧坑要添满,每条焊缝之间要有一定的搭接量。
焊完一道后要用尖嘴锤锤击焊缝,直到麻点密布,并等焊缝温度下降至150℃再焊下一道,焊层温度控制在150℃。
提高1.0619、WCB、LCC和1.6220钢热处理后的硬度即抗拉强度有利于提高低温冲击功

提高1.0619、WCB、LCC和1.6220钢热处理后的硬度即抗拉强度有利于提高低温冲击功M 穆振远洛阳重诺机械制造有限公司(原洛阳机车工厂热处理) 471822摘要:本文通过对中,美,德,日和俄罗斯标准中关于C、C-Mn压力容器用钢的抗拉强度(Rm)规定上限的比较,结合现场进行的大量随炉热处理试样力学性能的统计分析,论述了德标1.0619(GP240GH)中规定了Rm上限(600Mpa),是不利于提高材料的力学性能和使用性能的,而且也降低了加工性能和不便热处理组织生产。
中、日和俄标准中不设Rm上限,这有利于挖掘材料的潜力,提高材料的使用性能并节能。
文章中提供了大量生产实验结果的图和表说明,提高硬度有利于提高低温冲击功水平。
关键词:热处理;硬度;抗拉强度(Rm)上限;冲击功;1.0619;WCB;LCC;1.6220 Analyzing Upper Limit Rm of Steels (C, C-Mn) for Pressure Vessel in Several Countries MuZhe-yua (Luoyang Zhongnuo Machinery Manufacturing Co., Ltd 471822, China) Abstract:The author has performed and analyzed tremendous statistics of mechanical properties for test bar along with heat treating furnace. Compared with different standards of Rm (tensile strength) of steels (C, C-Mn) for pressure vessel in China, United States, Germany, Japan and Russia, German standard 1.0619(GP240GH) upper limit Rm is 600 Mpa that is the lowest standard. This upper limit Rm is not conductive to improve mechanical and material performance, reducing processing performance, and increasing inconveniences of Heat Treatment process. However, Chinese, Japanese, and Russian standards, without upper limit Rm, are easier to improve material and mechanical properties, and saving energy. When standards could not be changed, users could choose higher level standards.Key words: tensile strength(Rm)upper limit;Akv;1.0619;WCB;LCC;1.62201、几个国家Rm上限规定情况:生产中常用的高温阀门用钢有WCB、WCC和1.0619,低温LCB、LCC、1.6220和20гл。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低温阀门用LCB和LCC钢热处理方法浅析
1 概述
LCB和LCC是低温阀门较常使用的铁素体类低温钢,按ASTM A352/A352M的规范要求,它们适用于-46~0℃的环境中,因此对其低温性能有着较高的要求。
因为通常C-Mn类钢在低温工况中机械性能都会明显的下降,因而要使LCB和LCC达到ASTM标准的要求,其热处理方法有着一定的特殊性和难度。
2 分析
从化学成分上比较,LCB和LCC与WCB和WCC都属于低碳C-Mn钢系列(表1),但ASTM标准对4种钢的机械性能要求却不同(表2),主要表现在低温冲击韧性这一指标上。
WCB和WCC对此不作要求,而LCB和LCC则要求在-46℃分别达到18J和20J。
经过分析和试验证明,虽然LCB、LCC、WCB和WCC钢的化学成分相同或相近,但表现出不同机械性能,这是LCB和LCC中微量合金的Mn、Ni和Cr元素的作用。
表1 LCB、LCC、WCB和WCC化学成分%
表2 LCB、LCC、WCB和WCC机械性能
在碳钢中加入Mn、Ni和Cr元素将对钢的组织、晶粒结构和热处理的温度曲线产生较大的影响。
Mn元素可增加钢组织中奥氏体的稳定性,降低热处理的冷却速度,提高淬透性,降低钢在淬火后的变形和增加钢的强度。
Ni不易与碳形成碳化物,用于低合金钢时,能增进低温韧性及硬化能,可减少热处理变化的敏感性及减少淬火的扭曲及龟裂,并能强化钢组织中的铁素体相,增加淬火后组织中的残余奥氏体。
Cr元素同样有稳定钢组织中奥氏体和增加淬火后组织中的残余奥氏体的作用。
奥氏体是钢组织中比容最小的相组织,其冲击韧性、耐磨性和塑性都极好。
但是奥氏体通常存在于高温区(锻造就是利用奥氏体这一性质,把钢材加热到一定高温区再施锻),常温下奥氏体保存下来较少,只有在Mn、Ni和Cr等元素的作用下,才能使钢组织在常温中存在部分残余奥氏体。
奥氏体的存在将大大改善钢的冲击韧性、耐磨性和塑性。
LCB和LCC正是利用它们所含有的微量合金Mn、Ni 和Cr元素的作用,使热处理后的钢组织中增加奥氏体的含量来改善其低温冲击韧性。
但是残余奥氏体也有一个缺点,在常温下放置一定的时间后,一些残余奥氏体会逐渐转变成马氏体,引起晶间变形,这对于LCB和LCC这类含碳量较低的钢,残余奥氏体的转变变形影响则较小。
LCB、LCC中Mn、Ni和Cr元素的存在降低了钢的淬火温度,所以应适当调低淬火温度,否则会在淬火保温过程中使钢组织晶粒长大,致使淬火后组织晶粒粗大,不均匀,造成机械性能下降,不利于低温冲击韧性的提高。
由于淬火温度的选择适当调低,故保温时间要延长,以保证在晶粒不长大的情况下,合金元素充分弥散,使淬火后晶粒均匀细小,为LCB和LCC钢的机械性能,尤其冲击韧性的提高打下良好的基础。
淬火后,为了消除淬火产生的内应力,并得到所需要的组织和机械性能,需要对LCB和LCC淬火后进行高温回火。
但是由于Mn和Cr元素都是强促碳化物生成元素,在500~550℃回火时,碳化物会沿晶界析出,使钢的冲击韧性大幅下降,因此在选择回火温度时,要远离这一温度区域,并回火后冷却时采取快冷方式,迅速通过500~550℃这一温度区域,但在低于这一温度区间后,应采取适当的缓冷
方式,以降低由于快冷而再次产生的组织内应力,从而提高钢的机械性能。
3 热处理工艺
通过理论分析,确定了LCB和LCC钢的热处理工艺路线,并对其中的淬火、回火温度和冷却速度进行了大量的试验和修正(图1)。
按这套工艺,化学成分略有不同的,不同炉号及批次的LCB和LCC 钢坯零件,热处理后的低温冲击韧性值都能满足ASTM标准的要求,有时αk值可达到40J以上。
4 结论
通过对LCB和LCC钢化学成分的分析,确定了合适的热处理方法,解决了LCB和LCC钢的低温冲击韧性不稳定的问题,保证了低温阀的质量,适应了近几年石油化工企业快速发展和市场对低温阀的大量需求。