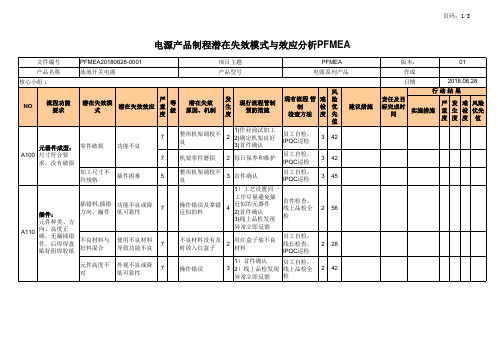
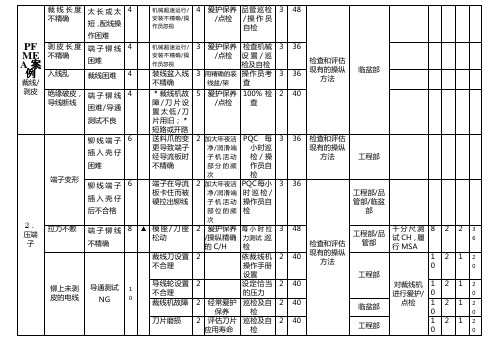
连接器PFMEA
电源产品PFMEA
42
清孔: A140 清理干净,不 弄坏焊盘 可弄坏焊盘 波峰焊接后补 焊的元件: 假焊、虚焊 A150 焊点光滑、饱 、连锡等 满,无假焊、 虚焊、连锡 检锡(补 锡): 焊点无连锡、 饱满、无冷焊 A160 漏检 、无针眼、无 堆锡、无假焊 、无拉尖、无 包焊 A170 焊LED A180 元件面检查 LED损坏 漏检
5
40
元件损坏
功能不良或降 低可靠性 功能不良或降 低可靠性
7
锡缸温度过高
员工自检, IPQC巡检 员工自检, IPQC巡检
3
21
元件损坏
7
无夹具
3
42
页码:3/8
文件编号 产品名称 核心小组 :
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值 员工自检, IPQC巡检 3 54
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
刷板清洗: 不能有残留的 A190 锡珠、锡渣元 器件焊脚等
PCBA残留锡 降低可靠性; 珠、锡渣、 功能不良 器件焊脚等
6
员工自检, 1)首件确认 锡珠太小,容易 IPQC巡检, 2 看漏;光线暗容 3 2)线上品检发现 线上品检全 易看漏 异常立即反馈 检 静电刷不洁,造 3 首件确认 成二次污染 检验不良 2 首件确认 员工自检, IPQC巡检 线上品检全 检
—
2
32
测试仪器失 效
影响电源测试 的准确性
8
PFMEA培训资料

03
PFMEA应用
PFMEA在企业中的应用
企业战略规划
01
PFMEA可以为企业战略规划提供全面的风险分析,帮助企业
了解各战略方案的风险程度,从而做出明智的决策。
企业流程优化
02
PFMEA可以帮助企业发现流程中潜在的瓶颈和问题,提出改
进措施和建议,从而实现流程的优化和提升。
企业项目管理
03
PFMEA可以为企业项目管理提供有效的风险管理工具,帮助
02
PFMEA是一种预防性的质量工具,通过分析产品设计、制造、组装和维修过程 中可能出现的潜在失效模式,并评估它们对产品性能和客户满意度的影响,从 而发现并解决潜在问题。
03
Hale Waihona Puke PFMEA可以帮助企业更好地理解产品的整个生命周期中的潜在问题,并制定相 应的措施来解决这些问题,从而提高产品质量和客户满意度。
PFMEA的关键要素
故障模式
PFMEA需要分析产品潜在的故障模 式,包括硬件故障、软件故障、环 境条件等。
故障影响
PFMEA需要评估故障对产品性能的 影响,包括对产品可靠性、安全性 、维修性等方面的影响。
故障概率
PFMEA需要分析故障发生的概率, 包括故障发生的频率和分布情况。
故障成本
PFMEA需要评估故障对产品成本的 影响,包括维修费用、停机时间、 信誉损失等。
02
PFMEA基础
PFMEA的原理与思路
PFMEA的原理
PFMEA是一种可靠性设计分析方法,通过预先分析产品潜在的故障模式以及产品 在整个生命周期中可能遇到的问题,为产品设计提供全面的优化建议。
PFMEA的思路
PFMEA的核心思路是通过分析故障模式,找出潜在的设计缺陷和薄弱环节,以便 在设计初期进行优化和改进,提高产品的可靠性和安全性。
PFMEA案例
引起客户投诉/晦气于追溯
5
操作员功课忽视
2
培训功课员
功课员自检/FQC全检
2
20
临盆部
11﹑
产品包装
包错纸箱
发错产品到客户;
客户投诉
6
操作员功课忽视
2
培训功课员
严格按照功课指导书/操作员自检/QA 100%考查
2
24
检查和评估现有的操纵方法
临盆部/品管部
贴错LABLE
6
2
2
24
包错数量
6
2
2
2
32
8
铆线端子插错壳仔模穴
2
培训操作人员/检查人员
依受控图功课/100%导通测试
2
32
4﹑
注胶
注胶过多
阻碍外不雅/车灯插入功课困难
5
射出胶量调剂不精确/射出时刻过长/注胶空气工作压力不相符要求
2
依筹划对注胶机进行爱护保养
按照比率8621-3:8621=10:7主动进行配比; 设置稳固的空气压力
2
20
灯炮装配线束时困难
5
检查图面脏污或褪色未及时改换
3
依照图面及相干功课指导书或考查规范要求进行考查
2
30
检查和评估现有的操纵方法
临盆部/品管部
5
检查方法缺点
3
2
30
10﹑
包扎标签
标签贴错处所
引起客户投诉/晦气于追溯
5
操作员功课忽视
2
培训功课员
依图面及功课指导书规定履行
2
20
检查和评估现有的操纵方法
临盆部
3
36
检查和评估现有的操纵方法
六步法pfmea案例
六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:案例背景:某家汽车零部件制造公司在生产过程中发现了一个频繁出现的问题:某零部件的尺寸偏差过大,导致装配时无法完全契合,进而影响产品的性能和质量。
为了解决这一问题,公司决定使用六步法PFMEA 进行分析和改进。
步骤一:确定分析范围团队确定了分析的范围为某零部件的生产工艺。
他们明确了问题的具体表现,以及对产品性能和质量的影响。
团队还确定了分析的目的是为了找出可能引起零部件尺寸偏差的潜在故障模式,并制定相应的控制措施。
步骤二:收集相关信息团队开始收集相关信息,包括零部件的设计图纸、生产工艺流程、设备参数、材料性质等。
他们还对生产现场进行实地考察,观察生产过程中的关键环节,并与相关工程师和操作人员进行沟通交流,了解他们对问题的认识和看法。
步骤三:识别潜在故障模式通过分析收集到的信息,团队识别出了可能导致零部件尺寸偏差的潜在故障模式。
包括:材料供应质量不稳定、设备操作不规范、工艺参数设置不当等。
每个故障模式都被赋予一个风险等级,以确定其重要性和优先级。
步骤四:确定故障影响团队分析每个故障模式的影响范围,包括对产品性能、质量、交付时间等方面的影响。
他们还评估了每个故障模式的可能性和频率,以确定其潜在风险。
步骤五:制定改进控制措施基于对故障模式和影响的分析,团队制定了一系列改进控制措施,以降低潜在风险。
加强材料供应商管理、优化生产工艺流程、规范设备操作规程等。
每个控制措施都被赋予一个责任人和执行时间表,以确保实施和落实。
步骤六:跟踪和持续改进团队制定了一个跟踪和持续改进计划,以监控改进控制措施的执行情况和效果。
他们定期对实施情况进行评估和审查,继续识别和解决可能存在的风险和问题,确保质量和性能的持续提升。
通过六步法PFMEA的分析和改进,该汽车零部件制造公司成功解决了零部件尺寸偏差的问题,提高了产品的质量和性能,降低了生产过程中的风险和损失,进一步提升了企业的竞争力和市场地位。
Standard-PFMEA连接器 ) - 实例

模温设备损坏(模具 标准化作业指
温度过低&过高)
导书
3
车间灰尘过多,有异 标准化作业指
物
导书
3
过程参数:气体流量,注 塑速度,注塑温度, 注塑 压力。
标准化作业指
导书
气体流量
(4~7MPa),
气体流量,注塑速 注塑速度(射
度,注塑温度, 注
胶段 55%~65%,注
3
塑压力设定不合理
塑温度
(300~320),
注塑压力(射
胶段
30~35%),
cess FMEA) 过程失效模式及影响分析(过程FMEA)
PFMEA Risk Analysis (Step 5) 过程 FMEA 风险分析 (步骤五)
PFMEA ID Number PFMEA ID 编号
Process Responsibility 过程责任人
Confidentiality Level: 保密级别
胶段
3
塑压力设定不合理 55%~65%,注
塑温度
(300~320),
注塑压力(射
胶段
设备运行不正常
标准化作业指 导书
3
模夹具损坏,未到位
标准化作业指 导书
3
5,调取注塑程序,空运 行,检查设备注塑程序
调取设备程序不正确
标准化作业指 导书
3
6,调试样件,试注塑, 自检确认样品,首件确 认,OK后生产
首件未完全确认OK
标准化作业指 导书
3
5,调取注塑程序,空运 行,检查设备注塑程序
调取设备程序不正确
标准化作业指 导书
3
6,调试样件,试注塑, 自检确认样品,首件确 认,OK后生产
连接器制程潜在失效与对策分析思路_PFMEA

3.IPQC巡检
1.自检 5 2.首件检测
3..IPQC巡检 1.自检 5 2.首件检测 3..IPQC巡检 1.供应商出货检验报告 2 2.进料检验报告 3..IPQC巡检 1.供应商出货检验报告 5 2.进料检验报告 3..IPQC巡检
1.电镀自检 3
2.进料检验
探 风险 测 优先 度 指数 D RPN
2.下板有干涉,客户投拆
5 ▼ 1.模具调整不到位
冲压成型 外壳弹高尺寸NG
1.成品尺寸NG,弹高偏高,-插拔力偏大, 客户投拆 3.成品尺寸NG,弹高偏低,--插拔力偏小, 客户投拆
6
1.模具调整不到位 ▼
2.模具避位不够
外壳弹片拔出角尺寸NG
1.插拔力偏大或偏小
7 ▼ 1.模具零件磨损
五金零件
端子弹高尺寸NG 端子卡点尺寸NG
1.调整电镀槽中定位装置 3 45
2.调整电镀收料定位装置
膜厚不足 铁壳压变形 胶料-烘料 没有烘干
1.铁壳氧化、生锈 2.铁壳恒温恒湿实验生锈 1.无法组装 2.产品对插不良
产品过高温起泡,客户投拆
5 ▼ 电镀层厚度不够
5 一次滚镀重量多,导致相互挤压变 形
1.供应商出货检验报告 2
2.进料检验 3
阶段
项目
制程 名称
潜在失效 模式
潜在失效效应,后果
严 重级 度别 S
潜在失效原因
模印,压伤
1.外观不合格
铁壳上弹片头部低于框口内表 面
Shell框口铆接处变形
1.尺寸不良,客户投拆 2.对插Plug时易将Shell弹片插成反折不 良 1.产品无法对插Plug---客户投拆 2.铆合力测试NG 3.自动机无法组装HSG
pfmea结构 -回复
pfmea结构-回复什么是SOCKS5 请求?SOCKS5(Socket Secure version 5)是一种网络协议,常用于网络代理。
通过SOCKS5 请求,用户可以在本地计算机和服务器之间建立连接,实现网络请求的转发与中继。
SOCKS5 请求可以帮助用户隐藏真实的网络地址,提供更高的网络安全性和隐私保护。
下面,我们将一步一步探讨SOCKS5 请求的原理,并解释它是如何工作的。
第一步:建立连接在进行SOCKS5 请求的过程中,首先需要建立一个连接。
用户通过客户端向SOCKS5 服务器发送请求,请求建立连接到特定的目标服务器。
客户端和服务器之间的连接可以通过各种不同的方式建立,可以是本地计算机直接连接到SOCKS5 服务器,也可以是通过代理链路等方式连接。
第二步:进行认证建立连接后,需要进行身份验证。
SOCKS5 协议支持多种不同的认证方法,如无需认证、用户名/密码认证等。
客户端和服务器协商选择合适的认证方法,并通过相应的认证机制进行验证。
认证成功后,客户端可以继续向服务器发送请求。
第三步:请求转发认证通过后,客户端可以向SOCKS5 服务器发送转发请求。
该请求包含目标服务器的地址和端口号等信息。
SOCKS5 服务器接收到转发请求后,会尝试与目标服务器建立连接。
一旦连接建立成功,SOCKS5 服务器会将客户端和目标服务器之间的数据进行转发。
第四步:数据转发一旦目标服务器连接成功,SOCKS5 服务器开始进行数据转发。
它会接收从客户端发送过来的请求数据,并将该数据转发给目标服务器。
同时,SOCKS5 服务器会接收从目标服务器返回的响应数据,并将其转发给客户端。
通过SOCKS5 请求,客户端和目标服务器可以进行双向的数据通信。
第五步:数据解析与返回SOCKS5 服务器会解析客户端发送过来的数据,并将其传递给目标服务器。
类似地,服务器也会解析目标服务器返回的数据,并将其传递给客户端。
这样,客户端和目标服务器之间就可以进行有效的数据交换。
PFMEA资料
过程失效模式及后果分析(Process Failure Mode and Effects Analysis,简称PF MEA)PFMEA是过程失效模式及后果分析的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
[编辑本段]概念论述PFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Anal ysis)的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
[编辑本段]原理分析PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发生 度(O)
现行控制办法
首件经IPQC确认合格后方可量产 2 作业员自检,参照《脱皮作业指导书》
IPQC定时进行抽检 作业员自检 2 IPQC定时进行抽检 1 由生产拉长或专属物料员到仓库领取材料 首件经IPQC确认合格后方可量产 1 作业员自检,参照《焊接作业指导书》 IPQC定时进行抽检 作业员自检 2 IPQC定时进行抽检 未检验产品挂“待检”牌 2 已检验产品挂“检验OK”牌 1 由技术员或者生产拉长附图纸领取模具 由技术员按《成型作业指导书》要求调节参数并记录 2 首件经IPQC确认合格后方可量产 操作员加料时确认规格并记录 2 首件经IPQC确认合格后方可量产 2 工作台需清洁后方可作业 未检验产品挂“待检”牌 3 已检验产品挂“检验OK”牌 1 分区摆放,100%测试,产品挂“测试OK”和“待测”牌 1 设备定期进行外校,IPQC定时用样品对设备进行测试 1 拉长或测试员按《测试作业指导书》调试参数 2 未检验产品挂“待检”牌,已检验产品挂“检验OK”牌 作业人员按《扎线作业指导书》及图纸尺寸作业 2 首件经IPQC确认合格后方可量产 IPQC定时进行抽检 3 工作台需清洁后方可作业 3 按《包装作业指导书》作业 3 按《包装作业指导书》作业
外观不良 插头规格与客户不符
3 作业员未按要求作业 4 领错材料
2
焊接 插头
接线定义错误
外观不良
pin位焊接错误 锡点外观不良
4 作业员未按要求作业 3 作业员未按要求作业
3
焊检
漏检
产品不符
外观不良
4
成型
色差
线材脏污
5
外观
漏外观
漏测
6
测试
设备故障
参数设置不符
7
全检
漏检
有产品不良隐患 产品与客户不符 外观不良
检出 度 (D)
风险顺序 数(RPN)
建议措施
1
6 同现行管理办法
1
6 同现行管理办法
1
4 同现行管理办法
2
8 同现行管理办法
1
6 同现行管理办法
1
8 同现行管理办法
1
4 同现行管理办法
1
6 同现行管理办法
1
6 同现行管理办法
1
6 同现行管理办法
1
3 同现行管理办法
1
5 同现行管理办法
1
5 同现行管理办法
1
5 同现行管理办法
1
8 同现行管理办法
1
6 同现行管理办法
1
6 同现行管理办法
1
6 同现行管理办法
1
6 同现行管理办法
出席人 员:
责任人
计划实施 实际完成
日期
日期
实际措施
实际后评价
严 重 度
发 生 度
检 出 度
风险顺序数 (RPN)
(S) (O) (D)
作业员 IPQC
321
6
321
6
411
4
作业员 IPQC
3 作业员操作不符合要求
线材脏污
外观不良
2 工作台面脏污
数量不符
少数或多数
2 计填写不符
2 未按包装要求作业
连接器PFMEA
严重度:1(小)-5(大) 发生度:1(低)-5(高) 检出度:1(容易)-5(困难) RPN:1-9不用对策:10采取与现行控制不一样的对策
(1) FMEA (2) 图纸 (3) 产品 (4) 物料
F111027 ZKH001A-001 A公+Micro5pin ZD-02A2-056(D917)
NO 工序名称
潜在失效模式
(5) 实施 (6) 修改
严
潜在失效后果
重 度
(S)
潜在的失效起因
尺寸不符
1
脱皮
外观不良
产品不符
尺寸不符
3 作业员未按要求作业
外观不良 外观不良 外观不良 有电气不良隐患 有电气不良隐患 有电气不良隐患 有产品不良隐患
4 产品未做区分标示 4 领错模具 3 成型参数不符
3 胶料颜色不符 3 工作台脏污 1 产品未做区分标示 5 产品未做区分标示 5 设备失控 5 作业员操作不符合要求 4 产品未做区分标示
尺寸不符
8
扎线
尺寸不符
作业员
作业员 IPQC
作业员 作业员 IPQC 实验室 作业员 作业员 IPQC 作业员 作业员 IPQC
412
8
321
6
421
8
411
4
321
6
321
6
321
6
131
3
511
5
511
5
511
5
421
8
321
6
231
6
231
6
231
6
制
核准:
审核:
作
: