ie装配线平衡.doc
简述装配线平衡的步骤

简述装配线平衡的步骤摘要:1.装配线平衡的重要性2.装配线平衡的步骤2.1 收集数据2.2 确定工作步骤2.3 计算工作循环时间2.4 评估装配线平衡2.5 制定改进措施3.实施装配线平衡4.监测和调整正文:装配线平衡是提高生产效率、降低生产成本的关键环节。
在现代制造业中,装配线平衡的重要性不言而喻。
本文将详细介绍装配线平衡的步骤,以帮助企业更好地实现生产目标。
1.装配线平衡的重要性装配线平衡能够确保生产过程中各个环节的流畅性,减少生产等待时间,降低在制品库存,提高生产效率。
通过对装配线的平衡,企业可以充分发挥设备潜能,提高生产效益。
2.装配线平衡的步骤2.1 收集数据在进行装配线平衡之前,首先要收集相关数据。
这些数据包括生产线上的工作步骤、工作时间、工作负荷等。
通过收集数据,可以了解生产线现状,为平衡装配线提供依据。
2.2 确定工作步骤根据收集到的数据,明确生产线上的工作步骤。
对于重复性较高的工序,可以进行简化或合并,以降低生产线的复杂性。
2.3 计算工作循环时间计算每个工作步骤的循环时间,即完成一个工作循环所需的时间。
这是评估装配线平衡的关键指标。
2.4 评估装配线平衡根据计算出的工作循环时间,评估装配线的平衡状况。
如果发现某些工作步骤的循环时间明显长于其他步骤,说明装配线存在不平衡现象。
2.5 制定改进措施针对不平衡的装配线,制定相应的改进措施。
这些措施包括调整工作步骤、增加工作人员、优化生产流程等。
3.实施装配线平衡根据制定的改进措施,对生产线进行调整。
在实施过程中,要注意观察改进措施的效果,以确保装配线达到平衡。
4.监测和调整装配线平衡不是一次性的工作,而是一个持续的过程。
在生产过程中,要不断监测装配线的运行状况,根据实际情况进行调整。
通过定期评估和改进,确保装配线始终保持平衡。
总之,装配线平衡是提高企业生产效率的关键环节。
通过以上五个步骤,企业可以实现装配线的平衡,降低生产成本,提高竞争力。
IE生产线平衡资料

瓶颈工序分析的目的是找出生产线上存在瓶颈工序的原因,并采取措施对其进行 优化或调整,以提高整个生产线的平衡率和产能。针对瓶颈工序的优化措施可能 包括改进工艺流程、提高设备精度、增加人员培训等。
04
生产线平衡的优化方法
调整工序作业内容
总结词
通过合理分配作业内容,平衡各工序 的工作量,提高生产效率。
实现生产计划的高效执行,缩短产品从投入到产 出的时间,提高整体生产效率。
降低生产成本
通过优化生产流程和减少浪费, 降低原材料、能源和水等资源
的消耗。
减少生产过程中的设备和人 力成本,提高设备和人力资
源的利用效率。
提高生产效率可以降低单位产 品的成本,从而增加企业的市
场竞争力。
提升产品质量
01
生产线平衡有助于确保产品在生产过程中的稳定性和一致性, 减少不良品和次品率。
06
结论
生产线平衡的成果与收益
生产效率提升
质量稳定性增强
通过优化生产线布局和平衡各岗位工作量 ,显著提高了生产效率,缩短了生产周期 ,减少了在制品数量。
平衡的生产线减少了操作员之间的差异, 降低了产品缺陷率,提高了质量的稳定性 和一致性。
减少浪费
提高员工满意度
生产线平衡有助于减少生产过程中的等待 、空闲和搬运等浪费,降低了生产成本。
02
提高生产过程的可控制性和可预测性,及时发现和解决生产过
程中的问题。
通过优化生产流程和提高员工技能,提高产品质量的整体水平,
03
满足客户需求。
03
生产线平衡的评估指标
生产线平衡率
总结词
生产线平衡率是评估生产线平衡状态的重要指标,它反映了生产线上各工序作业时间的均衡程度。
IE 系列培训教材(线体平衡)
线体平衡
海尔EPG 部品PL 钣金工程部编
4.5 损失分析
1. 目的:计算分析生产中的所发生的损失,并加以停止. 2. 损失的种类: 平衡损失(流程排位所造成的损失) 操作损失(生产中异常及不良造成的损失) 稼动损失(计划停线损失) 总损失=稼动损失+平衡损失+操作损失
模具=工业之母;IE=工业之父
模具=工业之母;IE=工业之父
IE=提升生产效率,降低制造成本
线体平衡
海尔EPG 部品PL 钣金工程部编
三、相关的概念 概念5:实际产量 实际产量是可供时间内所产出的良品数 1)人均产能(UPPH)=实际产量/投入时间/人数 2)单机台产能=实际产量/投入时间/机台数
模具=工业之母;IE=工业之父
IE=提升生产效率,降低制造成本
线体平衡
海尔EPG 部品PL 钣金工程部编
时间测量流程 数据与信息记录 作业内容
测试中判断作业员的速度水平,并作如实记录,不可修改量测数 据; 若有其他特殊情况,也应加以实录;
数据整理和计算
测试完毕,对数据进行整理和计算,补充测量有怀疑或错漏的数 据; 计算可信度95%所需的样本数量,补测差异样本数量
数据分析与处理
对量测记录之所有数据进行分析,对比ST的差异程度,解决发 现的问题; 若分析发现标准时间制定不当,应及时修改,必要时调整制程.
IE标准工时及线平衡

61.8
65.77
40.00
12.7
0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
备注:
产线布局图(Line Layout)
工序 2-2
宽放率:人工8%,设备(治具)10%
TOTAL工序时间:'Tc'=Σ Tc' 节拍时间(s):'Ts'=Max('C/T') 标准工时(s/PCS):'ST'='Ts'*'N' 22547.9 156.26 39845.1 23.0 255.0 0.1 0.4
23 29 37 40 43 53 58
160.00
156.3
151.3
140.00 123.8 120.00 100.5 90.5 83.8 80.00 68.5
61.8 60.00 43.1 70.8 93.4
104.0
100.00
98.0
51 39 36 58 84 283 35 24 55
20.00
生产线平衡率计算表
Doc. NO.文件编号 Schedule Qty 数量(PCS/11Hr): NO.of pro工序编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 ProcessName 工序名称 253.4 Time of Pro工序时间(S) TC 1562.6 5324.7 784.0 1266.8 1257.3 205.5 247.1 2972.0 373.4 1708.1 803.2 560.3 229.0 3537.4 1058.8 657.70 No.of Operators 人员安排 Model (型号): T/T (节拍): Cycle time 周期时间 (S)C/T 156.3 UPH 每小时产量 (PCS/Hr) Labour(人力) Machine Requirement 设备 需求
装配线IE工业工程改善案例
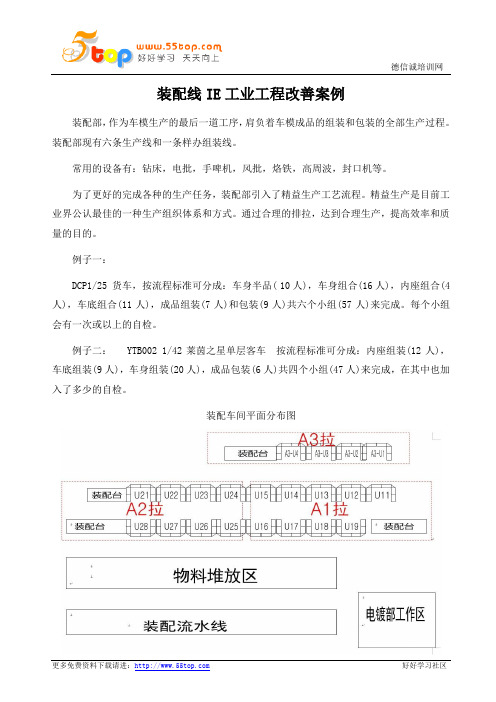
装配线IE工业工程改善案例装配部,作为车模生产的最后一道工序,肩负着车模成品的组装和包装的全部生产过程。
装配部现有六条生产线和一条样办组装线。
常用的设备有:钻床,电批,手啤机,风批,烙铁,高周波,封口机等。
为了更好的完成各种的生产任务,装配部引入了精益生产工艺流程。
精益生产是目前工业界公认最佳的一种生产组织体系和方式。
通过合理的排拉,达到合理生产,提高效率和质量的目的。
例子一:DCP1/25 货车,按流程标准可分成:车身半品( 10人),车身组合(16人),内座组合(4人),车底组合(11人),成品组装(7人)和包装(9人)共六个小组(57人)来完成。
每个小组会有一次或以上的自检。
例子二:YTB002 1/42莱茵之星单层客车按流程标准可分成:内座组装(12人),车底组装(9人),车身组装(20人),成品包装(6人)共四个小组(47人)来完成,在其中也加入了多少的自检。
装配车间平面分布图装配生产线平衡改善过程●了解产品组装工艺●对U型拉进行工时测定,得到统计数据●从统计数据分析U型拉平衡状况●识别瓶颈工位,找出不平衡的原因●运用平衡改善法则(ECRS法则)、动作经济原则等方法制定改善方案●将改善方案告知组长或装配主任,实施现场改善●改善效果分析总结平衡改善法则-ECRS法则简介符号名称说明E 取消Eliminate对于不合理、多余的动作或工位给予取消C 合并Comebine对于无法取消又是必要的,看是否可以合并以达到省时、简化的目的R 重排Rearrange经过取消、合并后,可再根据“何人”“何时”“何处”三个提问后进行重排S 简化Simplify经过取消、合并、重排后的必要工位,应考虑能否采用最简单的方法或设备替代,以节省人力和时间以上ECRS法则,具体可通过下列图片来说明生产中如何运用改善:。
最新IE生产线平衡资料

相关的概念
产出的速度取决于时间 最长的工站,称之瓶颈 瓶颈在哪里? 了解加工的过程
2020/10/22
2
相关的概念
概念1: 平衡率
用语衡量流程中各工站节拍符合度的一個综
合比值;
单件标准时间
平衡率= ----------------------100%
瓶颈时间工位数
时
T2
瓶颈时间
测试样本大小計算
山积表
山积表的使用: [图表生成方法]
山积表:将各分解动作时间,以叠加式直方图表现 的一种研究作业时间结构的手法.
样式:
產品xxx工時山積表
秒
10
8 6
0
0 1.5
1.5 0.5
1.5
10 2
1.5 2
10
0.5 1.3
2
10 3
0 4
4
4
6
1
3
1.5 3
2
2
3.5
3.5
2
2
2020/10/22
4
相关的概念
概念4:设定产能 设定产能(H) =3600(S)/瓶颈时间(S) 设定产能(班)=投入時間/瓶颈时间(S)
思考:1)为什么设定产能(班) =投入工时/总工时 总工时=瓶颈时间*作业人数
2)总工时 VS 单件标准时间
概念5:实际产量 实际产量是可供时间內所产出的良品数 1)人均产能=实际产量/投入时间/人数 2)单机台产能=实际产量/投入时间/机台数
时间测试
分解动作时间量测,一般每个动作测量5 次为宜; ❖ 量测人员应站在作业员斜后面1米以外, 以能看清楚全部操作动作为准则; 测试中不能打扰作业员的正常操作和引 起作业员的紧张;
基于IE的电动车装配线平衡的改善
Ab ta t T kn v — ie ee t c v hce c mp n s e l df r h a k ru d o esta in o j cied t i s c : a i g af e l lcr e i o a y a s mbe eb c go n f h i t , b e t aa s r i n i l o t t u o v
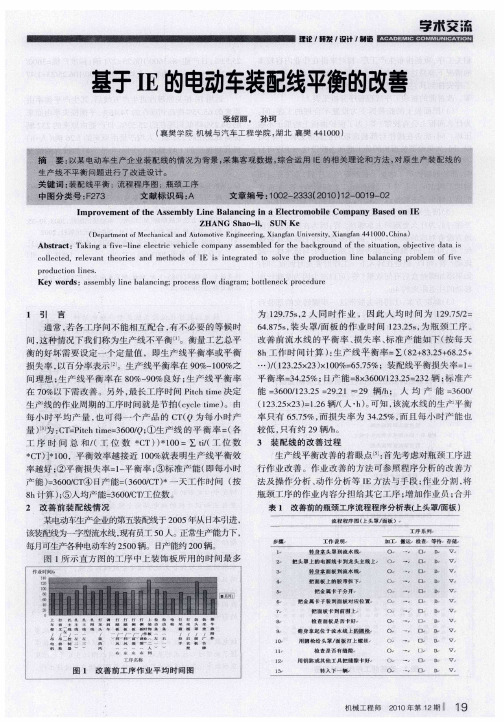
率 只有 6 . %, 损 失 率 为 3 . %, 57 5 而 4 5 而且 每 小 时 产 能 也 2
3 装 配线 的 改善 过 程
只有 约 2 9辆 ,。 h 量 ) :T Pt m = 6 0Q; 为 C - i ht e 30 / ①生产线 的平 衡率 = 各 较 低 ,  ̄ c i (
8 计算 )⑤人 均产 能= 6 0C 厂 h ; 30 ,T工位数 。
2 改善 前装 配 线情 况 某 电动车生产4—, — 4 的第五装配线于 2 0 年 从 日本引进 . -1 , 05
瓶 颈工 序 的 作业 内容 分 担 给其 它 工序 ; 加 作业 员 ; 增 合并
生产线 的作 业周 期 的工 序 时 间 就是 节 拍 ( yl i ) c cet me 。由 每小 时平 均产 量 , 可 得 一 个 产 品 的 C ( 也 T Q为 每 小 时 产
8 工作时 间计算 )生产线平衡率= 8 + 3 5 6 .5 h : ∑(2 8 . + 8 + 2 2
字 木 交 i 蠹
理 论 , 发 , 计 , 蕾 研 设 嗣
基于I E的电动车装配线平衡的改善
张绍丽 。 孙珂 ( 樊学院 机械与汽车工程学 院 , 北 襄樊 4 10 襄 湖 4 0 0)
I p o e e ft e As e m r v m nto h s mbl n l n i g i e t o o ie Co p n s d o E y Li e Ba a c n n a El c r m b l m a y Ba e n I
IE运用的典型例子—生产线平衡
IE运用的典型例子—生产线平衡一、流水线平衡的过程装配线平衡问题是一个与设施规划相牵连的问题。
一个工作站要完成的工作总量与安排到该工作站的基本工作单元总数是全都的。
装配线平衡问题就是将全部基本工作单元分派各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少。
这个问题被产品设计和过程技术中所规定的各基本工作单元的关系弄得复杂了(是否应删除)。
各基本工作单元的这种关系称为作业先后关系,它打算了装配过程中操作完成的先后次序。
装配线平衡的步骤如下:1)用一个流程图表示作业先后关系。
流程图由圆圈和箭头组成。
圆圈代表单个作业,箭头代表作业操作顺序;(目前我们这里就没有用符号﹐而是真实的表现写出来的)2)求出生产节拍(C),所用公式为:C=每天的生产时间/每天的计划产量3)用下面的公式求出满意节拍要求的最少工作站理论值(结果要用不少于原值的最小整数来表示):Nt=完成作业所需的时间总量(T)/节拍(C)4)选用将全部作业安排到各工作站的第一规则,若该规则遇到问题,则采用第二规则;5)向第一个工作站安排作业,一次一项,逐项增加,直至作业完成所需时间等于节拍,或者由于时间或操作次序的限制,其它作业不能再行增加为止。
重复该过程向工作站2安排作业,然后是工作站3,直至全部作业安排完毕;6)用下面的公式评价装配线平衡后的效率:效率=完成作业所需的时间总量(T)/7)假如结果不如人意,用其它决策准则重新对装配线进行平衡。
二、流水平衡中削减作业的方法在作平衡前﹐先要找到不平衡﹐有的也叫“瓶颈“﹐这个可以从产品出现在一个地方积累﹐或者出现工人等待等现象发觉﹐在通过秒表测时﹐和预定动作时间研究后﹐经过比较﹐就可以发觉一些问题啦﹗这里说说削减作业时间的方法主要有:1.作业分解:通过作业分解的方法使一个作业分解到两个或更多的工作站;2.作业共享:将作业在相邻的工作站多少进行一些共享,这样,紧邻的工作站就能完成该工作站的部分作业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IE:装配线平衡1. 制造环境中的元件装配装配是一个很古老的概念,是我们理解制造的基础。
很难列出制造的、用于出售的产品却没有经过装配的阶段,尽管也有一些,例如,简易扳手、斧柄、刀子、叉。
但是,我们想到的制造的产品经常是主要为装配的东西:汽车、计算机、还有飞机。
现代的装配作业还没有多少年,它包含工人的数目,移动的传送带,将分散的装配工人合理分配,使用装配传送带将部件带到他们身边。
图1解释了这个概念。
传统的装配生产线,就象图1所描绘的,通常是基于以下事实:工人可以被细分(Adam Smith concept)可以在生产线上不同的工位上分配;在生产线上工人通过传送带装配上道工序传来的部件。
但是在过去的二十年中,是如扩大提供给每个工位的工作数量的装配应用得到了很大的发展和成功的应用。
在这种方式中,移动的传送带可能将部件送到一个工位,一直到它完成才将它移走。
在这种情况下,需要一个来料的暂存区减少工作时间波动的影响。
这种装配生产线的“新”形式,让使用创新的传送带结构(被Tuggle叫做modular装配系统)成为可能,它通常需要不同的物理结构满足不同的需求。
一些这种新型的装配线的拥护者指出,通过强调技能和建立工人确认产品制度可以提高品质。
这种类的生产线需要大量的重复的工具和夹具,因为一些工人可能同时做相似的事情。
图2和图3给了两种MODULAR拉的范例。
装配也并不是一定要传送带,甚至可以不需要人。
装配可以在工作台或其他的装置上完成。
可以通过机器人或其他的可变成的设备固定元件。
相对于以传送带为导向的装配线的可供选择的现代的方法是“自动导向运载工具”(Automatic Guided Vehicle——AGV,见图4)。
AGV就象是一个移动的装配平台,它可以将要装配的产品从一个装配工位送到另一个。
这种结构,虽然昂贵,但是对装配不同产品的生产线有很高的灵活性。
我们不应该认为在制造环境中装配是个独立的动作。
制造学的JIT原理中,装配系统可以是驱动力(拉力),用来设定整个制造系统的步伐。
图5概要地描述了平衡的装配线从按照装配平衡的步伐进行的制造系统中拉动制造元件。
也要注意,从仓储区域中出入的部件也要和装配生产线保持平衡。
在本章中主要讨论装配操作的平衡,他们被认为是“应该平衡的因素”(the factor should be balanced)2. 装配平衡的基本概念在过去,使用“装配线平衡”解释工作元素分配的过程、需要装备的部件沿工位分配(通常是沿着装配线)是可以接受的。
但是,就象我们知道的装配不总是仅仅出现在典型的装配线上,装配平衡就是应该做什么的足够的指引。
装配是将两个或更多的在制品或半成品组成一个单位。
通常,在装配的过程中有超过两个的元件。
这就带来了装配平衡的问题。
因为产品的装配时间总是长于单个元件的生产时间,分解装配任务是为了可以在几个装配工位分阶段完成。
这些工位的装配任务量一定要“平衡”。
图6表明了这种理论。
在这个系统中,每个工位被安排3个任务,它们独立的时间显示在图6(B)中的柱状图部分。
每个工位的积累时间也显示了出来。
工位的时间近似相等;但完美的平衡是不可能达到的。
这个图也联系到了装配拉平衡的示例,我们会在以后的部分在中具体描述。
3. 装配平衡问题的元素一个产品被几个工人一步一步的手工装配,这是一个解释装配平衡概念的模型。
产品的装配可以被细化为元素任务,当元素任务被以适当的节奏执行的时候,会形成完整的产品。
工作元素、执行它们的时间值、执行的先后顺序被叫做“优先图”(Precedence Diagram)。
图7是一个出现在Hoffman中的特殊的(简单的)9元素的优先图。
出现在另一个元素右边,通过箭头连接在一起的一个元素,不能够在另一个元素完成之前进行;例如,只有元素1完成后才能开始元素2,同样元素3也是。
有时,就象元素9那样,必须有两个以上的元素完成后接下来的元素才能进行。
拉平衡运算法则的目的是在几个工位中分配工作元素,使每个工位的总的工作量尽可能相等,满足工作元素的限制和时间,而且满足生产计划的要求。
对每个产品来说,当它经过每个装配工位的时候,在每个工位上的工人重复自己的工作。
通常,会有很多可能的优先图的排列,作业元素可能分配给工位的顺序不同。
例如,在9元素的优先图中有24种可能的元素顺序。
整个拉平衡的运算法则希望能在众多的方法中选择“好的平衡”(选择好的元素顺序)。
装配线平衡问题通常的定义是“最小的总的空闲时间,或者相当于在给定工作量和给定的装配线速度的情况下最小的工人数量。
”这被称作平衡延迟的最小化。
平衡延迟定义为全部的,从不同的生产时间到不同的工位所引起的空闲时间的总和。
只有在很少的情况下可能达到较好的平衡,通过平衡会消除空闲时间。
4. 用于装配线系统建模的参数为了更好的理解装配线平衡问题和计算机导向(computer-oriented )的生产线平衡过程,象征性的定义问题是必要的。
以下的符号就是为了达到这一目的:c = cycle time 循环时间k = workstation number 1<=k<=K 工位数目i = work element identification number 1<=i<=K 工作元素数目Ti = time value for work element i 为完成工作元素i的时间Sk = amount of time assigned station k 在工位k上所花费的时间和dk = delay (idle time)at station k 在工位k上的延迟时间(空闲时间)和D = balance delay for entire assembly line 整个生产线的平衡延迟循环时间定义为被装配的产品出现在装配线尾部的速率(the rate at which assembled products emerge from the end of the assembly line)。
它也是一个产品按顺序装配时通过装配工位时可用的最大时间。
假设产品在传送带上装配,循环时间应该如下定义:C = H / P其中,H = 每计划界限的时间(天、工作等);P = 在H小时内的产品数量,包括返工和报废。
有了这个C值,我们就能得到装配线上最小可能数目的工位:Kmin = ∑Ti / C + r (0≤r≤1) = an integer如果根据给定的循环时间装配劳力的分配∑Ti/C有余数r(r是一个相对的平衡值),在这种情况下所有工位的循环时间完全相等是不可能的。
使生产线平衡的C为:C = ∑Ti / Kmin全部生产线的平衡延迟有以下的公式:D = ∑dk = ∑(C - Sk )图8显示了一个工位中d、c、s之间的关系。
优先图”的信息可以简洁的包含在“优先矩阵”中(但是没有可视功能)。
图9显示了在图7所示的9个元素之间的优先关系。
在矩阵中,“+1”代表i元素绝对优先于j元素。
例如,元素3优先于矩阵4。
“0”代表没有关系。
矩阵的对角线明显应该是0;除此之外,还表示成对元素之间没有关系,例如5和6、7和8等。
“-1”代表i元素绝对落后于j元素。
这个信息由于已经由+1表示过了而显得多余。
另有一种优先矩阵没有-1的关系。
5。
装配线平衡方法优先矩阵和之前讨论的装配线参数之间的基本关系是装配线平衡运算法则的基本输入。
在本章讨论的基本运算通常使用启发式或最优化的方法操作优化矩阵,这个过程是动态程序(dynamic programming)、分散集合(branch and bound)、等等。
有些文献建议使用计算机导向的过程;有些仅仅是理论的东西,但是还有一些在工业实践中有典型的实际应用。
我们这里讨论的是等级位置权重法(ranked positional weight method),一种启发式的方法。
等级位置权重法由Helgeson和Birnie在1961年发明,当时的目的是显示在装配线平衡运算过程中基本条件是如何计算的。
但是,必须认识到,这种方法相对于用在工业应用中的其他的方法是一个简单的运算。
而其他的方法由于元素数量大、优先权的限制、装配线结构和工装的限制等而非常复杂。
使用以前讨论过的9元素问题,优先矩阵可以要求给出的两列元素时间新系来讨论(如图10)。
第一列数据是元素的操作时间(小时);第二列数据是元素的权重。
权重的值是元素时间与和该元素关系为+1的所有元素时间的总和。
例如,元素4的权重为:0.05+0.01+0.04+0.05+0.04+0.06=0.25。
等级位置权重法的基本逻辑是将元素安置在一个位置,使位置在优先权限的限制下,按循环时间升序排列。
如果9元素优先矩阵定义的产品的生产计划为每40小时生产285件,如何用等级位置权重法设置装配线呢?循环时间如下计算:C = H / P = 40 / 285 = 0.14 小时/件对于实际的循环时间,理想的工位数为:K = ∑Ti / C = 0.37 / 0.14 = 2.64 →3个工位最后的结果显示完美的平衡(没有空闲时间)是不可能的,最小工位的数量为3个。
就象之前提到的,Helgeson-Birnie方法的主要思想是在优先限制和将工位的空闲时间放在工位许可范围之内的情况下,将元素按权重的升序排位。
图11显示了元素-位置安排的步骤。
可以当作计算机程序的流程图。
图6是计算的结果。
在结束讨论这个问题之前,应该注意循环时间0.14小时是由公式C = H / P 得出的。
如果要求在40小时(分子)之内生产多于240件产品(分母),循环时间就要相对的少些。
循环时间给装配员工定义了配件通过他面前的一段时间。
当循环时间减少,装配线的速度就更快。
如果过分希望装配工人在最短的时间内完成任务,品质问题可能会增加。
6. 同时生产两种以上不同产品的装配线平衡有些工业产品是由几种或更多的不同部件组成的,这些部件要求同时完成。
在这种情况下,平衡装配线就要有更多的实践经验。
一个很好的例子是汽车的装配,同样汽车的几种模块同时转移到装配线。
通常,因为每种模块有不同的优先图,每种模块需要的工作量也不相同;这就形成了生产线上的不平均,从而引起单个工位的工作元素的不平均。
模块混合有两个主要的问题:(1)决定生产线部件的生产次序;(2)安排所有模块的所有部件到一个特殊的工位上。
后者可以被视为与单模块拉平衡的不同之处。
以下我们详细介绍Burns和Daganzo有关装配线的次序问题的理论。
在混合装配线平衡可行的情况下,它可以是单模块生产的一种经济的可替换方式,在不同的模块之间建立起详细的目录,然后管理一种模块到另一种模块变化。
但是一个必须回答的问题是,混合拉是否平衡?混合拉比几条单模块拉的平衡延迟时间要长,也更昂贵。