IPQC巡检作业流程图
IPQC流程图

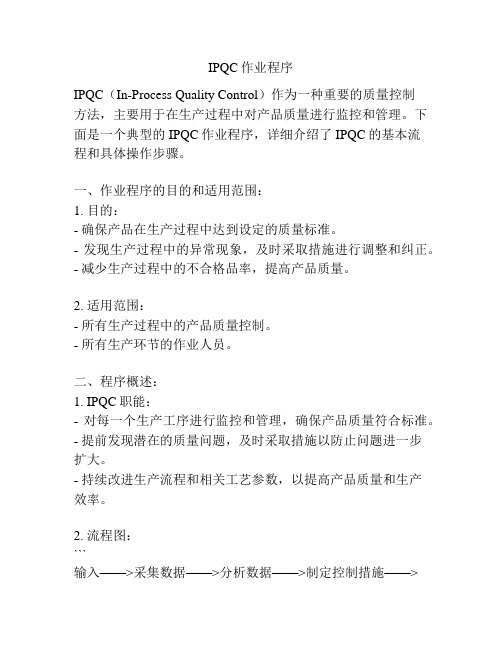
制程品管作业流程图 IPQC
IPQC 技术员 工艺模块分析 责任部门
是
否
开始稽核 确认制程巡检项目表 发现异常 确认是否是一般/严重异常 通知责任部门确认并记录
结案记录归档 否 制程巡检项目表 是 制程品质异常单/
纠正预防报告单 一般异常填写制程品质异常单并通知QC 班长确认,严重异常填写纠正预防措施单并通知QE 确认
通知工艺部门部人员并确定责任部门 是 由责任部门提供原因分析及改善对策 进行评审,决定责任部门
否
对策有效性验证 有效对策水平开展。
IPQC作业程序
IPQC作业程序IPQC(In-Process Quality Control)作为一种重要的质量控制方法,主要用于在生产过程中对产品质量进行监控和管理。
下面是一个典型的IPQC作业程序,详细介绍了IPQC的基本流程和具体操作步骤。
一、作业程序的目的和适用范围:1. 目的:- 确保产品在生产过程中达到设定的质量标准。
- 发现生产过程中的异常现象,及时采取措施进行调整和纠正。
- 减少生产过程中的不合格品率,提高产品质量。
2. 适用范围:- 所有生产过程中的产品质量控制。
- 所有生产环节的作业人员。
二、程序概述:1. IPQC职能:- 对每一个生产工序进行监控和管理,确保产品质量符合标准。
- 提前发现潜在的质量问题,及时采取措施以防止问题进一步扩大。
- 持续改进生产流程和相关工艺参数,以提高产品质量和生产效率。
2. 流程图:```输入——>采集数据——>分析数据——>制定控制措施——>执行措施——>持续改进```三、详细作业步骤:1. 输入:- 根据产品特性和规格要求,确定需要监控的质量指标。
- 制定检测方法和频率,确定采集数据的时间和位置。
- 准备好相关的检测设备和工具。
2. 采集数据:- 在每一个生产工序中,及时采集质量数据。
- 根据检测方法和频率,按照规定的时间和位置进行采集。
- 采用合适的数据采集方式,确保数据的准确性和可靠性。
3. 分析数据:- 对采集到的数据进行分析和比较。
- 将数据与产品规格和质量标准进行对比,判断质量是否合格。
- 发现异常数据和趋势变化,以及超出规格和标准范围的数据。
4. 制定控制措施:- 根据数据分析的结果,制定相应的控制措施。
- 对异常数据进行处理,找出问题的原因。
- 及时调整和纠正生产过程中的异常现象。
5. 执行措施:- 将制定好的控制措施传达给相关人员,确保有效执行。
- 监督控制措施的执行情况,及时纠正和调整。
- 对控制措施的执行效果进行评估和反馈。
德森克IQC-IPQC-OQC品质作业管控流程图

德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.IQC管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOK供应商仓库 仓库IQCIQC相关单位相关单位IQCIQC 、仓库送货单据收货单送检单AQL- II 抽样标准IQC 作业指导书 IQC 检验报告DSK-QP05《 不合格控制程序》 《进料检验报表》《纠正预防措施报告》标识标签MRB 会签单 限期改善通知书制 定王民 审 核 核 准德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本A0材料入厂仓库暂收:待检开送检单按标准抽样贴绿PASS 标IQCQE 判定特挑退仓库入仓置退贴黄色标签贴蓝色标签贴红色标签检验德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A0制程控制(IPQC)管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOK OK NGNGOK NGOKOKNG NG OKOK生产部生产部IPQC生产部 FQC相关责任部门相关责任部门质量部(IPQC )IPQC 、生产部、工程部生产部、工程部 质量部领料单《 生产计划表、》 《作业指导书》IPQC 巡检报告/BOM《改善措施报告》QC 日报表纠正/预防措施通知单IPQC 巡拉检查报告纠正/预防措施报告首件检验报告制 定 王民 审 核 核 准内部品质管理办法文件编号 DSK-WI05-01生产领料生产投产生产、工程分析原因批量生产不良率较低改善IPQC 核对FQC 检确认责任部门写纠正/预防送首件IPQC 检结 案 效果不良率较高德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.0品质投诉处理管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单则 否是NGOK相关部门质量部质量部、生产工程或技术部相关部门相关部门责任单位质量部质量部投诉报告投诉处理单投诉处理单会议记录《纠正/预防措施报告》再《纠正/预防措施报告》《纠正/预防措施报告》制 定 王民 审 核 核 准德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本A .0投诉内容/项目原因分析确定责任单位查核内容会议检讨写纠正/预防验证措结 案德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.0品质工程控制(QE)管理流程图②生效日期制定部门质量部德昌县人民政府办公室页脚内容7。
IPQC(OL290)检验流程图
1温度保险丝压块
2十字盘头螺丝
1PC
1PC
1PA66+30%GF耐高温240℃
23*12
目测/卡尺
1塑胶件的表面没有披锋,变形,不可有缺料和破裂
2螺丝没有生锈,变形,不可打滑丝和滑牙
3装配时螺丝一定要打紧,不可把固定孔柱打裂
4装配时要确保压块压住温度保险丝
*装恒温器,接线
1恒温器
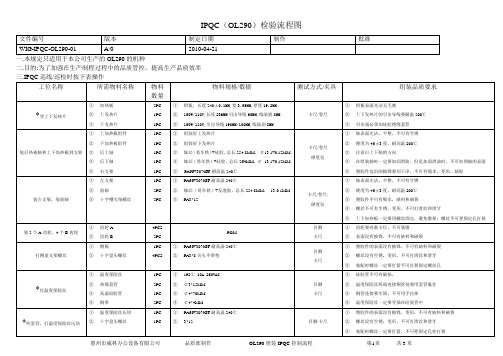
IPQC(OL290)检验流程图
文件编号
版本
制定日期
制作
批准
WIG-IPQC-OL290-01
A/0
2010-04-21
一.本规定只适用于本公司生产的OL290的机种
二.目的:为了加强在生产制程过程中的品质管控,提高生产品质效率
三.IPQC巡线/巡检时按下表操作
工位名称
所需物料名称
物料数量
物料规格/数据
合盖
1十字盘头螺丝
2十字槽盘头螺丝
3左侧盖
4右侧盖
5下盖
5PCS
2PC
1PC
1PC
1PC
13*14
2PT3*6
3ABS
4ABS
5ABS
目测
1塑胶件披锋要去干净,不可有缩水,杂料,缺料和破裂现象
2装配左右侧盖时要区分,不可装错
3机器内部不可有杂物,盒盖时要注意不可压住导线
4螺丝表面不能有生锈变形
5打螺丝时不可出现滑丝滑牙和滑头现象
6螺丝一定要打紧,不可出现松动和松脱现象
发:IPQC, FQC QA QE
存;文控中心
注意:①IPQC检验时一定要按照工程部提供的BOM单(物料清单)/CDF(物料报备清单)和作业指导书巡检.
IQC--IPQC--FQC--OQC检验控制流程图
纠 正 及 预防 措 施 管
理程序
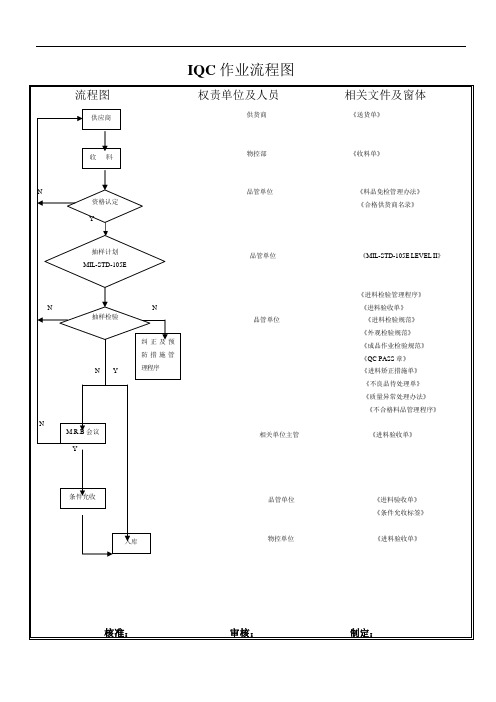
IQC 作业流程图
流程图
权责单位及人员
相关文件及窗体
供货商
《送货单》
物控部
《收料单》
N
品管单位
《料品免检管理办法》 资格认定
Y
《合格供货商名录》
抽样计划 MIL-STD-105E
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N
N
《进料验收单》 抽样检验
品管单位
《进料检验规范》 《外观检验规范》 《成品作业检验规范》 《QC PASS 章》 N
Y
《进料矫正措施单》 《不良品待处理单》 《质量异常处理办法》 《不合格料品管理程序》
N
相关单位主管
《进料验收单》
Y
品管单位
《进料验收单》 《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:
供应商
收
料
入库
M.R.B 会议 条件允收
核准:审核:制定:。
IPQC制程巡回检查程序

IPQC制程巡回检查程序1 .目的:1.1、1、预防影响品质的变化点发生,并加以控制降低成本。
1.2、使产品之品质维持在客户要求的范围之内。
1.3、对所有加工产品品质状况作正确性的反应。
2 .适用范围:适用于全工厂内所有制程,包括造管,切断,包装及修理。
3 .权责:3.1、品保课:负责巡回稽核;3.2、制造课:负责自主检查。
4 .定义:制程巡回稽核:针对造管、切断、包装各制程,由品保人员于每日不定时所作之抽样稽核。
5 .流程:开始生产异常矫正正式生产记录存档6 .作业内容:6.1、品保人员每天四次不定时进行巡回稽核。
6.2、品保人员巡回稽核时,依《IPQC制程巡回作业指导书》及[IPQC制程巡回稽核表]作业之。
须于检验过后的产品上作标记。
并填写巡检记录表。
6.3、检验OK的,在巡检记录表上打“J”;如有不良项目,在巡检记录表上打“X”;如为可接受的缺陷,可划但应通知现场即刻改善。
6.4、[IPQC制程巡回稽核表]可视作业需求增减之。
6.5、巡回检验和重点工序质量控制点,由品保人员进行监督,发现异常立即通知操作者停止生产并向品质部门和生产部门报告。
6.6、[IPQC制程巡回稽核表]经品保主管签核后发给相关责任单位签认。
6.7^责任单位应主动加以改善。
6.8、制程中的不合格品放入红色框/篮/区,并加以标识。
6.9、制程中待确定品放入黄色框/篮/区并加以标识。
7.记录存档:7.1、品保部门每周将《IPQC制程巡回稽核表》汇总统计后,编制HPQC巡检周报表〉并送交责任单位。
责任单位要分析问题之所在,作为预防改善措施之依据。
7.2、相关品质记录由品保部负责存档。
IPQC工作流程图
●终检:当一批产品生产结束后转序前 FQC 对其外观、软硬度进行全检,功能进 行抽检,依据相关检验标准进行判定。
领料备产:领料准备生产;
生产部
首检:批格首件交 FQC
巡检:对各个工序进行巡查,抽检
IPAC 及班组 长
现场 QC 及班 组品质主管
●自检:操作员在生产中每隔半小时或生 产出 5--10PCS 产品后要对照首件自检,看 产品的外观、形状是否出现变形后有漏工 序的现象。发现异常要及时通知生产管理 人员或 IPQC 确认处理。
入仓保存;
检验员/仓管
存档:把各项检验记录,检查记录, 员
整改意见书等保存起来。
品质部:IPQC 工作流程
工作流程
领料
首件确认
OK
NG OK
反馈、改进
批量生产 OK
员工自检
NG
OK
巡检
NG OK
终检
NG 标识、隔离
下工序
OK
通知车间主管或 班组长改进
全 返报 检 工废
转下工序
重检
检验概述
流程概述
责任部门或 人员
●首检:首件产品生产组长要先自检,确 定产品符合生产单要求和客户要求后再交 IPQC 确认。(不可不自检就交巡检确认, 如巡检确认不合格一次,生产需返工一次, 这样来回确认可能会耽误很多时间)
检验合格:转下道工序;
检验不合格:通知班组长或主管, 检验员
IPQC巡检作业流程
IPQC巡检作业流程1.制定检查计划:在产品生产过程中,制定一个详细的检查计划,包括检查时间、检查区域、检查项目等。
2.提供必要的检查设备:根据不同产品的特点,提供适合的检查设备和工具,例如卡尺、秤等。
3.检查前的准备工作:在进行巡检前,确认产品生产线是否正常运行,需要的样品是否准备好,确保环境符合检查要求。
4.进行外观检查:巡检员首先对产品外观进行检查,包括表面缺陷、划痕、颜色等方面。
可以使用专用的光源和放大镜帮助观察。
5.进行尺寸测量:根据产品的要求,巡检员使用卡尺、秤等工具进行尺寸测量,确保产品尺寸符合标准,以保证产品的功能和可用性。
6.进行功能检测:对于一些产品,需要进行功能性能的检测,巡检员使用相应的仪器或设备对产品进行测试,测试结果应符合产品要求。
7.进行线束连接检查:对于线束类产品,巡检员需要检查线束的连接情况,确保连接牢固,没有松动或接触不良的问题。
8.进行电气测试:对于电子产品,巡检员进行电气测试,例如使用电阻表、电压表等工具,测试电子元件和电路板的电阻、电压等电性能。
9.完成抽样检查:根据抽样标准,巡检员从产线中抽取一定数量的产品进行检查。
抽样方法可以根据不同产品确定,常见的有单抽、连抽等方法。
10.记录检查结果:巡检员将检查结果进行记录,包括合格品数量、不合格品数量、不合格品的具体问题和处理措施等。
这样可以及时发现问题,为后续质量改进提供数据支持。
11.整理检查报告:根据每次巡检的记录,巡检员编制相应的巡检报告,记录所有相关信息,并及时与相关部门和人员分享。
12.及时处理不合格品:如果在巡检中发现不合格品,巡检员需要立即采取相应的处理措施,例如重新加工、返修、报废等。
13.与相关部门沟通:巡检员需要及时将检查结果报告给相关部门和人员,例如生产主管、质量部门等,以便他们采取相应的措施和改进方案。
14.维护检查设备:定期维护和校准检查设备,确保其准确性和稳定性。
15.不断改进:根据巡检结果和客户反馈,进行不断的改进和提升,完善IPQC巡检作业流程,提高产品质量和生产效率。
IPQC巡检流程图
《IPQC巡检流程.七大手法.八大原则.九大步骤●所有的品质知识非常有用、先留着》目的:巡检生产过程,有效检查及控制个工序生产状况能完全符合产品的质量要求。
职责:生产线员工:负责本工位产品的自检。
生产领班:负责监督和跟踪生产与品质达成状况及指导员工正确作业。
IPQC:负责制程的巡检与监督异常处理。
相关部门:参与并协同制程异常的分析及处理。
生产技工:负责车间机器设备的调试。
一、IPQC作业要求:①IPQC巡检时必须依据SIP,工程蓝图,SOP,物料清单,工艺标准对产品的外观,尺寸,,装配,包装,性能进行检查,并做好相关巡检记录。
②巡检的频次:抽检产品的数量及检查项目等根据SIP进行。
③当客户对重点管制项目做SPC管制时,必须根据检验规的要求进行。
④当发现异常时应通知车间及相关部门对其进行改善,必要时应对责任部门发出PDCS。
二、IPQC现场巡检容:①检查该产品相关的作业文件是是否齐全。
②检查生产设备与治工具是否定期保养,并留下书面记录。
③工艺参数的设定是否与工艺参数要求相符。
④产品生产环境包含了温度,湿度,洁净度,光照度,静电防护是否符合生产制造及检验作业规等相关要求。
⑤物料是否与BOM一致。
⑥各产品品质状况是否已做好唯一性标识区分。
⑦发现不良后是否有做及时彻底追溯。
⑧员工操作时是否严格按照安全规操作。
⑨现场是否有不安全隐患。
⑩员工自主检查是否在彻底有效的执行。
11,员工作业手法是否严格按照SOP操作。
12,员工是否按照作业指导书规定佩戴相关的劳保用品。
13,现场使用的相关执行文件,样品,量治具是否处于受控状态。
14,其它相关要否能满足。
三、巡检制程的异常处理作业:①主要制程异常类型:设备异常,治工具异常,品质异常,工艺参数异常同时也包括IPQC巡检容。
②作业人员如发现生产作业不顺畅或自检发现异常时,应通知现场的责任人对其异常进行改善和排除以及汇报至现场的IPQC或生产组长或领班。
③IPQC巡检制程异常时应通知该现场的责任人对其异常进行改善和排除,责任人应在半小时处理好。
制程巡检作业流程图
制程巡检作业流程图 流程图
生产加工
首件检查
NG
OK
自检互检
NG
OK
巡回检查
NG
OK
作业流程图
编号
OP-0803
版本
A/0
权责Βιβλιοθήκη 返工OK 可否返工 NG
生产部门
品管 部
NG 可否特采
OK 标识
生产部门各班组
生品产管部IPQC 部门 生产部门
NG
是否继续加工
OK 成品入库或出货
不合格品处理
生产部门
仓品库管部 OQC
编制部门 相
关
品管部
日期 表单
依 根《 据生 生产 产过 计程 划控 安制 排程 生序 产》执 行
根据工程图纸及品质标准、试装件 进行首件检验,按《产品检验控制 程序》《不合格品控制程序》执行
作业员、班组和依据作业指导书 及检验规范不定时的自检,《产品 检验控制程序》 《不合格品控制程序》
生产计划 首件检验记录表 自检相关记录报表
按《产品检验控制程序》及检验标 准实施巡回检查 《不合格品控制程序》
制程检验记录表 品质异常联络单 特采申请票
《不合格品控制程序》 作特采标识
特采标识票
依据品管部门的加工要求执行
无
《产品防护控制程序》 《产品检验控制程序》 《不合格品控制程序》
入库单 出货检验报告 送货单
编制
审核
批准