模具的二次顶出
“扣机式”二次顶出机构在模具中的应用
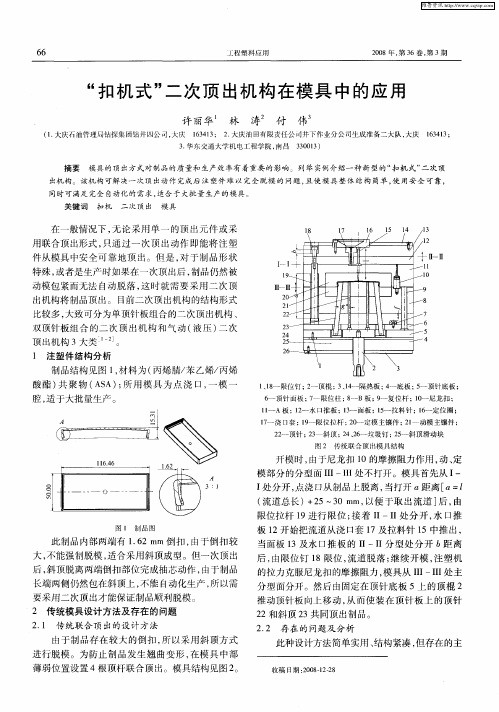
1 l 一 限位 钉 ; 一 顶棍 ; l 一 隔 热 板 ; 一 底 板 ;5 顶 针底 板 ; 、8 2 3、4 4 一
6 顶针 面板 ; 一 限位 柱 ; 一 B板 ; 一 复 位 杆 ;l 一尼 龙 扣 : ~ 7 8 9 0 1~ A板 ;l 一 水 口推 板 ;l一 面 板 ;l一 拉 料 针 ;l一 定 位 圈 ; 1 2 3 5 6 l~ 浇 口套 ;l一 限 位 拉 杆 ; 0 定模 主镶 件 ; 1 动 模 主镶 件 ; 7 9 2一 2一
此制 品 内部 两端 有 16 m倒 扣 , . 2m 由于倒 扣 较 大, 不能 强制脱模 , 合采用 斜顶成 型 。但 一次 顶 出 适
后 , 限位钉 1 由 8限位 , 道脱 落 ; 续 开模 , 塑 机 流 继 注
的拉 力克 服尼龙 扣 的摩擦 阻力 , 模具从 I — I处 主 I I I I
13 1 ; 2 大庆油 田有限责任公 司井下作业分公 司生成准备二大队, 643 . 大庆
3 华 东 交通 大 学 机 电工 程 学 院 , 昌 . 南
摘要
模具的顶 出方式对制 品的质量和生产效率有着重要 的影响 。列举 实例介绍一种新型的“ 机式” 次顶 扣 二
出机 构。该机构可解决一次顶出动作 完成后 注塑件难 以完全脱模 且 使
此种设 计方法 简单 实用 、 构 紧凑 , 结 但存 在的 主
收 稿 日期 :0 81 -8 20 — 2 2
维普资讯
许丽华 , : 扣机式” 等 “ 二次顶 出机 构在模具 中的应用
6 7
模具英语2

1. 顶出:Ejection2. 顶针: Ejector pin3. 推板:Stripper plate4. 行位,滑块:Slide5. 推方,斜顶:Lifter (angled slide), Cam6. 导向: Guide7. 骨位: Rib8. 段差(级): Step9. 脱模斜度: Draft angle10.分模线:Parting line1-3. 顶出:Ejection导向顶出:Guided ejection加速顶出:Accelerated ejection顶出行程:Ejection stroke顶针:Ejector pin Knockout pin (简写K.O PIN)扁顶针:Ejector blade司筒:Ejector sleeve二次顶出: Double ejection二级顶针: 2-step ejector pin4. 行位,滑块:Slide行位镶件(针):Slide insert (pin) 行位座:Slide heel行位压条:Slide guidance plate压座,铲基:Slide stopper plate (wedge)行位夹(固定器): Slide retainer行位夹线: Slide line5. 推方,斜顶:Lifter (angled slide)CamInclined lifter行位支撑块:Slide support block斜顶镶件(针) : Cam insert(pin)斜顶座:Cam base 斜导柱:Angle pin6.导向: Guide导柱: Guide pin导套: Guide bush直导套: Straight guide bush有托导套:Shoulder guide bush定位圈:Locating ring7. 骨位: Rib骨位减胶/加胶: Add plastic on the ribReduce plastic on the rib加筋: Add rib增加强度: Increase strength8. 段差(级): Step产生段差: Step occurred此处会有段差: Have step here9. 脱模斜度: Draft angle脱模:Demould or mold release强脱:Demould with force, forced demoulding脱模剂:Mold- release agent5度减胶: Reduce plastic, 5 degree前模斜度: Draft on cavity 后模斜度: Draft on core10.分模线:Parting line, P/L分型面锁:Parting line lock二.句子表达:1. 顶针板处需要安装开关吗?Do you need to install switch here?Can we ……Should we…..Install a switch here, ok? Right? Acceptable? Yes? Please confirm, thank you!2.当顶针向前时, 上端两行位会晃动When ejector pin move forward, the above two slides will shake. Move forward, move back, returnWhen…..,3. 此处骨位太厚, 会产生缩水, 建议减胶.The rib is too thick, we suggest reducing plastic to avoid sink mark.In order to avoid sink mark, we suggest …4. 此处太弱, 建议加胶, 增加强度It’s too weak, we suggest ….. to increase strength. OK?It’s too thin to fill ……。
注射模二次顶出机构动画模拟
本科毕业设计(论文)题目:注射模二次顶出机构动画模拟院(系):材化学院专业:高分子材料与工程班级:090306姓名:程金全学号:090306103指导教师:常芳娥2013年6月10日本科毕业设计(论文)题目:注射模二次顶出机构动画模拟院(系):材化学院专业:高分子材料与工程班级:090306姓名:程金全学号:090306103指导教师:常芳娥2013年6月10日注射模二次顶出机构动画模拟摘要模具在机械,电子等工业领域里,日益成为使用最广泛的工艺装备。
动画仿真技术已广泛应用于各行各业,包括模具制造业,利用动画仿真能够把模具的开合过程及原理直观形象的表达出来,这对于我们的学习和研究有很大的帮助,对于模具的设计也具有非常重要的意义。
本文是基于对注射模具二次顶出过程和装配过程的二维和三维动画模拟,特别是对注射模具二次顶出过程和装配过程的二维动画模拟。
首先选取或设计适合二次顶出的塑件;其次利用制图软件CAD进行模具总装配图的绘制;再次利用flash软件进行二次顶出过程和装配过程的二维动画模拟;最后利用3dsmax软件进行实体建模及二次顶出过程和装配过程的三维动画模拟。
用flash和3dsmax所制作的动画画面清晰,运动连续稳定,达到了演示其结构、工作原理的目的。
关键字:注射模;二次顶出;实体建模;flash;3dsmax;动画模拟The animation simulation of secondary ejectororganization in injection moldAbstractMold is increasingly becoming the most widely used process equipment in the machinery, electronics and other industrial fields. Animated simulation technology has been widely used in all walks of life, including mold manufacturing. The use of animated simulation is able to express the opening, the closing and the principle of the mold process in visual image, which is helpful for our study and research, and also meaningful to the mold design. This article is based on the animation of secondary ejector process and assembly process of injection mold, especially the Two-dimensional animation of secondary ejector of injection mold. Firstly, CAD is used to draw the mold assemble drawing. Secondly, the Two-dimensional animation software of flash is used to animate the Two-dimensional animation. Thirdly, the parts and assemblies feature of proe which is most widely used in the machinery industry is used to create three-dimensional solid modeling and assembly. At last, the three-dimensional animation software of 3dsmax is used to create solid modeling and simulate the secondary ejector process and assembly process of injection mold. The animation produced by 3dsmax and flash has a clear picture,continuous and stable motion, ,which achieves the purpose of demonstrating its structure and working principle.Key words: injection mold; secondary ejector; solid modeling; flash; 3dsmax; animation目录摘要 (I)Abstract (II)1 绪论 (1)1.1 本选题研究的目的及意义 (1)1.2本课题国内外的研究状况综述 (1)1.3 本课题研究的主要内容及采用的研究方案 (2)1.3.1. 主要内容 (2)1.3.2 采用的研究方案 (2)1.7 所用软件介绍 (3)1.7.1 CAD2010 (3)1.7.2 FLASH CS5 (3)1.7.3 3DSMAX (3)2 注射模具设计 (5)2.1 塑件的设计 (5)2.2 注射模具成型零件的设计 (6)2.2.1 型腔数目的确定 (6)2.2.2 分型面的设计 (6)2.2.3 制品的排位 (6)2.3 注射模具结构件设计 (7)2.3.1注射模具模架的选择 (7)2.4 注射模具浇注系统设计 (8)2.4.2. 主流道设计 (8)2.4.3. 浇口套设计 (8)2.4.4.分流道设计 (9)2.4.5. 浇口设计 (10)2.5 脱模机构 (10)2.6 总装配图 (12)3 二维动画模拟 (13)3.1 注射模具二维模拟动画制作 (13)3.1.1 注射模具二次顶出过程模拟动画制作 (13)3.1.2 注射模具装配过程二维动画模拟制作 (26)3.1.3 注射模具二次顶出过程 (34)4 3dsmax三维动画模拟 (39)4.1. 注射模具三维模拟动画制作 (39)4.1.1 实体建模 (39)4.1.2 装配过程动画制作 (42)4.1.3 二次顶出动画制作 (44)4.1.4 注射模具二次顶出过程 (46)5 结论 (50)参考文献 (51)致谢 (52)毕业设计(论文)知识产权声明 (53)毕业设计(论文)独创性声明 (54)附录 (55)1 绪论1 绪论1.1 本选题研究的目的及意义塑料是一门新兴工业,是随着石油工业发展应运而生的,作为现代四大工业基础之一,越来越广泛地应用在各行各业。
二次抽芯和顶出的注射模设计
訇 似
Hale Waihona Puke 二次 抽 芯 和 顶 出 的注 射 模 设 计
Th e o d c r - u l g an o — u e i n o h j c i n m o d e s c n o e p l n d t p o td s g ft e i e to l i n 保 莉
t
j
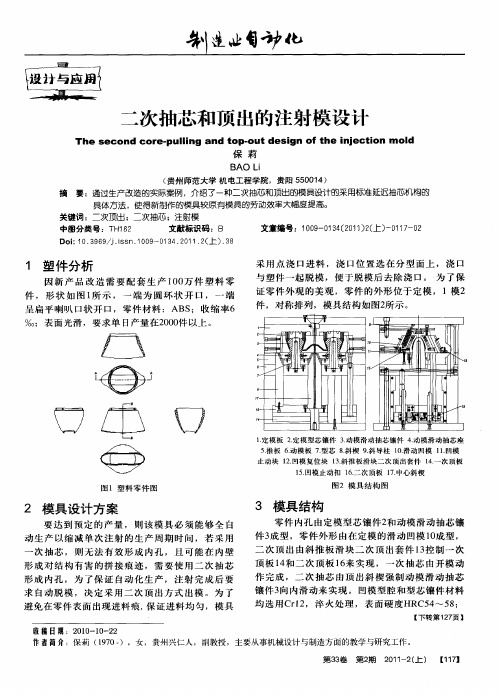
1定 模板 2定 模 型 芯 镶 件 3动 模 滑 动 抽 芯 镶 件 4动 模 滑动 抽 芯 座 . . . .
5推 板 6动 模 板 7型 芯 8斜 楔 9斜 导 柱 1 . 动 凹 模 1. . . . . 0滑 1凹模
止 动 块 1. 2凹模 复 位 块 1. 推 板 滑 块 二 次 顶 出 套件 1 . 次 顶 板 3斜 4一
BAO i L
( 贵州师范大学 机 电工程学院 ,贵阳 5 0 1 ) 5 0 4
摘
要 :通过 生产 改造 的实际案例 ,介绍 了一种二 次抽芯和顶 出的模具设计的采用标准延迟抽芯机构的
具体 方法 ,使 得新 制作 的模 具较原 有模具的劳动效率大 幅度提 高。
关键词 :二次顶出 ;二次抽芯 ;注射模 中图分类号 :T 1 2 H 8 文献标识码 :B 文章编号 :1 0 —0 3 ( 0 1 2上) 0 1 — 2 9 1 4 2 1 ) ( 一 1 7 0 0
务I
出 )为 x 、Y 、z ,其 由两 组 解构 成 ,则 动 平 台 有
匐 出
本文 在 阐述 三 自 由度绳 驱动 并 联 机 器 人 结 构
特 点 的基 础 上 ,对其 运 动 学 进 行 了分 析 ,得 出了
该 机 器 人 运 动 学 正 反 解 方 程 , 为 该 机 器 人 进 一 步
原创干货汽车模二次顶出结构类型详解
原创⼲货汽车模⼆次顶出结构类型详解
第⼀时间接收汽车及模具⾏业最前沿技术及最新动态
打造汽车零部件及模具⼈都爱看的⾏业公众号品牌
汽车零部件模具与注塑
专业实⽤前沿
⼆次顶出控制机构的⼏种⽅式
1.顶B板缩呵
模具在开模后顶针板连同B板⼀起顶出⼀段距离后,后模缩呵芯⼦不动,其余继续顶出。
此结构适⽤于后模缩呵,后模内⾏位,后模斜抽等结构使⽤
2.上顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后下顶针板限位,上顶针板继续顶出。
此结构适⽤于浅倒扣⼆次顶出强脱,整体顶出后再做⼆次顶出的深⾻位情况下使⽤
3.下顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后上顶针板限位,下顶针板继续顶出。
此结构适⽤于产品容易粘斜顶以及⽆法做侧抽芯结构的⼿动取件情况下使⽤
总结
⼆次顶出控制机构种类很多,具体的使⽤需根据模具⼤⼩,产品类型,模具结构类型,合理选⽤,不应拘泥于⼀种形式,应该按实际情况具体分析,选⽤最合理,最优化的结构设计模具。
粉丝福利
模具油缸使⽤技巧实战视频教程正式预售
应⼴⼤模具同⾏要求,特整理模具油缸使⽤技巧实战教程,视频本⽉底发⾏,发⾏前预售优惠100元,如需预定可联系:
谢⼯ QQ:644803033 微信:181****3590
邓⼯ QQ:295659393 微信:188****7913
周⼯ QQ:381319420 微信:137****2860。
滑块式二次顶出模具运动过程的数学建模

又凶顶 出板3 只在垂 直方 向移动 ,故滑块
1 顶 出板 3 或 相 对 于 顶 出板 3 水平 速 度 V 1 在 上 的 3
为:
V1 3 = =Vla / tn ̄
顶杆的速度数学模型 。
顶 出 力 要 满 足 顶 出制 品 的需 要 ,即 要 大 于 制 品 与 推板 的 摩 擦 力 ,另 外还 要 考 虑 中心 顶 杆 在 顶 出 时 ,制 品 不 能变 形 ,也 就 是 说 中心 顶 杆 的 设 计要 与 制 品 的特 性 有 关 。当制 品使 用 较 软 性 材 料 时 ,可考 虑 使 用盘 形 顶杆 形 式 ,如 图 1 中 所 示 的结 构 。
Ab ta t S e da d freo e tree trpno l e s l wa h oeial n lz d sr c : p e n oc fc ne jco i fs d t e ste rt l a ay e . i y c y
M at m a i alm odelwas bui tt di CUS he i l he tc l O S t nf uenc a or hi ec S e f ct s 0f t S m hani m . s Re a i l tons i t e pe d a d f r e a l e a gl ui i n ld h p be we n s e n o c nd sop n e ofg de p n a d s i e wasi uc d nd e . Th t b i h e h a h m a i a e esa ls m ntof t e m t e tc lmode a d t e r o ll i h o y f und ton f r t sgn of t s a i o he de i hi ki d o c a i m. n fme h n s
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
顶 出 装 置
两段顶出
用 途
使用刮料板顶出场合,刮料板内侧将成形品凸缘部顶出,此部份仍与刮料板粘着,必需
更有任何方法将此自成形品上去除。 此种情形时,为使能形成自动脱模,必需两段顶出机
构。
图33示刮料板与顶出梢之方法,图34为将有凹陷之成形品,使用两组顶出板,作两段
顶出,使形成强制顶出之例。
图33 刮料板及顶出梢法
图34 两组顶出板法
两段顶出之场合,两组顶出冲程必需有所差异,冲程大侧之顶出组必需与他侧同时或较
迟作用。
成形机顶出机构为顶出压力缸及其附件,以及定位杆及其附件,并者之场合,一方之顶
出机构经由固字侧,使用螺杆,链条及环等,依开模冲程引长,另一方由成形机之顶出机构
作用,能形成两段顶出作用。
但后者场合,两组必需由同一方向作两段顶出,两组顶出机构必需有顶出冲程定时及冲
程调节机构。
两段顶出之定位及冲程调节机构
1) 弹簧法
图35 弹簧法
图35为顶出之一方经由弹簧作用者,制造容易,安装位置小,为最简单之机构。
但不能承受过大之力,作用不确实。
2) 压力缸法
图36 压力缸法
图36为使用压力函代替弹簧,作用确实,定时能自由调节。
但安装位置较大,成形机及模具较小时不能使用,再者,油压泵及空气压缩机必需有专
用之控制设施。
3) 凸轮法
图37 使用凸轮之方法
图37示使用凸轮代替弹簧及压力缸,作用确实,无需其它附属设施。
但由固定侧伸出之凸轮挺杆,必需安装于对成形品取出无妨碍处所。
4) 夹颚法
图 38 夹颚法
图38示(a)、(b)两组顶出板,(a)组直接由(c)顶出,(b)组以夹颚(d)与(a)连结,在作用行
程中,经(d)施行两段顶出。
5) 设置滑动件之顶出板
图39 滑动件法
图39为刮料板与顶出梢同时作用,(a)之直下方有滑动件(b),由于此滑动件之移动,顶
出板在作用过程中,刮料板停止作用,施行两段顶出。
再者,(a)及(b)之接触面必需光滑。