林肯焊机送丝机故障解决方案.ppt
焊接机器人送丝系统故障分析及解决方案

生位置,从耗材磨损情况、配件老化情况及辅料的质量状态出发,逐段分析送丝系统故障的产生原因并
提出相应解决方案,为焊接机器人的高效应用提供有益参考。
关键词:焊接机器人;送丝系统;故障及解决方案
中图分类号:TG431
文献标志码:月
文章编号:员园 园员原圆猿园猿(圆园员怨)园员原园园25-05
阅韵陨:10.7512/j.issn.1001-2303.201怨.园员.05
Fault analysis and solution of wire feed system for welding robot
L陨哉 Hui,S哉晕 Pengcheng,Y粤晕郧 Xiaopo (Earth Moving Machinery Business Unit,XCMG Constrution Machinery Co.,Ltd.,Xuzhou 圆圆员园园园,China)
收稿日期院2017-11-02;修回日期院2018-10-28 作者简介院刘 辉(1987—),男,硕士,工程师,主要从事焊接工
艺及自动化的研究工作。E-mail:65991771@。
维护技术要求高、耗材及配件价格昂贵、狭窄空间 无法焊接,制约着产品的成本及效率。工件拼点精 度、工装定位精度及机器人重复定位精度(尤其是 工具坐标及基座标精度) 三要素是机器人自动焊 接的前提,若出现故障,必将严重制约机器人焊接 质量的稳定性。此外,焊接机器人的故障主要表现 在水循环、送气和送丝三大生产基本系统。其中, 水循环故障的主要表现形式为焊枪枪颈过热,其 形成最主要的原因是枪缆通水电缆断裂;送气系统 故障的主要表现形式为焊接气孔,最主要原因为 分流器损坏、喷嘴失圆或飞溅堵塞喷嘴。相比于水
耘造藻糟贼则
重点关注
上海林肯电气POWERPLUS_TM_系列焊机的使用与维修

POWERPLUSTMⅡ系列焊机可根据用户的使用 情况对送丝速度范围进行微调,具体操作步骤如下:
(1)关闭焊机电源,将 DIP 开关 2、3 和 8 置于 “ON”位置,其他所有 DIP 开关置于“OFF”位置, 收弧电流电位器调至中间位置,收弧开关必须处于 “2 步”状态。
2— ——小电流引弧开关(4 步时有效,引弧电流 值与收弧电流值相同),ON 为有效;
3—— —弧坑重复模式开关(放开焊枪开关之后 2 s 内应再次按下开关,此时焊机将再次输出收弧电流 及电压),ON 为有效;
4——回烧开关,根据现场情况和操作习惯进行 调节,默认为 ON;
5— ——节电开关,OFF 为启用节能模式,ON 为 禁用节能模式;
6—— —慢送丝引弧开关,OFF 为慢速送丝引弧, ON 时为正常送丝速度引弧;
7—— —长电缆补偿开关,ON 为有效; 8—— —发电机供电模式,ON 为有效。
Electric Welding Machine ·41·
焊接设备
第 41 卷
每次重设 DIP 开关时,要先关闭机器;或设置 完成后,重新起动机器。出厂设置:4、5、7 为 ON,建 议设置 4、5 或 4、5、6 为 ON。
≤200
35
≤300
50
≤400
70
≤500
95
注意:推荐的电缆尺寸可能根据需要而变化, 原则是当额定电流通过时,接地电缆和焊接电缆上 的总电压降不超过 4 V。
2.3 送丝机
林肯电气为客户提供了五款送丝机供客户选 择,分别是 PWFTM-2(单驱 2 轮)、PWFTM-4( 双驱 4 轮)、PWFTM-2Plus(单驱 2 轮)、PWFTM-4Plus(双驱 4 轮)、PWFTM-4SS(自保护焊专用),Plus 机型比普通型 号增加了脚轮、把手和焊枪放置插孔。若焊枪较长 或焊丝较粗建议选用 4 轮送丝机。
林肯焊机Invertec CV 500服务培训-2009.12.30-测试部分

2009-12-301电源前面板一、通过该测试可以快速的确定各个开关是否工作正常;二、通过该测试可以能够查看最近出现过的14个历史故障代码,并能够删除这些历史故障代码2009-12-302数显表负输出端前面板状态指示灯电压表电源开关控制电缆连接口手柄认识电源前面板4数字电压表数字电流表过热指示灯控制面板部分认识电源前面板收弧模式开关检气/焊接转换开关焊丝种类选择CO2/Ar+CO2选择开关焊丝直径选择开关收弧电流电位器收弧电压电位器电弧特性控制认识电源控制面板上的开关2009-12-306冷送丝按钮检气按钮电流调节旋钮电压调节旋钮压紧轮旋钮2009-12-30控制电路板DIP 高级功能开关PC 板在焊接电源内的位置OFFON2009-12-308DIP 功能开关的位置和顺序DIP 功能开关设在焊机主板上,面对焊机,从左手向右手数依次为1,2,3,4,5,6,7,8,该开关设置在上边为开,即ON 状态;开关打在下边位置为关,即OFF 状态。
下图为全开状态。
OFFON81234567OFF ON控制板上的DIP开关的功能1 预送气(ON启用OFF关闭)2 起始弧坑模式输出(ON启用OFF关闭)3 反复填弧坑(ON启用OFF关闭)4 测试模式5 待定6 待定7 长电缆补偿(ON启用OFF关闭)8 送丝速度校正出厂设置全部在OFF位置。
2009-12-3092009-12-30104#开关:测试模式开关设置:第4#开关设置在ON 的位置,则启用了测试模式。
如下图所示:功能说明:这个开关设置在ON 的位置,其他开关设置在OFF 的位置时,可以测试面板的电位器旋钮和开关的好坏。
81234567OFF ON注意:在焊接的时候,该开关必须设置在OFF 的位置INVERTEC ®CV 500功能性测试及错误代码显示•面板上开关和电位器的位置:收弧开关-置于“关”位置气流调整/ 焊接开关-置于“焊接”位置焊丝直径置于位置电弧特性控制电位器-调至“最小”收弧电流电位器-调至“最小”保护气选择开关Ar/CO2 / CO2 -置于“Ar/CO2 ”位置收弧电压电位器-调至“最小”2009-12-3012送丝机上的电压旋钮-调至“最小”送丝机上的电流旋钮-调至“最小”功能性测试及错误代码显示•送丝机控制盒上开关和电位器的位置:开机过程顺时针旋转收弧电流电位器从0到10数值将从0到100变化左边电流表显示“1”(代表测试步骤1,下同),右边电压表即将显示0到100来表示电位器的位置。
林肯焊机说明书
林肯焊机说明书Ⅰ.机械安装1.机头安装安装应牢固以防起弧时机头移动,注意机头与工作电缆应与地绝缘。
根据需要,可装在垂直调节器/水平调节器/行走小车上,所定的机头出厂前根据用户的订购模式安装送丝比率,当改变焊丝直径时需改变送丝轮和导向管。
对不同直径的焊丝需调节随动轮压力调节螺丝,焊丝分两档0.9-2.4mm和3.0-5.6mm。
根据需要调节,对较软的焊丝,压力宜小一点。
出厂时送丝轮设为正转(如图所示方向),但安装板可转动180º,并对换校直器和导电杆,送丝轮转动方向通过改变控制箱内接线上626,627号线来实现。
一般用25kg送丝盘。
NA-3S/NA-4/NA-3SF出厂时所装焊丝校直器的焊丝直径大于2mm以上。
机头安装好后,通过校直器和送丝导向管安装焊丝(其入口处为倒圆)而出丝导向管入口处为倒角)。
2.控制箱安装控制箱在标准行走小车或其它的机架上,当装在其它机架上时,打开控制箱后盖,按照控制箱底板上的安装孔固定控制箱。
3.导电杆组件国内一般常用K231 和K226●K231 导电杆组件:一般用于600A,更高电流可能引起导电嘴磨损坏。
适用于Ф2.4-5.6mm,对不同焊丝需不同导电嘴。
对Ф2.0-2.4mm焊丝还需导电嘴选配件和导丝管。
把工件电缆控制接到导电杆上,用螺栓拧紧,不用完全校直焊丝,以保持良好的电接触。
把焊剂漏斗的软管接到锥形组件的开口处。
要注意经常更换坏的导电嘴。
●K226 压钳式导电杆:一般用于600-1000A。
K226-T 由两个锥形夹组成用于Ф2.4-3.2mm。
K226R由一个锥形夹和一个方形夹组成,用于Ф3.2-5.6mm。
导电杆装在机头的下部,注意锥形夹的斜坡应朝向工件移动方向。
压钳应与导向管对直,通过调节夹钳一侧的螺丝来调节。
Ⅱ.电气安装1.电缆连接需600W,115V/50AC(其中,350W 给送丝电机和控制电路,250W 给行走电路)●从机头到控制箱:所有的工件电缆都接到控制箱后部,每个机头都带1.2m 长电机电缆和1.2m 长焊剂斗电缆,插到控制箱一侧对应的接口内。
焊机在使用的过程中遇到的常见故障及解决方法
焊机在使用的过程中遇到的常见故障及解决方法1. 问:虽已打开电源上的空气开关,但电源指示灯不亮有什么原因?答:A:焊接电源的输入端是否加了3~380V。
B:空气开关是否打开,冷却风机是否转动。
C:电源指示灯两端有否有DC电压。
2. 问:电源指示灯亮,但不能焊接是什么原因?答:A:检查电源保险,打开焊枪查看是否送丝。
B:输出端电缆接线是否正常。
C:用万用表测量反击是否有空载输出。
3.问:焊接中(电弧产生中)输出突然停止是什么原因?答:A:异常指示灯是否显示亮。
B:有无焊丝与导电嘴相粘现象?有无顶丝现象?C:送丝轮是否与丝径一致或有无严重磨损?D:送丝软管是否堵塞?4:问:焊缝有气孔有什么原因?答:A:打开焊枪是否有气体送出。
B:检查保护氛围是否良好C:检查工件是否生锈或有油污D:检查焊枪里是否有水E:检查送丝轮是否油污严重5:问:输出无法调整(空载电压正常)有什么原因?答:A:检查是电流不可调整还是电压不可调整B:检查电流电位器跟电压电位器是否良好C:检查控制电缆是否缺相6:问:易断弧或粘导电嘴有什么原因?答:A:易断弧,检查导电嘴的大小与焊丝直径是否一致,送丝软管是否良好B:粘导电嘴,适当降低焊接电压试焊C:导电嘴,送丝软管是否合适7:问:在使用中,超过了负载持续率及额定输出功率时,异常指示灯亮。
答:A:关掉焊枪开关,电源开关仍置于“开“的位置上(冷却风扇转动)待机,当焊接电源内部温度降到规定值以下时,会自动启动,可重新开始操作。
B:指示灯灭掉之后,不要马上开始作业,等候20分钟以上,让冷却风扇一直转动,使;焊接电源内部得到充分冷却C:重新开始作业时,务必注意降低施工条件(缩短焊接时间或降低输出电流)使用,如果在相同的条件下继续作业,会再次引起同样的故障,导致焊机停止工作,作业中断。
D:如果反复在超过负载持续率和额定输出的状态下使用,会导致内部元件的绝缘降低,使用寿命缩短,进而到时焊机故障及烧毁事故的发生。
焊机维修图解案例汇总讲解

目 录
• 焊机维修概述 • 典型焊机故障案例分析 • 焊机维修图解方法与技巧 • 实战演练:焊机维修操作指南 • 预防性维护与保养策略建议 • 总结回顾与展望未来发展趋势
01 焊机维修概述
焊机维修重要性
保障焊接质量
焊机是焊接过程中的关键设备,其性 能直接影响焊接质量。定期对焊机进 行维修和保养,可以确保其处于良好 状态,从而提高焊接质量。
探讨未来焊机维修发展趋势
01
远程维修和智能诊断技术的应用
随着互联网技术的不断发展,远程维修和智能诊断技术将成为未来焊机
维修的重要发展方向,提高维修效率和降低维修成本。
02
绿色环保维修理念的推广
在环保理念日益深入人心的背景下,绿色环保维修将成为未来焊机维修
的重要发展方向,推动行业向更加环保、可持续的方向发展。
分析电路工作原理
根据电路图分析焊机的工作原理,了解各元件在电路中的作用及 相互关系。
掌握基本测量方法
电压测量
使用万用表等测量工具,对焊机 电路中的电压进行测量,判断电
路是否正常工作。
电流测量
通过电流表等工具测量焊机电路 中的电流,分析电路的工作状态。
电阻测量
利用万用表测量电阻值,判断元 件是否损坏或变质。
分享行业最新动态和技术进展
新型焊接技术的推广和应用
如激光焊接、等离子焊接等高效、环保的焊接技术,在焊机维修领域也带来了新的挑战和机 遇。
智能化焊机的发展趋势
随着人工智能技术的不断发展,智能化焊机已经成为行业发展的新方向,对于焊机维修也提 出了新的要求。
焊机维修行业的标准化和规范化
为了提高焊机维修行业的整体水平和服务质量,行业正在逐步推广标准化和规范化的维修流 程和服务标准。
焊接设备及工装夹具的常见故障分析- 23页PPT文档

涂胶设备
• 自动涂胶机
– SCA – REXSON
• 手动涂胶机
– GRAC
成型设备
• 成型机 • 折边机 • 分装夹具 • 工装
辅助设备
• 机器人 • 可编程序控制器 • 输送设备
二、一般故障现象
• 生产线无法自动化 • 单机设备无动作 • 生产线或单机设备可动作但影响产品质
量
一般故障现象的原因
《焊接设备及工装夹具的 常见故障分析》
赵光德
课题介绍
一、焊装设备介绍 二、一般故障现象 三、造成故障的原因 四、处理故障的对策分析
一、焊装设备介绍
• 焊接设备 • 涂胶设备 • 成型设备 • 辅助设备
焊接设备
• 弧焊
– MAG焊 – MIG焊
焊接设备
• 电阻焊
– 悬点焊 – 固定点焊 – 螺柱焊 – 多点焊
机
• 设计缺陷 • 制造缺陷 • 元件选型不当 • 人机交流不友好 • 设备种类多 • 新技术的使用
料
• 零件变化 • 元器件质量差
环
• MMG、工艺、QCP、STG没有协调好 • 现场灰尘、飞溅、电磁场等条件恶劣 • 备件管理出问题
四、处理故障的对策分析
• 人员培训 • 项目把关 • 设备保养 • 控制上游来件质量 • 加强设备管理
控制上游来件质量
• 控制上游来件
– 几何尺寸,材质
• 避免使用不合格元器件
– 国产化慎重
加强设备管理
• 各部门协调统一
– STG是设备的主管单位
• 做好组织记忆工作
– 设备档案 – 故障交流
谢谢大家
二○○六年十一月
工上岗培训 • 维修工技能培训 • 专业人做专业事
林肯焊机资料1
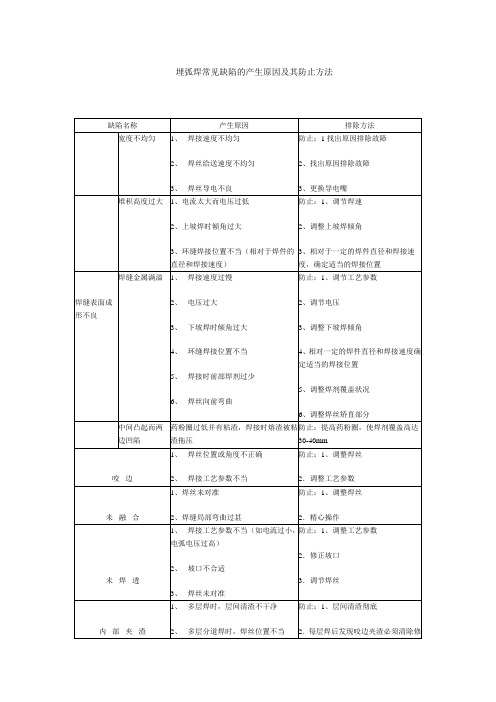
埋弧焊常见缺陷的产生原因及其防止方法林肯PowerPlus 系列焊机说明 (2010/07/12 16:45)(引用地址:未提供)目录: 公司动态浏览字体:大 中 小1PowerPlus 系列焊机 DIP 开关功能说明在处理客诉和回访时,发现很多客户对这些功能不太了解,有些客户在不了解的情况下 设置了这些开关,造成了设备使用上的故障。
这里对DIP 开关的功能作进一步说明。
一、位置和顺序复气 孔1、 焊剂未清理干净2、 焊剂潮湿3、 焊剂中有垃圾4、 焊剂覆盖层厚度不当或焊剂斗阻塞5、 焊丝表面清理不够6、 电压过高防止:1、接头必须清理干净 2.焊剂按规定烘干3.焊剂必须过筛、吹灰、烘干4.调节焊剂覆盖层高度,疏通焊剂斗 5.焊丝必须清理清理后应尽快使用 6.调整电压裂 纹1、 焊件焊丝焊剂等材料配合不当2、 焊丝中含碳、硫量较高3、 焊接区冷却速度过快而致热影响区硬化4、 多层焊的第一道焊缝截面过小5、 焊缝成形系数太小6、 焊接顺序不合理防止:1、合理选配焊接材料 2.选用合格焊丝3.适当降低焊速以及焊前预热和焊后缓冷4.调整工艺参数和改变极性 5.合理安排焊接顺序DIP 功能开关设在焊机主板上,面对焊机,从右手向左手数依次为1,2,3,4,5,6,7,8,该开关设置在上边为关,即OFF 状态;开关打在下边位置为开,即ON 状态。
下图为全关状态。
二、出厂设置1.PowerPlus 355/505 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,开,关,关。
8 ONOFF7 6 5 4 3 2 18 ONOFF7 6 5 4 3 2 12该标准设置下的程序图如图1:2.PowerPlus II 的标准出厂设置:DIP 开关从1 到8 分别为:关,关,关,开,开,关,开,关。
注意:如果中继电缆长度小于10米应关闭第七个开关。
标准设置见下:8 ONOFF7 6 5 4 3 2 1焊枪开关ONOFFON送气输出电压ON送丝速度焊接电流OFFOFF焊接收弧回烧图1 焊接时序图(4步)3该标准设置下的焊接时序图如图2:三、注意事项每次重设DIP 开关时,要先关闭机器。