上海林肯电气POWERPLUS_TM_系列焊机的使用与维修
林肯电焊机操作手册说明书

SP-100OPERA TOR'S MANUALFor use with machines having Code Number 9284 and above .Sales and Service through Subsidiaries and Distributors WorldwideWorld's Leader in Welding and Cutting Products Premier Manufacturer of Industrial MotorsIM366-BNovember 1993Safety Depends on YouLincoln arc welding equipment is designed and built wit h safet y in mind. However, your overall safety can be increased by proper instal-lat ion ... and t hought ful operat ion on your part.DO NOT INSTALL OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.9284; 9429; 9521; 9522; 9725;9726; 9794; 9795; 10050Thank Youfor selecting a QUALITY product by Lincoln Electric.We want you to take pride in operating this Lincoln Electric C ompany product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection. The level of seriousness to be applied to each is explained below:PRODUCT DESCRIPTIONThe SP-100, Type K462, is a complete semiautomatic constant voltage DC arc welding machine. Included is a solid state controlled, single phase constant voltage transformer/ rectifier power source and a wire feeder for feeding .023 – .030" (0.6 – 0.8 mm) solid steel electrode and .035" (0.9 mm) cored electrode.The SP-100 is ideally suited for individuals having access to 115 volt AC input power, and wanting the ease of use, quality and dependability of both gas metal arc welding or GMAW (also known as MIG welding) and the Innershield®electrode process (self-shielded flux-cored or FC AW). A convenient chart is mounted inside the wire feed section door for setting welding procedures for 24 gauge through 12 gauge (0.6 – 2.5 mm) mild steel (Chart also may be found in this manual). The SP-100 is a rugged and reliable machine that has been designed for dependable ser-vice and long life.RECOMMENDED PROCESSES AND EQUIPMENTThe SP-100 can be used for welding mild steel using the GMAW, single pass, process which requires a supply of shielding gas or it can be used for the self-shielded, Innershield electrode process.The recommended gas and electrode for GMAW is welding grade CO2gas and .025" (0.6 mm) diameter Lincoln L-56 mild-steel welding wire [supplied on 12 1/2 lb (6 kg) spools]. For 14 gauge (2.0 mm) and thin-ner, CO2gas is recommended because it gives equal or better performance than a blended gas at a lower cost. A mixed gas consisting of 75 to 80% Argon and 20 to 25% CO2is recommended for welding on heav-ier gauge [12 gauge (2.5 mm) for example] steel.The recommended electrode for the self-shielded process is .035" (0.9 mm) diameter Lincoln Innershield NR-211-MP on 10 lb (4.5 kg) spools. This electrode can be used for all position welding of 20 gauge through 5/16" (1.0 – 8.0 mm) thick steel [multi-ple passes are required for 1/4" and 5/16" (6.0 and 8.0 mm)].OPTIONAL ACCESSORIES1.K463 CO2G as Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on C O2cylinders. Also included is a 10 foot (3.0 m) gas hose which con-nects to the rear of the SP-100.2.K499 Ar-Mixed Gas Regulator and Hose Kit—Includes a preset, nonadjustable pressure and flow regulator for use on argon-mixed gas cylin-ders. Also included is a 10 foot (3.0 m) gas hose which connects to the rear of the SP-100.3..035 (0.9 mm) Innershield®Welding Kit —Includes a contact tip, a gasless nozzle and a cable liner to permit the SP-100 gun and cable to use a .035" (0.9 mm) diameter flux-cored elec-trode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP.Two kits are available:K549-1 kit is for use with the Magnum™100L gun (with red trigger).K464 kit is for use with the original Lincoln Electric®gun (with black trigger).4.M15448-1 Reversible Drive Roll with doubleknurled grooves for .035 cored electrode.5.K467 Input Line Cord — Same as line cord sup-plied with the SP-100 but has a NEMA type 5-20P plug for use on 25 amp branch circuits.To install optional features refer to instructions included with the kit, and/or in this manual.INSTALLATIONDESCRIPTION OF CONTROLSBecome familiar with the SP-100 controls and compo-nents before attempting to weld. Refer to illustrations and lettered items below for brief descriptions.A.Wire speed — Controls the wire speed from 50 –400 in./min (1.3 – 10 m/min). The control can be preset on the dial to the setting specified on the SP-100 Application Chart located on the inside of the wire feed section door. Wire speed is not affected when changes are made in the voltage control. The control is marked (“olo”)B.Power ON/OFF switch — When the power is on,the fan motor will run and air will be exhausted out the louvers in the front of the machine. The welding output and wire feeder remain off until the gun trigger is pressed.C.Voltage control — A continuous control that givesfull range adjustment of power source output volt-age. Can be adjusted while welding.D.Thumbscrew — secures gun and cable assembly.E.Positive (+) and negative (–) output terminals.F.Shielding gas hose (factory installed, not shown)— routed from gas solenoid inside rear of machine to gun connector block.G.Gun trigger lead connectors.H.Circuit breaker — Protects machine from damageif maximum output is exceeded. Button will extend out when tripped. (Manual reset.)I.Wire spool spindle.J.Gas solenoid inlet fitting.K.Power cord.L.Spring loaded pressure arm — adjusts pressureof idle roll on wire.M.Wire feed gearbox and gun connector block.N.Wire feed section door — With application chartfor machine setting procedures.O.Gun cable and control lead access hole.P.Work cable access hole.LOCATIONLocate the welder in a dry location where there is free circulation of clean air into the louvers in the back and out the front. A location that minimizes the amount of smoke and dirt drawn into the rear louvers reduces the chance of dirt accumulation that can block air pas-sages and cause overheating.WORK CABLE AND CLAMP INSTALLATIONWork Clamp InstallationAttach the work clamp to the work cable per the fol-lowing:1.Unplug the machine or turn the power switch to the “Off” position.2.Insert the work cable terminal lug with the larger hole through the strain relief hole in the work clamp as shown below.3.Fasten securely with the bolt and nut provided.Work cableWork clampWork Cable Installation1.Open the wire feed section door on the right side ofthe SP-100.2.Pass the end of the work cable that has the termi-nal lug with the smaller hole through the hole (holeD) next to the louvers in the case front.3.Route the cable under and around the back of thewire feed unit.ing wing nut provided, connect the terminal lugto the negative (–) output terminal located above the wire feed unit; item M (make certain that both wing nuts are tight).NOTE: This connection gives the correct electrode polarity for the GMAW process. If using Innershield, see Output Polarity C onnection Section below for negative electrode polarity connection. OUTPUT POLARITY CONNECTIONThe SP-100, as shipped, is connected for positiveelectrode polarity.To connect for negative electrode polarity (required for the Innershield process), connect the short cable attached to the gun connector block to the negative (–) output terminal and the work cable to the positive (+) terminal using the provided wing nuts (make cer-tain that both wing nuts are tight).GUN INSTALLATIONAs shipped from the factory, the SP-100 gun is ready to feed .023, .024 or .025" (0.6 mm) wire. If .030" (0.8 mm) wire is to be used, install the .030" (0.8 mm) con-tact tip. .023 – .025" contact tip is stenciled .025 and/or 0.6 mm and .030" contact tip is stenciled .030 and/or 0.8 mm. See Maintenance Section for instruc-tions to change contact tip.If .035" (0.9 mm) Innershield flux cored wire is to be used, see Maintenance Section for instructions to change contact tip, cable liner, and gas nozzle.C onnect the gun cable to the SP-100 per the follow-ing:1.Unplug the machine or turn power switch to the off“O” position.2.Pass the insulated terminals of the gun trigger con-trol leads, one at a time, through the rectangular “keyhole” opening (item F) in the case front. The leads are to be routed under the wire feed unit and through the cable hanger on the inner panel.3.Insert the connector on the gun conductor cablethrough the large hole in the SP-100 case front.Make sure the connector is all the way in the metal connector block to obtain proper gas flow. Rotate the connector so control leads are on the underside and tighten the thumbscrew in the connector block.4.Connect the insulated control lead terminals to thetwo insulated 1/4" (6.4 mm) tab connector bushings located above the “Gun Trigger C onnection” decal in the wire feed section. Either lead can go to either connector. Form the leads so that they are as close as possible to the inside panel.WIRE FEED DRIVE ROLLThe SP-100 drive roll has two grooves; one for .023 –.025" (0.6 mm) solid steel electrode and the other for .030" (0.8 mm) solid and .035" (0.9 mm) flux-cored steel electrode. As shipped, the drive roll is installed in the .023/.025" (0.6 mm) position (as indicated by the stenciling on the exposed side of the drive roll).Replace the washer and retaining screw.connectors{Brass connectorIdle roll armRetaining ScrewWELDING WIRE LOADINGThe machine power switch should be turned to the OFF (“O”) position before working inside the wirefeed enclosure.------------------------------------------------------------------------The machine is shipped from the factory ready to feed 8" (200 mm) diameter spools [2.2" (56 mm) max. width]. These spools fit on a 2" (50 mm) diameter spindle that has a built-in, adjustable* friction brake to prevent overrun of the spool and excess slack in theWARNINGK499 Argon-Mixed Gas Regulator and Hose Kit Install the pressure-flow regulator and gauge to a cylinder according to the instructions in Section 1.10.C onnect one end of the 10 foot (3.0 m) hose to the SP-100 gas inlet fitting and the other end to the regu-lator fitting.The K499 argon-mixed gas pressure-flow regulator is preset by the manufacturer to deliver a nominal flow of 30 cubic feet per hour (14 1/min) of argon or argon-mixed gas. This setting cannot be changed..035" (0.9 mm) Innershield Welding KitIncludes a contact tip, gasless nozzle, and a cable liner to permit the SP-100 gun and cable to use .035 (0.9 mm) diameter flux-cored electrode. Also included is a spool of .035 (0.9 mm) Innershield®NR-211-MP. The K549-1 Kit is for use with the Magnum™100L gun (with red trigger). The fitting on the end of the liner is stenciled with the maximum rated wire size (.045"/1.2 mm).The K464 Kit is for use with the earlier “Lincoln Electric®” gun (with black trigger). The end of the brass fitting on the end of the liner for .035 (0.9 mm) wire is color coded green. The .023-.030 (0.6-0.8 mm) factory installed liner is color coded orange.See Maintenance and Troubleshooting Section for instructions on installing liner and contact tip in gun.K467 Input Line CordSame as line cord supplied with the SP-100 but has a NEMA type 5-20P plug for use on a 25 amp branch circuit with a nominal voltage rating of 115 volts to 125 volts, 60 hertz. Install per the following:1.Turn the SP-100 Power Switch to OFF (“O”).2.If connected, remove the line cord plug from powersupply receptacle.3.Remove the two screws that hold the line cordreceptacle in the SP-100 flanged inlet connector and disconnect the line cord from the SP-100.4.C onnect the S18410 input line cord receptacle tothe SP-100 and replace the retaining screws.OPERATING INSTRUCTIONS1.Decrease stickout2.Increase WFS (wire feed speed) (“oIo”)3.Decrease voltage (“V”)4.Increase speed5.Decrease drag angle6.Check for correct gas, if usedIf Arc Blow Occurs (in order of importance) (NOTE: Try different ground connection locations before adjusting procedures)1.Decrease drag angle2.Increase stickout3.Decrease voltage (“V”)4.Decrease WFS (wire feed speed) (“oIo”) andvoltage (“V”)5.Decrease travel speedTo Eliminate Stubbing (in order of importance)1.Increase voltage (“V”)2.Decrease WFS (wire feed speed) (“oIo”)3.Decrease stickout4.Increase drag angleStubbing occurs when the electrode drives through the molten puddle and hits the bottom plate tending to push the gun up.PROPER GUN HANDLINGMost feeding problems are caused by improper han-dling of the gun cable or electrodes.1.Do not kink or pull the gun cable around sharp cor-ners.2.Keep the gun cable straight as practical when weld-ing.3.Do not allow dolly wheels or trucks to run over thecables.4.Keep the cable clean per maintenance instructionsin this Operation Manual.5.Innershield electrode has proper surface lubrica-tion. Use only clean, rust-free electrode.6.Replace the contact tip when it becomes worn orthe end is fused or deformed.Low or no gas flow Cylinder valve closed Open cylinder valveGas flow not set correctly Set proper flow rateCylinder out of gas Get new cylinder of gasLeak in gas line Inspect and replaceClog or Leak in gun Check for obstruction or defective sealsArc unstable Wrong welding polarity Check polarity - Refer to proper sectionErratic or Intermittent Wrong size, worn and/or Replace tip - remove any spatter on end of tip Arc - Poor Starting melted contact tip"Hunting" ArcWorn work cable or poor connections Inspect - repair or replace as necessaryLoose electrode connections Be sure electrode lead is tight, gun cable tight inwire feeder contact block, gun nozzle and guntip tightM 16576S P 100 W I R I N G D I A G R A MNow Available...12th Edition The Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions publishedsince 1933, the Procedure Handbook is considered by many tobe the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place yourorder now using the coupon below.The hardbound book contains over 750 pages of weldinginformation, techniques and procedures. Much of this materialhas never been included in any other book.A must for all welders, supervisors, engineers anddesigners. Many welding instructors will want to use the bookas a reference for all students by taking advantage of the lowquantity discount prices which include shipping by4th class parcel post.$15.00postage paid U.S.A. Mainland How To Read Shop Drawings The book contains the latest information and application data on the American Welding Society Standard Welding Symbols. Detailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s abilityto visualize mechanically drawn objects as they will appearin their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. Mainland New Lessons in Arc Welding Lessons, simply written, cover manipulatory techniques;machine and electrode characteristics; related subjects,such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials,exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A. Mainland Need Welding Training?The Lincoln Electric Company operates the oldest andmost respected Arc Welding School in the United States at itscorporate headquarters in Cleveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is“hands on”For details write: Lincoln Welding School 22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding School BASIC COURSE$700.005 weeks of fundamentals There is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S. Funds only_______________________________________________Credit Card - Telephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date |_|_||_|_|______________________Month Year USE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGSTelephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School Titles:Price Code Quantity Cost (ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “Twelfth Edition”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93)A New Approach to Industrial Economics $5.00NA James F. Lincoln Arc WeldingThe American Century of John C. Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator $3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyTOTAL COSTJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.(such as loss of business, etc.) caused by the defect or Sales and Service through Subsidiaries and Distributors Worldwide22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100Premier Manufacturer of Industrial Motorsd。
林肯电焊机

林肯电气PWF-4 & 2 送丝机的送丝速度为 1.5米/分钟 到 20米/分钟 , 和PANA 相类似. POWERPLUS II 500 在全程输出范围内可以进行精确的控制.
POWERPLUS ll 500
测试结果 稳定的输出 – 高 & 低
The Current Range
POWERPLUSTM II 500
附件
气表
国内: 36V CO2 加热器 出口: 220V CO2 加热器
遥控电压盒
和LN-25 送丝机相连的远程电压控制盒.
安装脚轮组件
备有4个脚轮,销子,支架和安装螺丝. 作为选配件可以方便的安装在焊机底部.
POWERPLUS ll 500
林肯电气中国荣幸地向大家发布最新一代性能可靠的 POWERPLUS 焊接电源. 我们的研发工程师根据现场用户的大量使用情况和市场反馈,设 计了此 POWERPLUS焊接电源. 焊接电源产品一些关键的因素如:成本,焊接性能和可靠性是我 们首先关注的问题.
精准的控制
POWERPLUSTM II 500
前面板特征:
电压 / 电流表: 新的数字表,经过校准,当电弧结束后,电压 / 电流表 能保留几秒的焊接参数显示. 收弧电压 / 电流 2/4 步 选择 检气 / 焊接 选择 过热指示灯 — 过载保护: 故障代码可以在电压 / 电流表上显示,为维修带来极 大的方便.
4 步 / 2 步 焊接控制
4 步控制
2 步控制
POWERPLUSTM II 500
收弧控制
POWERPLUSTM II 500
PWF 送丝机
PWF-2 PWF-4 PWF-2 Plus PWF-4 Plus PWF-2 (带1米快速接头, 船厂专用)
林肯电气液晶焊接设备使用说明书
MOBIFLEX ®400-MS(/HE) Mobile Filter Unit& LFA 3.1/4.1 Extraction ArmIM10121December, 2011Safety Depends on YouLincoln arc welding and cutting equipment is designed and built with safety in mind. However,your overall safety can be increased by proper installation ... and thoughtful operation on your part.DO NOT INSTALL,OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.For use with machines having Code Numbers:K1741-1, K1741-2K2633-1, K2633-2, K2633-3, K2633-4Copyright © Lincoln Global Inc.SECTION A:WARNINGSC ALIFORNIA PROPOSITION 65 WARNINGSWARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)ARC WELDING CAN BE HAZARDOUS. PROTECTYOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.BE SURE THAT ALL INSTALLATION, OPERATION,MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.FOR ENGINE POWERED EQUIPMENT.1.a.Turn the engine off before troubleshootingand maintenance work unless themaintenance work requires it to be running.1.b.Operate engines in open, well-ventilated areas or vent the engineexhaust fumes outdoors. 1.c.Do not add the fuel near an open flame weldingwith hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.1.d. Keep all equipment safety guards, coversand devices in position and in good repair.Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.1.e.In some cases it may be necessary to remove safety guards toperform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts. 1.f. Do not put your hands near the engine fan. Do not attempt tooverride the governor or idler by pushing on the throttle control rods while the engine is running. 1.g.To prevent accidentally starting gasoline engines while turningthe engine or welding generator during maintenance work,disconnect the spark plug wires, distributor cap or magneto wire as appropriate. 1.h.To avoid scalding, do not remove the radiatorpressure cap when the engine is hot.ELECTRIC ANDMAGNETIC FIELDS MAY BE DANGEROUS2.a.Electric current flowing through any conductorcauses localized Electric and Magnetic Fields (EMF).Welding current creates EMF fields around welding cables and welding machines 2.b.EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physician before welding. 2.c.Exposure to EMF fields in welding may have other health effectswhich are now not known. 2.d.All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:2.d.1.Route the electrode and work cables together - Securethem with tape when possible.2.d.2.Never coil the electrode lead around your body.2.d.3.Do not place your body between the electrode and workcables. If the electrode cable is on your right side, the work cable should also be on your right side.2.d.4.Connect the work cable to the workpiece as close as pos-sible to the area being welded.2.d.5.Do not work next to welding power source.SAFETYTECHNICAL SPECIFICATIONS - Mobiflex 400-MS(/HE) Base Unit (K1741-1, K1741-2)TECHNICAL SPECIFICATIONS - LFA 3.1 / 4.1 Extraction UnitFIGURE A.1FIGURE A.2FIGURE A.3The Mobiflex 400-MS is a portable unit suitable to be used in relatively small facilities or near sources of pol-lution without a fixed location.The Mobifle 400-MS Base Unit with Fle ible Extraction Arm is used for extracting and filtering fume which is released during the most common welding processes, such as:• MIG/MAG solid wire (GMAW)• MIG/MAG flux cored wire (FCAW)• TIG (GTAW) welding• Stick welding (MMA or SMAW)• Autogeneous weldingThe Mobiflex 400-MS is designed for intermittent or continuous welding applications as indicated above.The Mobiflex 400-MS filter is recommended for annual consumable use of approximately:• 6,000 lbs (2,750 kg) GMAW or FCAW or GTAW• 4,000 lbs (1,800 kg) MMA or SMAW or autoge-neousVariables such as coatings (e.g. oil), base material, weld process, humidity and procedures can affect filter life and performance.MOBIFLEX 400-MS/HE BASE UNITThe K1741-2 Mobiflex 400-MS/HE Base Unit is a mobile filter unit with integrated fan that provides extraction and filtration for use with a flexible extraction arm or optional hose.The Mobiflex 400-MS/HE Base Unit features a steel mesh prefilter and a high efficiency round cellulose/polyester blend LongLife filter cartridge.The Mobiflex 400-MS/HE Base Unit is provided with a RotaPulse system for automatic cleaning of the LongLife filter cartridge.The Mobiflex 400-MS/HE is a portable unit suitable to be used in relatively small facilities or near sources of pollution without a fixed location.The Mobiflex 400-MS/HE Base Unit with Flex ible Extraction Arm is used for extracting and filtering fume which is released during the most common welding processes, such as:• MIG/MAG solid wire (GMAW)• MIG/MAG flux cored wire (FCAW)• TIG (GTAW) welding• Stick welding (MMA or SMAW)• Autogeneous weldingGENERAL DESCRIPTIONThis instruction manual describes two base units and four types of extraction arms & one hose:- K1741-1 Mobiflex 400-MS Base Unit (mobile filter unit with self-cleaning filter cartridge - filter class MERV 11 (untreated); MERV 15 (treated)- K1741-2 Mobiflex 400-MS/HE Base Unit (mobile filter unit with high efficiency self-cleaning filter cartridge -filter class MERV 16)- K2633-1 LFA 3.1 Mobile Manual (10 ft. ex traction arm)- K2633-3 LFA 4.1 Mobile Manual (13 ft. ex traction arm)- K2633-2 LFA 3.1 Mobile Automatic (10 ft. extraction arm with integrated Lamp & Arc Sensor Kit)- K2633-4 LFA 4.1 Mobile Automatic (13 ft. extraction arm with integrated Lamp & Arc Sensor Kit)- K1668-3 Hose & Hood SetMOBIFLEX 400-MS BASE UNITThe K1741-1 Mobiflex 400-MS Base Unit is a mobile filter unit with integrated fan that provides ex traction and filtration for use with a flex ible ex traction arm or optional hose.The Mobiflex 400-MS Base Unit features a steel mesh prefilter and a round cellulose LongLife filter cartridge. This LongLife filter cartridge is provided with a precoat (ExtraCoat) to extend the lifespan and increase initial operating efficiency of the filter.The Mobiflex 400-MS Base Unit is provided with a RotaPulse system for automatic cleaning of the LongLife filter cartridge.The Mobiflex 400-MS is a portable unit suitable to be used in relatively small facilities or near sources of pol-lution without a fixed location.The Mobifle 400-MS Base Unit with Fle ible Extraction Arm is used for extracting and filtering fume which is released during the most common welding processes, such as:• MIG/MAG solid wire (GMAW)• MIG/MAG flux cored wire (FCAW)• TIG (GTAW) welding• Stick welding (MMA or SMAW)• Autogeneous weldingThe Mobiflex 400-MS is designed for intermittent or continuous welding applications as indicated above.The Mobiflex 400-MS filter is recommended for annual consumable use of approximately:• 6,000 lbs (2,750 kg) GMAW or FCAW or GTAW• 4,000 lbs (1,800 kg) MMA or SMAW or autoge-neousVariables such as coatings (e.g. oil), base material, weld process, humidity and procedures can affect filter life and performance.MOBIFLEX 400-MS/HE BASE UNITThe K1741-2 Mobiflex 400-MS/HE Base Unit is a mobile filter unit with integrated fan that provides extraction and filtration for use with a flexible extraction arm or optional hose.The Mobiflex 400-MS/HE Base Unit features a steel mesh prefilter and a high efficiency round cellulose/polyester blend LongLife filter cartridge.The Mobiflex 400-MS/HE Base Unit is provided with a RotaPulse system for automatic cleaning of the LongLife filter cartridge.The Mobiflex 400-MS/HE is a portable unit suitable to be used in relatively small facilities or near sources of pollution without a fixed location.The Mobiflex 400-MS/HE Base Unit with Flex ible Extraction Arm is used for extracting and filtering fume which is released during the most common welding processes, such as:• MIG/MAG solid wire (GMAW)• MIG/MAG flux cored wire (FCAW)• TIG (GTAW) welding• Stick welding (MMA or SMAW)• Autogeneous weldingThe Mobiflex 400-MS/HE is designed for intermittent or continuous welding applications as indicated above.The Mobiflex 400-MS/HE filter is recommended for annual consumable use of approximately:• 550 lbs (250 kg) GMAW or FCAW or GTAW• 385 lbs (175 kg) MMA or SMAW or autogeneousVariables such as coatings (e.g. oil), base material, weld process, humidity and procedures can affect filter life and performance.See Figure B.2 and Figure B.4• Press the power switch ON (See Figure B.2 item B) to turn power to the unit.• Using the handle (See Figure B.4 item A), position the hood of the extraction arm in the desired position at approx imately 6-12 inch (15-30 cm) from the source of fume.• If desired: turn on the halogen lamp using on/off switch (See Figure B.4 item C).• Open the throttle valve (See Figure B.4 item B).• Start welding.Due to the built-in Arc Sensor, the machine will start automatically. After finishing welding, the machine will automatically stop after approximately 20 seconds.• Press the power switch OFF (See Figure B.2 item A) to interrupt power supply.MOBIFLEX 400-MS(/HE) & LFA 3.1/4.1 MOBILE AUTOMATIC (MANUAL START) Manual start of the Lamp & Arc Sensor Kit is recom-mended for TIG welding or in case the Arc Sensor is unable to detect the arc due to weld position.* UV from TIG welding is less than other weld process-es resulting in arc sensor perhaps not detecting weld. See Figure B.2 and Figure B.4• Press the power switch ON (See Figure B.2 item B) to turn power to the unit on.• Using the handle (See Figure B.4 item A), position the hood of the extraction arm in the desired position at approx imately 6-12 inch (15-30 cm) from the source of fume.• If desired: turn on the halogen lamp using on/off switch (See Figure B.4 item C).• Open the throttle valve (See Figure B.4 item B).• Turn on the machine using the on/off switch (See Figure B.4 item D).• Start welding.• Turn off the machine approximately 20 seconds after finishing welding using the on/off switch (See Figure B.4 item D).• Press the power switch OFF (See Figure B.2 item A)to interrupt power supply.OPTIONSK1668-3 HOSE AND HOOD SET (OPTION)The Mobiflex 400-MS(HE) Base Unit can be equipped with a Hose and Hood Set instead of a flexible extrac-tion arm.TABLE D.1 –PERIODIC MAINTENANCE MOBIFLEX 400-MS(/HE) BASE UNITTABLE D.2 –PERIODIC MAINTENANCE LFA 3.1/4.1 MOBILE/AUTOMATICThis Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (S Y MP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting. Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” liststhe obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.Service and Technical SupportFor information about specific adjustments, mainte-nance or repair jobs which are not dealt with in this manual, please contact Lincoln Electric Automation Service 888-935-3878.Make sure you have the following data on hand:- product name - serial number- purchase order (number + date) for warranty verifica-tionHOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.。
林肯电焊机说明书

MAGNUM® PRO ROBOTIC GUNS DESIGNED FOR LONG LIFE.Thru-ArmExternal DressPublication E12.03 | Issue Date 07/24/20• Patented HexConnect ™ Gun Bushing- Delivers superior mechanical and electrical connectionresulting in longer expendable life. - Resists twisting and provides more points of contactfor current flow.• Fixed Electrical Connection- Robust design resists fatigue - Lasted over 1 milliontortuous flex cycles in extreme lab testing. - Competitive rotating designs can cause micro-arcingresulting in arc instability and potential shorter gun life.Tough Teflon ® Insulation• Single Tool Center Point (TCP) - No need to re-programwhen switching between the Magnum ® PRO 350 and 550 amp expendables.• Contact Tip Technology - Copper Plus ™ - more copper for better heat dissipation.- Anti-Seize ™ thread design on contact tips and diffuser.• Aluminum- Aircraft grade aluminum outer tube extends service.• Copper- High quality copper inner tube enhances electrical conductivity.Contact Tip for up to 550 AMagnum ®PRO 550 A ExpendablesGun Tube Insulator 550 A(1) 550 only350 A and 550 A Magnum ® PRO Expendable Parts are interchangeable. Interchanging will require gun tube insulator and gas diffuser changes. Customersmay choose to change expendable parts to standardize stocking parts or to make the gun more compact for tight spaces.(2)(2)Gas Diffuser for up to 550 A Slip-onGas Diffuser for up to 550 AThread-on (2) Jump liners and wire guides are only used on Thru-arm torches with wire brake.Gas Nozzlefor 550Thread-on 1/8 in. (3.2 mm) RecessedBottleneck Gas Nozzle for 550Thread-on 1/8 in. (3.2 mm)RecessedGENERAL OPTIONSRobotic Gun Tube Straightener Used in the event of a robot crash to check and correct robotic gun tube alignment. OrderK3193-1(Compatible with all standard KP3056-XX and KP3057-XX gun tubes)K3193-2(Compatible with all standard KP3354-XX and KP3355-XX gun tubes)EXTERNAL DRESS OPTIONS External Dress Torch Mounting KitsDesigned to mount the External Dress torch in the proper orientation for the application and fixturing presented to the robot. Consult Automation Division for correct mounting kit selection assistance. OrderKP2769-2222 Degree – Lincoln Electric Tool Center Point (TCP)KP2769-4545 Degree – Lincoln Electric Tool Center Point (TCP)KP2769-180180 Degree – Lincoln Electric Tool Center Point (TCP)KP3054-2222 Degree – Tregaskiss ® TCP, FANUC ® Solid Mount KP3055-2222 Degree – Tregaskiss ® TCP, Tregaskiss ® Clutch Mount KP3499-2222 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot Arms KP3499-4545 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot Arms KP3499-180180 Degree - Lincoln Electric Tool Center Point (TCP)for ABB and KUKA Robot ArmsExternal Dress Break-Away Disks Replaceable mounting interface disk designed to protect the robot arm by absorbing the effects of any damage in the event of a robot work envelope collision. OrderKP3194-1External Dress Break-Away Disk (Fanuc iB)KP3194-2External Dress Break-Away Disk (Fanuc 50 iC)KP3194-3External Dress Break-Away Disk (Fanuc iC)KP3194-4External Dress Break-Away Disk(ABB2600)KP3194-5External Dress Break-Away Disk(KR6, KR8, KR10)THRU-ARM OPTIONSThru-Arm Break-Away Disks Replaceable mounting interface disk designed to protect the robot arm by absorbing the effects of any damage in the event of a robot work envelope collision.See specification chart below for correct part number rWire Brake PlugPlug when removing wire brake from K4307-2 Order K3563-1Nose Cone Assemblies See specification chart below for correct part numberTorch HousingsSee specification chart below for correct part numberAir Blast KitBlows spatter from the nozzle orifice. Includes 20 ft (6.1 m) hose and fitting. Order K3352-1Thru-Arm Replacement Cable AssembliesSee specification chart below for correct part numberK466-10(1) K1500-3 Gun Receiver Bushing is required for Power Feed 10 series, LF series and LN-25 PRO wire feeders.(2)Terms are tradmarks of Illinois Tool Works.[3]Included with External Dress Torch [4]Included with Thru-Arm Torch(3)(3) Note that external dress guns include a 22 degree Lincoln Electric TCP gooseneck,liner and consumables. Mounting kit is not included.®®®®®®The Lincoln Electric Company22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.C USTO ME R ASSI STA NC E PO LICYThe business of The Lincoln Electric Company ® is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is specifically disclaimed.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.For best welding results with Lincoln Electric equipment, always use Lincoln Electric consumables. Visit for more detail.All trademarks and registered trademarks are the property of their respective owners.。
林肯电力(Lincoln Electric)生产的焊接和切割设备操作手册说明书

RANGER ™3 PHASEOPERATOR’S MANUALFor Machines with Code Number 11079IM831October, 2004Safety Depends on YouLincol n arc wel ding and cutting equipment is designed and buil t with safety in mind. However, your overall safety can be increased by proper installation ... and thought-ful operation on your part.DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, most importantl y, think before you act and be careful.Copyright © 2004 Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.Mar ‘95Mar. ‘93vvfor selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!1. Output rating in watts is equivalent to volt - amperes at unity factor.Output voltage is within +/-10% at all loads up to rated capacity.When welding available auxiliary power will be reduced.Internal combustion engines are designed to run in a level condition which is where the optimum perfor-mance is achieved. The maximum angle of operation for the engine is 15 degrees from horizontal in any direction. If the engine is to be operated at an angle,provisions must be made for checking and maintain-ing the oil at the normal (F ULL) oil capacity in the crankcase in a level condition.When operating at an angle, the effective fuel capaci-ty will be slightly less than the specified 9 gallons (34Liters).LIFTINGThe RANGER 3 PHASE weighs approximately 575lbs.(261kg) with a full tank of gasoline. A lift bail is mounted to the machine and should always be used when lifting the machine.HIGH ALTITUDE OPERATIONIf the RANGER 3 PHASE will be consistently operat-ed at altitudes above 5000 ft(1524m), a carburetor jet designed for high altitudes should be installed. This will result in better fuel economy, cleaner exhaust,and longer spark plug life. It will not give increased power which is decreased at higher altitudes. Engine horsepower is reduced by 3.5% per 1000feet(304.8m) for altitudes above 377 feet(115m).Do not operate a RANGER 3 PH ASE with a highaltitude jet installed at altitudes below 5000ft.(1524m) This will result in the engine runningtoo lean and result in higher engine operatingtemperatures which can shorten engine life.-----------------------------------------------------------------------Contact your local Kohler Authorized Dealer for highaltitude jet kits that are available from the engine •Shut off welder and allow muffler to cool beforetouching muffler.------------------------------------------------------------------------The RANGER 3 PHASE is shipped with the exhaust coming out on the left side. The exhaust can be changed to the opposite side by removing the two screws that hold the exhaust port cover in place and installing the cover on the opposite side. (Operating the RANGER 3 PHASE without the cover in place will result in a higher noise level and no increase in machine output.)LOCATION / VENTILATIONThe welder should be located to provide an unrestrict-ed flow of clean, cool air to the cooling air inlets and to avoid heated air coming out of the welder recirculating back to the cooling air inlet. Also, locate the welder so that engine exhaust fumes are properly vented to an outside area.STACKINGRANGER 3 PHASE machines cannot be stacked.CONNECTION OF LINCOLN ELECTRIC WIRE FEEDERSShut off welder before making any electrical connections.------------------------------------------------------------------------WIRE FEED (CONSTANT VOLTAGE)CONNECTION OF LN-15 ACROSS-THE-ARC WIRE FEEDERThe LN-15 has an internal contactor and the electrode is not energized until the gun trigger is closed. When the gun trigger is closed the wire will begin to feed and the welding process is started.a. Shut the welder off.b. Set the Polarity switch to the desired polarity,either DC (-) or DC (+).c. Attach the single lead from the front of the LN-15to work using the spring clip at the end of the lead.This is a control lead to supply current to the wire feeder motor; it does not carry welding current.d.Set the “RANGE” switch to the “WIRE F EED-CV”position e. Place the Engine switch in the “Auto Idle” position.f. Adjust the wire feed speed at the LN-15 and adjust the welding voltage with the output “CONTROL” at the welder. Output “CONTROL” must be set above 3.Note:LN-15 Control Cable model will not work with• Lift only with equipment of ade-quate lifting capacity.• Be sure machine is stable when lift-ing.• Do not lift this machine using lift bail if it is equipped with a heavy accessory such as trailer or gas cylinder.FALLING• Do not lift machine if lift bail isEQUIPMENT can damaged.cause injury. • Do not operate machine whilesuspended from lift bail.--------------------------------------------------------------------------------CONNECTION OF TH E LN-25 TO TH E RANGER 3PHASE•Shut the welder off.•Connect the electrode cable from the LN-25 to the “ELECTRODE” terminal of the welder.Connect the work cable to the “TO WORK” termi-nal of the welder.•Position the welder “Polarity” switch to thedesired polarity, either DC (-) or DC (+).•Position the “RANGE” switch to the “WIREFEED” position.•Attach the single lead from the LN-25 control boxto the work using the spring clip on the end of the lead - it carries no welding current.•Place the engine switch in the “AUTO” position.•Adjust wire feed speed at the LN-25 and adjustthe welding voltage with the output “CONTROL”at the welder.NOTE:The welding electrode is energized at all times, unless an LN-25 with built-in contactor is used.If the output “CONTROL” is set below “3”, the LN-25contactor may not pull in.CONNECTION OF K930-2 TIG MODULE TO TH E RANGER 3 PHASE.The TIG Module is an accessory that provides high frequency and shielding gas control for AC and DC GTAW (TIG) welding. See IM528 supplied with the TIG Module for installation instructions.Note: The TIG Module does not require the use of a high frequency bypass capacitor. However, if the RANGER 3 PHASE is used with any other high fre-quency equipment, the bypass capacitor must be installed, order kit T12246.INSTRUCTIONSADDITIONAL SAFETY PRECAUTIONSAlways operate the welder with the roof and case sides in place as this provides maximum protection from moving parts and assures proper cooling air flow.Read and understand all Safety Precautions before operating this machine. Always follow these and any other safety procedures included in this manual and in the Engine Owner’s Manual.WELDER OPERATIONWELDER OUTPUT• Maximum Open Circuit Voltage at 3700 RPM is 80 Volts RMS.*Current Sensing for Automatic Idle.(Receptacle viewed from front of Machine)(FOR ALL SINGLE AND ZTHREE PHASE LOADS)TABLE lllELECTRICAL DEVICE USE WITH THE RANGER 3 PHASE.Type Common Electrical Devices Possible ConcernsResistive Heaters, toasters, incandescent NONElight bulbs, electric range, hotpan, skillet, coffee maker.Capacitive TV sets, radios, microwaves, Voltage spikes or high voltageappliances with electrical control.regulation can cause the capac-itative elements to fail. Surgeprotection, transient protection,and additional loading is recom-mended for 100% fail-safeoperation. DO NOT RUNTHESE DEVICES WITHOUTADDITIONAL RESISTIVE TYPELOADS.Inductive Single-phase induction motors, These devices require largedrills, well pumps, grinders, small current inrush for starting.refrigerators, weed and hedge Some synchronous motors maytrimmers be frequency sensitive to attainmaximum output torque, butthey SHOULD BE SAFE fromany frequency induced failures. Capacitive/Inductive Computers, high resolution TV sets,An inductive type line condition-complicated electrical equipment. er along with transient andsurge protection is required,and liabilities still exist. DONOT USE THESE DEVICESWITH A RANGER 3 PHASE The Lincoln Electric Company is not responsible for any damage to electrical components improperly connect-ed to the RANGER 3 PHASE.1.Install a double pole, double throw switch betweenthe power company meter and the premises dis-connect.Switch rating must be the same or greater than thecustomer’s premises disconnect and service over-current protection.2.Take necessary steps to assure load is limited tothe capacity of the RANGER 3 PHASE by installinga 40 amp 240V double pole circuit breaker.Maximum rated load for the 240V auxiliary is 40amperes. Loading above 40 amperes will reduceoutput voltage below the allowable -10% of ratedvoltage which may damage appliances or othermotor-driven equipment.3.Install a 50 amp 120/240V plug (NEMA type 14-50)to the Double Pole Circuit Breaker using No. 8, 4conductor cable of the desired length. (The 50 amp120/240V plug is available in the optional plug kit.)4.Plug this cable into the 50 amp 120/240V recepta-cle on the RANGER 3 PHASE case front.*Each duplex receptacle is limited to 20 amps.**Not to exceed 40A per 120VAC branch circuit whensplitting the 240 VAC output.***Use of 3-Phase AC poower is not recommendedwhile welding.LOADNATIONAL ELECTRICAL CODE FOR ALTERNATE WIRESIZE RECOMMENDATIONS.SUMMARY OF WELDING PROCESSESThis Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine isexhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE ” lists the obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________R A N G E R 3 P H A S E/ L N -15A N D L N -25 A C R O S S T H E A R C C O N N E C T I O N D I A G R A MM 20266JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
上海林肯电气POWERPLUSⅡ系列焊机的使用与维修

择 , 别 是 P T一 ( 驱 2轮)P a - ( 驱 4 分 WF 2 单 M 、W1u 4 双 n i 轮)P T 2 ls单 驱 2轮)P T一 Pu ( 、 WF 一 Pu ( M 、WFM 4 ls)  ̄ 4 2驱 轮 )p T- S ( 、WF 4 S 自保 护 焊 专 用 )Pu 机 型 比普 通 型 M ,ls
可 根据 提示 进行检 修 。
表 3 故 障代 码
数字表显示 薄 墓 §
无 显 示 Er9 r 5
Er9 r 4
萋 过热指示灯状态 =
号 增 加 了 脚 轮 、 手 和 焊 枪 放 置 插 孔 。 焊 枪 较 长 把 若 或 焊 丝 较 粗 建 议 选 用 4轮 送 丝 机 。
32 DP 开 关 介 绍 .
P WE P U 系 列 焊 机 控 制 板 上 有 一 个 8位 O R LS 的 D P开 关 ( 图 3 , 以 根 据 用 户 的 需 要 对 焊 机 I 见 )可 的一些 辅助 功能 进行设 置 , 细情 况 如下 : 详
关 ”; 一 保 护 门 ; ~ 收 弧 电 压 调 节 ;一 收 弧 电 流 调 节 ; 一 4 5 6 7
原 则 是 当额 定 电 流 通 过 时 , 地 电 缆 和 焊 接 电 缆 上 接
的 总 电压 降 不 超 过 4V。
电流 表 ;一 电 压 表 ;一 温度 及 故 障 报 警灯 ;0 8 保 险 丝 8 9 l— A
件 和 焊 接 电 缆 的最 小 规 格 , 表 2所 示 。 如
表 2 工件 和 焊 接 电缆 规 格
l 4
f 0 1 1
1 3
l 2
a 前板
b 后 板
l 电 源 开 关 ;一 检 气 开 关 ;— 2步/ 一 2 3 4步 开 关 或 称 “ 弧 开 收
林肯电气Bester热带车道500S电焊机操作指南说明书

IM304109/2016REV03HOT ROD 500S OPERATOR’S MANUALENGLISHLincoln Electric Bester Sp. z o.o.ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Polandwww.lincolnelectric.euDeclaration of conformityLincoln Electric Bester Sp. z o.o.Declares that the welding machine:K14089-2 HOT ROD 500S 220/380/440Vconforms to the following directives:2014/35/EU , 2014/30/EUand has been designed in compliance with thefollowing standards:EN 60974-1:2012; EN 60974-10:201420.04.2016Piotr SpytekOperations DirectorLincoln Electric Bester Sp. z o.o., ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Poland12/0512/05 THANKS! For having chosen the QUALITY of the Lincoln Electric products.∙Please Examine Package and Equipment for Damage. Claims for material damaged in shipment must be notified immediately to the dealer.∙For future reference record in the table below your equipment identification information. Model Name, Code & Serial Number can be found on the machine rating plate.Model Name: ………………………………………………………………………………………………………………………………………….Code & Serial Number: ………………………………………………………………….. …………………………………………………………………..Date & Where Purchased …………………………………………………………………. …………………………………………………………………..ENGLISH INDEXSafety (1)Installation and Operator Instructions (2)Electromagnetic Compatibility (EMC) (6)Technical Specifications (7)WEEE (8)Spare Parts (8)Electrical Schematic (8)Accessories (8)Safety11/04WARNINGThis equipment must be used by qualified personnel. Be sure that all installation, operation, maintenance and repair procedures are performed only by qualified person. Read and understand this manual before operating this equipment. Failure to follow the instructions in this manual could cause serious personal injury, loss of life, or damage to this equipment. Read and understand the following explanations of the warning symbols. Lincoln Electric is not responsible for damages caused by improper installation, improper care or abnormal operation.The manufacturer reserves the right to make changes and/or improvements in design without upgrade at the same time the operator’s manual.Installation and Operator InstructionsRead this entire section before installation or operation of the machine.Location and EnvironmentThe HOT ROD 500S welders can be stacked three high when the following precautions are observed: ∙ Be sure the bottom machine is on a firm, levelsurface suitable for the total weight (610kg) of the stacked machines.∙ Stack the machine with the fronts flush.∙ Be certain the pins on the top font corners of thelower machines fit through the holes in the base rails of the upper machines.This machine will operate in harsh environments. However, it is important that simple preventativemeasures are followed to assure long life and reliable operation:∙ Do not place or operate this machine on a surfacewith an incline greater than 15° from horizontal. ∙ Do not use this machine for pipe thawing.∙ This machine must be located where there is freecirculation of clean air without restrictions for air movement to and from the air vents. Do not cover the machine with paper, cloth or rags when switched on.∙ Dirt and dust that can be drawn into the machineshould be kept to a minimum.∙ This machine has a protection rating of IP23. Keep itdry when possible and do not place it on wet groundor in puddles.∙ Locate the machine away from radio controlledmachinery. Normal operation may adversely affect the operation of nearby radio controlled machinery, which may result in injury or equipment damage. Read the section on electromagnetic compatibility in this manual.∙ Do not operate in areas with an ambient temperaturegreater than 55°C.Duty cycle and OverheatingThe duty cycle of a welding machine is the percentage of time in a 10 minute cycle at which the welder can operate the machine at rated welding current.Example: 60% duty cycle:Welding for 6 minutesBreak for 4 minutesExcessive extension of the duty cycle will cause the thermal protection circuit to activate.The machine is protected from overheating by a temperature sensor.When the machine is overheated the output of themachine will turn "OFF", and the Thermal Indicator Light will turn "ON". When the machine has cooled to a safe temperature the Thermal Indicator Light will go out and the machine may resume normal operation.Minutes or decrease duty cycleInput Supply ConnectionCheck the input voltage, phase, and frequency supplied to this machine before turning it on. Verify theconnection of grounding wires from the machine to the input source. The allowable input voltages are 3x220V 50/60Hz, 3x380V 50/60Hz and 3x440V 50/60Hz(3x440V: factory default). For more information about input supply refer to the technical specification section of this manual and to the rating plate of the machine.If it is necessary to change the input voltage:∙ The input cable must be disconnected from themains supply and the machine switched OFF.Cable length Up to 10 m 10 – 50 m 50 – 75 m Cable size 70 mm 2 95 mm 2120 mm 2control is used to set the level of the increased current and arc start current is made easy. electrode and the workpiece. welding it continues to display the average welding current and voltage for 5 seconds.8. Welding Current Knob Control:Potentiometer used to set the output current on the range 50A - 625A (alsoduring welding).9. Local/Remote Switch: Remote Control Unit K10095-1-15M and K870 can be used with this machine. Itchanges control of the Output Current from themachine Welding Current [8] to the K10095-1-15M or K870 and vice versa.10. Remote Control Connector: If a remotecontrol is used, it will be connected to the remote connector (see "Accessories"chapter).11. Negative Output Terminal: Negative14applicable standards. This connection shall be performed only by a qualified person.Welding SMAW (MMA) ProcessHOT ROD 500S does not include the electrode holder with lead necessary and the work lead for SMAWwelding, but the one can be purchased separately (see "Accessories" chapter).For starting welding process with SMAW process you should:∙ First turn the machine off.∙ Determine the electrode polarity for the electrode tobe used. Consult the electrode data for this information.∙ Depending on the polarity of using electrode,connect the work lead and the electrode holder with lead to output socket [11] or [12] and lock them. See the Table 1.Table 1.Output socketP O L A R I T YD C (+) The electrode holderwith lead to SMAW[12] Work lead [11] D C (-) The electrode holder with lead to SMAW[11] Work lead[12]IOff CONTROL DIALS Hot Start OUTPUT CURRENT CONTROL RANGE SWITCH LOW Output Current Control Dial Range LowHIGH Output Current Control Dial Range HighOUTPUT CURRENT CONTROL "MACHINE-REMOTE" SWITCHRemote Output Current ControlMachine Output Current ControlRATING PLATEThree Phase PowerTransformer RectifierRectifier DC OutputConstant Current Characteristic Shielded Metal Arc Welding Line ConnectionHIGH TEMPERATURE WARNING LIGHTHigh Temperature LimitWARNINGWarning IdentificationGROUNDSignifying the Earth (Ground) ConnectionMaintenanceWARNINGFor any repair operations, modifications ormaintenances, it is recommended to contact the nearest Technical Service Center or Lincoln Electric. Repairs and modifications performed by unauthorized service or personnel will cause, that the manufacturer’s warranty will become null and void.Any noticeable damage should be reported immediately and repaired.Routine maintenance (everyday)∙ Check condition of insulation and connections of thework leads and insulation of power lead. If any insulation damage exists replace the lead immediately.∙ Check the welding gun condition: replace it, ifnecessary.∙ Check condition and operation of the cooling fan.Keep clean its airflow slots.Periodic maintenance (every 200 working hours but at list once every year)Perform the routine maintenance and, in addition: ∙ Keep the machine clean. Using a dry (and lowpressure) airflow, remove the dust from the external case and from the cabinet inside.∙ If it is required, clean and tighten all weld terminals.The frequency of the maintenance operations may vary in accordance with the working environment where the machine is placed.Electromagnetic Compatibility (EMC)11/04 This machine has been designed in accordance with all relevant directives and standards. However, it may still generate electromagnetic disturbances that can affect other systems like telecommunications (telephone, radio, and television) or other safety systems. These disturbances can cause safety problems in the affected systems. Read and understand this section to eliminate or reduce the amount of electromagnetic disturbance generated by this machine.Before installing the machine, the operator must check the work area for any devices that may malfunction because of electromagnetic disturbances. Consider the following.∙Input and output cables, control cables, and telephone cables that are in or adjacent to the work area and the machine.∙Radio and/or television transmitters and receivers. Computers or computer controlled equipment.∙Safety and control equipment for industrial processes. Equipment for calibration and measurement.∙Personal medical devices like pacemakers and hearing aids.∙Check the electromagnetic immunity for equipment operating in or near the work area. The operator must be sure that all equipment in the area is compatible. This may require additional protection measures.∙The dimensions of the work area to consider will depend on the construction of the area and other activities that are taking place.Consider the following guidelines to reduce electromagnetic emissions from the machine.∙Connect the machine to the input supply according to this manual. If disturbances occur if may be necessary to take additional precautions such as filtering the input supply.∙The output cables should be kept as short as possible and should be positioned together. If possible connect the work piece to ground in order to reduce the electromagnetic emissions. The operator must check that connecting the work piece to ground does not cause problems or unsafe operating conditions for personnel and equipment.∙Shielding of cables in the work area can reduce electromagnetic emissions. This may be necessary for special applications.due to conducted as well as radio-frequency disturbances.Technical SpecificationsNAME INDEXHOT ROD 500S K14089-2INPUTInput Voltage U1EMC Group / Class FrequencyHOT ROD220/380/440V / 3~ II / A 50 / 60 Hz 500SInput Power at Rated Cycle InputAmperesI1max cosφHOT ROD43 kVA @ 35 Duty Cycle (40°C) 220V 3~ 114A0,89500S 380V 3~ 65,5A440V 3~ 57ARATED OUTPUTDuty Cycle 40°C / 55°C(based on a 10 min. period)Output Current Output VoltageHOT ROD 35% / 25% 600A 44 V 500S 60% / 35% 500A 40 V100% / 60% 375A 35 VOUTPUT RANGEWelding Current Range Peak Open Circuit VoltageHOT ROD50A - 625A 65,5 V500SRECOMMENDED INPUT CABLE AND FUSE SIZESFuse or Circuit Breaker Size Power Lead220V~ 380V~ 440V~HOT RODD 125 A D 63 A D 63 A 4 Conductor, 16mm2500SDIMENSIONWeight Height Width Length HOT ROD203 kg 795 mm 566 mm 813 mm 500SProtection Rating Operating Humidity(t=20°C)Operating Temperature StorageTemperatureIP23 ≤ 90 % from -10 ºC to +55 ºC from -25 ºC to +55 ºCEnglish 8 English WEEE07/06Spare Parts12/05Part list reading instructions∙ Do not use this part list for a machine if its code number is not listed. Contact the Lincoln Electric Service Department for any code number not listed.∙ Use the illustration of assembly page and the table below to determine where the part is located for your particular code machine.∙ Use only the parts marked "●" in the column under the heading number called for in the assembly page (# indicate a change in this printing).First, read the Part List reading instructions above then refer to the "Spare Part" manual supplied with the machine, which contains a picture-descriptive part number cross-reference).Electrical SchematicRefer to the "Spare Parts" manual supplied with the machine.AccessoriesK10376Adapter M14/DINSe (F) (to connect the welding cables). *E/H-400A-70-5M The electrode holder with lead - 5m.*GRD-600A-95-5M Work Lead with the Work Clamp - 5m.FL060583010 FLAIR 600 Gouging torch with mounted monocable - 2,5m.* N/B-600A-95-5M 5m-extension cable for gouging torch. K14090-1 AV Meter KitK10095-1-15M Hand Amptrol.K870 Foot Amptrol.K1039815m-extension cable for remote ctrl box.* Co-operates with K10376 E n g l i s hDo not dispose of electrical equipment together with normal waste!In observance of European Directive 2012/19/EC on Waste Electrical and Electronic Equipment(WEEE) and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative.By applying this European Directive you will protect the environment and human health!。
林肯电子公司的高压电焊机说明书
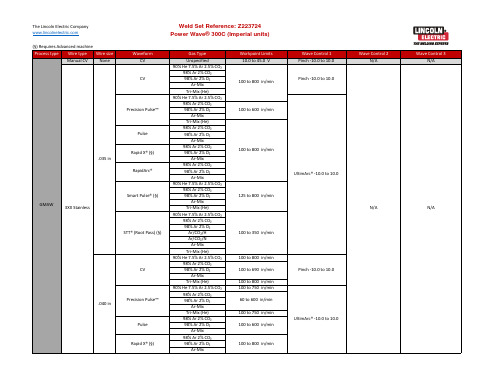
Ar-Mix Tri-Mix (He) 90% He 7.5% Ar 2.5% CO₂ 98% Ar 2% CO₂ 98% Ar 2% O₂
100 to 625 in/min
75 to 500 in/min
75 to 495 in/min
75 to 780 in/min
75 to 760 in/min
100 to 510 in/min
90 to 225 in/min
Wave Control 1 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 Pinch -10.0 to 10.0 UltimArc® -10.0 to 10.0 UltimArc® -10.0 to 10.0
100 to 600 in/min
100 to 645 in/min 100 to 625 in/min 100 to 645 in/min 90 to 250 in/min 125 to 700 in/min 150 to 750 in/min 125 to 800 in/min
Wave Control 1 UltimArc® -10.0 to 10.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
POWERPLUSTMⅡ系列焊机可根据用户的使用 情况对送丝速度范围进行微调,具体操作步骤如下:
(1)关闭焊机电源,将 DIP 开关 2、3 和 8 置于 “ON”位置,其他所有 DIP 开关置于“OFF”位置, 收弧电流电位器调至中间位置,收弧开关必须处于 “2 步”状态。
2— ——小电流引弧开关(4 步时有效,引弧电流 值与收弧电流值相同),ON 为有效;
3—— —弧坑重复模式开关(放开焊枪开关之后 2 s 内应再次按下开关,此时焊机将再次输出收弧电流 及电压),ON 为有效;
4——回烧开关,根据现场情况和操作习惯进行 调节,默认为 ON;
5— ——节电开关,OFF 为启用节能模式,ON 为 禁用节能模式;
6—— —慢送丝引弧开关,OFF 为慢速送丝引弧, ON 时为正常送丝速度引弧;
7—— —长电缆补偿开关,ON 为有效; 8—— —发电机供电模式,ON 为有效。
Electric Welding Machine ·41·
焊接设备
第 41 卷
每次重设 DIP 开关时,要先关闭机器;或设置 完成后,重新起动机器。出厂设置:4、5、7 为 ON,建 议设置 4、5 或 4、5、6 为 ON。
≤200
35
≤300
50
≤400
70
≤500
95
注意:推荐的电缆尺寸可能根据需要而变化, 原则是当额定电流通过时,接地电缆和焊接电缆上 的总电压降不超过 4 V。
2.3 送丝机
林肯电气为客户提供了五款送丝机供客户选 择,分别是 PWFTM-2(单驱 2 轮)、PWFTM-4( 双驱 4 轮)、PWFTM-2Plus(单驱 2 轮)、PWFTM-4Plus(双驱 4 轮)、PWFTM-4SS(自保护焊专用),Plus 机型比普通型 号增加了脚轮、把手和焊枪放置插孔。若焊枪较长 或焊丝较粗建议选用 4 轮送丝机。
3.4 试机
(1)系统连接完毕检查正常后可通电试机:打开 焊机电源开关,报警灯亮 2 s,显示表先显示 6 个 “8”,而后报警灯熄灭,显示表显示“7.0X,6.0X”, 而后电流表显示“- - -”,电压表显示 1 个 10~45 之间的电压值,调节送丝机的电压调节旋钮该数值 可在 10~45 变化。
第 41 卷 第 5 期 2011 年 5 月
Electric Welding Machine
Vol.41 No.5 May 2011
上海林肯电气 POWERPLUSTMⅡ系列 焊机的使用与维修
张国友,金志伟,汪 钧
(上海林肯电气有限公司,上海 201907)
摘要:简要描述了上海林肯电气有限公司生产的 POWERPLUSTMⅡ系列晶闸管电焊机的特点。强调了本
3 调试
3.1 前、后面板功能开关和旋钮
焊机前后面板功能开关如图 2 所示。
1—电源开关;2—检气开关;3—2 步/4 步开关或称“收弧开 关”;4—保护门;5—收弧电压调节;6—收弧电流调节;7— 电流表;8—电压表;9—温度及故障报警灯;10—8 A 保险丝 和保险丝座(36 V 加热器保险);11—气体加热器插座;12—接 地电缆的连接螺钉;13—输入电缆固定接线架;14—输入电 源保护盒。
Key words:SCR;welding machine;Lincoln electric;DIP switch;error code list
0 前言
POWERPLUSTMⅡ系列焊机是由上海林肯电气 有限公司生产的晶闸管式熔化极气体保护焊机,该 系列有 POWERPLUSTMⅡ350、POWERPLUSTM Ⅱ500 及 POWERPLUSTMⅡ650 等机型。该系列焊机完全 按照 IEC 标准 IEC60974-1 设计和生产,同时符合 GB15579.1-2004 的国家标准,它的 IP23 防护等级 特别适合船舶、重型钢结构等行业的严格要求;其 中 POWERPLUSTMⅡ350 焊机采用了林肯的专利技 术——钻芯电感技术,而 POWERPLUSTMⅡ650 焊机 还具有碳弧气刨功能。
图 2 焊机前、后面板
3.2 DIP 开关介绍
POWERPLUSTM 系列焊机控制板上有一个 8 位 的 DIP 开关(见图 3),可以根据用户的需要对焊机 的一些辅助功能进行设置,详细情况如下:
图 3 DIP 开关示意
1——预送气开关。该开关使得在输出电压开通 之前就能够起动预送气,ON 为有效;
中图分类号:TG434
文献标识码:B
文章编号:10 01-2303(2011)05-0040-04
The usage and maintenance of Lincoln POWERPLUS II series welding machines
ZHANG Guo-you,JIN Zhi-wei,WANG Jun (Shanghai Lincoln Electric Co.,Shanghai 201907,China)
系列电焊机在安装及工作环境、电源电缆、焊接中继电缆、送丝机、调整和设置步骤等方面的重要性和
注意事项,尤其对面板上的各个操作开关及控制板上面的 DIP 微动功能开关进行了详细描述。针对几种
典型故障给出了Leabharlann 效的测量和判定方法,结合故障代码表的应用使用户能够方便、迅速地解决遇到的
设备故障。
关键词:晶闸管;电焊机;林肯电气;DIP 开关;故障代码表
焊接设备
张国友等:上海林肯电气 POWERPLUSTMⅡ系列焊机的使用与维修
第5期
表 1 电源线面积要求的合理选择
焊机型号
电缆截面积 S/mm2
空开容量/A
350
≥6
40
500
≥10
60
650
≥16
100
件和焊接电缆的最小规格,如表 2 所示。
表 2 工件和焊接电缆规格
焊接电流 I/A
铜电缆截面积 S/mm2
2.1 电源要求
三相,380~415 V(±10%),50 或 60 Hz;电源线 面积要求:操作说明书推荐的电源线是按最恶劣的 使用环境来要求的,根据经验表 1 中的数据较合理; 焊机周围要留有足够大的空间以便散热和维护。
2.2 焊接电缆
为了避免与其他设备的干扰,获得最佳的运行 状态,安装时尽量将电缆直接引向工件或送丝机,避 免电缆线过长,不要使多余的电缆线呈盘卷状。工
图 4 插件示意
图 5 控制板实图
(2)小参数焊接可以,大参数焊接不稳、飞溅大。 检查电源是否缺相(尤其是接线盒的中间相), 检查接触器是否有触点接触不良(正常工作中每对 上下触点间电压应该为 0 V,若测量中出现电压降则 说明该对触点发生故障),空载电压是否在 40~66 V (500 或 650 焊机,350 焊机是 33~54 V)之间可调,如 异常可检查晶闸管模块和晶闸管的触发信号。晶闸管
2.4 焊枪
标准配置为通用的亚洲接口(还有欧式和林肯 式接口可选),有 350 A、500 A 两种额定电流值,可选 用多种长度(3 m、4 m、5 m),喷嘴也有直喷嘴和锥形 喷嘴可根据需要选用或更换。
2.5 系统连接
系统连接如图 1 所示。
图 1 系统连接示意
系统连接时的注意事项:(1)焊机机壳必须接地; (2)送丝机与中继线连接时注意不要让焊丝盘转动时 刮到电缆或气管的紧固螺栓;(3)焊接主电路的连接 螺丝要旋紧,防止因接触不良烧毁电气接头;(4)注意 气管、焊接电缆、控制线不要相互纠缠。
(2)打开焊机电源开关。 (3)逆时针旋转送丝机上面的送丝速度调节旋 钮至最小值。 (4)闭合焊枪开关,在送丝状态下,调节收弧电 流电位器,直到送丝速度达到 1.5 m/min。 (5)松开焊枪开关,将收弧开关打开,然后再关 闭,最小送丝速度就设定好了。 (6)顺时针旋转送丝机上面的送丝速度调节旋 钮至最大值。 (7)闭合焊枪开关,在送丝状态下,调节收弧电 流电位器直到送丝速度达到 20 m/min。 (8)松开焊枪开关,将收弧开关打开然后再关 闭,最大送丝速度就设定好了。 (9)关闭焊机电源开关。 (10)恢复所有 DIP 开关为初始状态。 校准过程中闭合送丝机上的检气按钮 5 s,即 将送丝速度恢复至默认值。
焊接设备
张国友等:上海林肯电气 POWERPLUSTMⅡ系列焊机的使用与维修
第5期
的测量方法比较熟悉,在此不做详细说明,重点讲 述触发信号的测量:打开焊机前面板中部的盖板,拔 下控制板左上角的 16 芯插件(J9),扣动焊枪开关, 在 J9 上用万用表应该测到 6 个触发电压,分别是
9-1,10-2,11-3,13-5,14-6,15-7,数字万用表直流 档电压值约 38 V,若相差较大则更换控制板。
·42· Electric Welding Machine
4 常见故障及维修
每台焊机的侧面板内侧都有一张主电路的接 线图,可按图检修。注意焊机的电源线接通电源后辅 助变压器的一次侧始终通有 380 V 电压,焊机面板 上的电源开关只能控制辅助变压器的二次电压,检 修时一定要切断配电箱内的供电开关。
(1)开机风机不转,无输出,不送丝,无显示。 检查供电电源电压是否正常、是否缺相,切断 配电箱开关测量焊机后面板电源接线盒右侧两端 子间电阻,正常为 14 Ω (辅变一次线圈电阻值),如 异常按主电路接线图检查辅助变压器供电回路熔 断器。若辅助变压器有明显变色烧焦痕迹或有明显 异味则更换,更换后通电前测量控制板右侧的 8 芯 插座的 2 脚与 5 脚间的电阻(5 脚正,2 脚负),应该 是一个电解电容充电的过程,如电阻为 0 Ω 则更换 控制板。插件位置和控制板、引脚如图 4、图 5 所示。
(2)气体流量调节:根据使用的焊枪喷嘴直径、 焊丝直径、焊接电流来调节气体流量为 10~20 L。
(3)电压调节:按使用电流估算电弧电压(依据 经验公式 14+0.05I)进行电压预置(预置电压要根据 焊接电缆长度、焊接电缆截面积大小、焊接电流大 小等因素考虑增加修正值),而后进行送丝速度调节 和电压微调。扣动焊枪开关开始焊接,反复调节送丝 机送丝速度和电压调节旋钮,至电弧稳定、参数与 工艺基本相符为止;调节收弧参数与前面相同。