SMT测试线生产过程与检验控制程序
SMT生产管理控制程序
1.0目的1.1为使《生产计划》有效落实执行,确保团队人员之间高效有序运作,激发员工士气,保质、保量、保时交货,满足客户及公司发展之需求。
2.0 适用范围2.1 适用于本公司 SMT生产管理运作。
3.0 定义3.1 无4.0 职责4.1计划部:负责根据上料、实际生产进度进行协调和调控前后工序的衔接匹配及岀货安排,保证前后工序因材料、半成品、设备、仪器产能的不匹配,所导致的停工待料浪费成本。
4.2 生产部:负责依据《生产计划》,相关作业指导书和标准合理安排生产,及时跟进生产进度,及时解决生产中出现的异常,及时与计划保持良好的沟通,保质、保量、准时完成生产计划和岀货计划。
4.3 工程部:负责及时制定相关作业指导书和操作标准,及时指导和培训生产过程中的相关作业员。
负责生产制程及岀货因工艺批量性的异常分析、处理工作。
4.4 品质部:负责生产制程中品质标准的制定、培训、实施。
负责生产制程中的产品检验、监督、稽核控制工作。
负责主导生产制程中品质异常的跟进、分析及对策的效果验证。
4.5资材部:负责根据生产通知、生产计划、生产部和PC提供的相关信息备料、发料、补退料。
5.0 流程/内容5.1流程5.1.1流程图:文件编号文版本:B 页版本:00页 次第3页,共8页文件名称: SMT 生产管理控制程序蛉入、恃出的文件、记录盍程圉生产部生产部工程 品质部生产部计划计划生产部/■工程部 品质部/资材部工程都生产部生产部生产邇知单生产计划转线通知单 Mil表/站位表9工程图 作业指导书 零件位置图印刷作业指导书 冊昨卩刷记录表 站位表聊T 上料记录表珀卅表/站位義 帥T 上料记录表贴装程序BOI 表S 肛首件确认记录表4检查记录表 手放料确认记录表炉谥曲线记录表 炉爲巻数设置记录表检查作业指导书 "検查记录表 外观绻修记录表 补科确认记录表 入库单5.2内容521 生产通知:5.2.1.1 商务部接到客户订单,立即转成公司内部《生产通知单》,其中内容体现客户相关制程工艺要求,由计划发放到SMT生产部及相关部门提前做相关准备。
SMT作业详细流程图

SMT首件样机测量流程
品质部
转机调试已贴元件合格机芯 N
检查所有极性元件方向 Y
参照丝印图从机芯上取下元件
将仪表调至合适档位进行测量
将实测值记录至首件测量记录表
检查元件实物或通知技术员调整 更换物料或调试后再次确认
Page 10
将机芯标识并归还生产线
判断测量值是否符合规格要求 Y
将已测量元件贴回原焊盘位置 N
指 导 书
上 料 作 业 指 导 书
点 胶 作 业
指 导 书
贴 片 作 业
指 导 书
炉 前 检 查
作 业 指
导
补 件 作 业
指 导 书
外 观 检 查
作 业 指
导
后 焊 作 业 指 导 书
测 试 作 业
指 导 书
包 装 作 业 指 导 书
书
书
熟悉各作业指导书要求 严格按作业指导书实施执行
Page 3
熟悉各作业指导书要求 监督生产线按作业指导书执行
检验结 果
N
产品作好 缺陷标识
作好检 验记录
不良品统计 及分析
生产线
在线产品
修理进行修理
Y 判断修 理结果 N 填写报废申请单 /做记录
区分/标识,待 报废
N
Page 17
SMT不良品处理流程
QC/测试员检查发现不良品
不良品标识、区分
不良问题点反馈
填写QC检查报表
交修理人员进行修理 N
修理不良品及清洗处理 Y
追踪所有错料机芯并隔离、标识
记录实测值并签名
生产线重新换上合格物料 继续生产
对错料机芯进行更换 标识、跟踪
工程部
SMT车间制程检验管理办法

SMT制程检验管理办法1.目的:确保SMT加工的产品能达到客户的品质要求。
2.范围:适用于本公司及OEM需经SMT加工工序的产品检验。
3.运作过程:3.1上料前品质控制操作员根据站料表逐一核对物料的料号,确定两者一致后,在上料登记表上签名,然后通知当班品质部检验员,确认无误并签名后方可投入生产。
3.2首件检查3.2.1SMT品质部检验员须在每个工作日之始、换班换线、机种变更、机器设备参数设置变更、新开发机种试产时作首件检查。
3.2.2首件检查必须依据BOM单及《SMT制程检验规范》执行。
3.2.3每次首件检查以1-5台为基准,对各零件进行核对,对首件PCB板上的所有贴片电容的容值进行测量。
3.2.4检查结果的判定:(1)当首件检查无任何问题发生或有轻度缺陷由维修人员修复后,经品质部检验员确认,即可进入量产。
(2)当首件检查有重要缺陷且属工艺问题时,当班品质部检验员应通知品质主管以上管理人员确认,必要时须通知制造经理决定停止生产,待问题解决后经检验合格,方可进入量产。
3.3巡线检查3.3.1贴片电容测试手一定要保持干燥、清洁,并且要正确配带防静电手环。
3.4.3拿取印刷(点胶)电路板时,可用双手握持板卡的边缘进行操作,尽量不要用手接触元件和线路,特别要注意不要接触插卡镀金插脚,以防止手上汗迹沾在镀金插脚上引起板卡的接触不良。
3.4.4避免用螺丝刀、钳子、手术刀等坚硬物体碰撞板卡上的元件或线路。
3.4.5严禁碰撞和重压,以免造成板上极其精细的铜箔导线损坏或断裂。
3.4.6将检验结果记录在报表中。
3.4.7检查结果的判定(1) 作业人员发现异常情况时立即更改,如无法更改应将不良品明显标示。
(2) 如不良情形偏高,应反映给当班班长分析原因,若班长不能解决应通知SMT 车间主管联络相关技术人员进行解决。
3.5半成品与成品检验。
3.5.1目的:为确保交货品质,防止不良品流出,发生客户抱怨及退货。
3.5.2检验与测试标准依《作业指导书》、《QC工程表》、《SMT制程检验规范》。
SMT生产过程控制程序

SMT生产过程控制程序1 目的为保证产品质量,促使生产过程规范化,标准化,更好满足客户的要求。
2 范围适用于本公司SMT生产过程3 参考文件无4 职责4.1 工程部负责制造过程中相关技术性资料,文件的编制,变更及过程设备的管理;4.2 品证部负责过程的检查、验证,过程参数的检查,不良品的分析;4.3 生产部SMT课负责对SMT生产过程具体作业的执行,设备的操作、维修、保养,确保其正常运转,以及生产计划和品质目标的完成。
5 程序5.1生产前准备工作的控制5.1.1 SMT负责人根据PMC的生产计划去安排生产,并报告给生产部经理;5.1.2 SMT课的组长根据计划准备相关技术文件和资料,如作业指导书等;5.1.3 SMT物料员做好生产前物料的准备;5.1.4 SMT工程技术人员负责把设备与相关机器程序作好准备,调整到正常状态,具体参照该机种设备制程参数表和作业指导书;5.1.5 SMT的操作员依照《SMT操作员作业管理规定》做好生产前的准备;5.1.6 每天生产前组长必须检查相关的准备工作完全就绪后才能开始生产,并将结果记录在SMT生产前准备确认记录表上。
5.2 进度控制5.2.1 SMT课负责人每天将次日生产计划提前写在黑板上,物料房及生产线组长根据生产计划提前作好各条线下个机种的生产准备;5.2.2 SMT课组长每小时将生产数量记录在各条线前的生产状况看板上,进度有异常时立即向上级汇报,做到生产进度有掌控;5.2.3紧急停线时由SMT负责人提交工场事故报告书,依照流程处理;5.2.4正常生产时每天将当天的生产状况记录在《SMT生产实绩日报》上,并COPY一份交PMC,由PMC对延后或超前计划部分再作计划调整。
5.2.5正常生产时如出现物料(包括生产辅料)的品质问题或供应临时中断、关键设备故障暂时不能恢复生产、人力短缺情况时,部门负责人应召集相关部门负责人协商对策,并在第一时间内联络PMC,要求其调整生产计划。
SMT生产品质控制工艺标准及流程
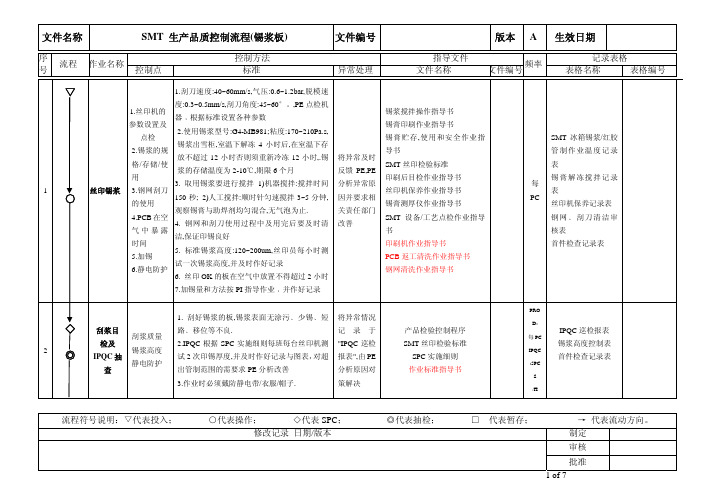
流程符号说明:▽代表投入;○代表操作;◇代表SPC;◎代表抽检;□代表暂存;→代表流动方向。
修改记录日期/版本制定
审核
流程符号说明:▽代表投入;○代表操作;◇代表SPC;◎代表抽检;□代表暂存;→代表流动方向。
修改记录日期/版本制定
审核
流程符号说明:▽代表投入;○代表操作;◇代表SPC;◎代表抽检;□代表暂存;→代表流动方向。
修改记录日期/版本制定
审核
流程符号说明:▽代表投入;○代表操作;◇代表SPC;◎代表抽检;□代表暂存;→代表流动方向。
修改记录日期/版本制定
审核
流程符号说明:▽代表投入;○代表操作;◇代表SPC;◎代表抽检;□代表暂存;→代表流动方向。
修改记录日期/版本制定
审核。
SMT工艺流程

制造三部生产流程制造三部的工段划分:SMT物料室、SMT生产线、AOI(自动光学检验区)、DIP(插件焊接线)、DIP物料区、TEST(测试线)、OQC检测区、包装区、维修区生产流程图:开始↓收料←——↓∣IQC检验—↓OK入库/备料→→↓↓印刷————→插件↓↓锡膏测试波峰焊炉前修正↓OK ↓贴片波峰焊接↓↓炉前修正剪脚↓↓回流焊接手焊↓ NG ↓ NG炉后检验——→维修目检——→维修OK↓↓OK↓包装AOI检验↓↓OK OQC检验—→返工X-Ray检验∣↓OK ↓OK包装入库↓ NGOQC检验——→返工↓入库↓是是否插件↓否交付↓结束SMT生产流程一、锡膏印刷技术1、目的:为生产需要,对既定的线路板上的固定元件的焊盘涂上一层焊锡膏,为后续贴片工序做准备。
2、流程:传送PCB板→自动校正→托起定位→自动印刷→清洗→印刷目检3、影响锡膏印刷质量的主要因素:设备和材料3.1 设备PCB板的自动传送主要有两种方式:推板式和吸板式。
在生产过程中,对于自动传送方式的选择主要的依据是看PCB板是否属于光板(光板:没有焊接过任何元器件的PCB板)。
如果是光板则选用吸板式,否则采用推板式。
其主要原因是因为是吸板工艺需要将多个PCB板进行叠放,如果PCB板上有元件则会损坏板面,影响质量,因此则改用推板式(推板式:将需要印刷的PCB板进行规律性排板,由机器逐一推进印刷槽)。
从锡膏印刷的过程来讲,PCB板的传送主要是为了代替手动传送,以提高生产的效率,但对于印刷本身的质量问题则归咎于印刷机自身的性能。
对于印刷机本身而言,将其分为硬件和软件两个部分。
硬件是整个机身,软件则是控制机器运转的运行软件(关键是其参数的设置)。
在印刷机机身运行稳定的前提下,电路板的质量控制关键在于各项技术参数的设置,同时参数的合理化是保障产品质量生产的前提,在此基础上尽可能使之高效化。
●钢网的调节目的是使PCB板的位置精确,避免板面偏移;●平台高度的调节是根据PCB板的厚度来进行设置的,主要是为了使板面与钢网完全结合,避免两者之间有间隙,导致焊锡膏外溢、涂层表面锡膏量薄厚不均匀;●刮刀压力的设置主要是依据板的外形进行的一项控制。
SMT生产过程控制程序(含表格)
SMT生产过程控制程序(IATF16949-2016/ISO9001-2015)1.0目的:全面规范SMT工段生产制程中关于物料管理、生产计划、排线生产流程、品质管理等内容,促进标准化管理水平的提升。
2.0适用范围:适用于SMT工段生产制程的管控。
3.0名词定义:3.1 物料管理“十一防”:即“防火、防水、防锈、防腐、防磨、防爆、防盗、防电、防晒、防倒塌、防变形”。
3.2 炉后DPM:指产品在过回流炉后,抽取一定数量的样品,统计缺陷点数与总点数之间的比值。
计算公式:不良的锡点数(空焊、吃锡不良、短路、锡尖等)/总锡点数 * 1000000 。
3.3 PQC:指Process Quality Control.是制程为了控制品质而设置的专职检查工位。
3.4 MSD:指对环境温湿度比较敏感的物质,如真空包装的PCB、IC、晶体管等物料。
4.0职责:4.1 作业员:按照标准作业规范站完成当班工序作业,保证产品的品质和数据,服从管理人员安排。
4.2 目视检查员:服从PQC班/组长分配,作好产品的产品外观检查,保证产品品质。
4.3 维修员:负责不良产品之维修,统计和分析不良,及时通报不良状况加以控制。
4.4 SMT工程课:4.4.1 工程技术员或工程师,负责生产治工具的架设、机器设备的保养与维护及测试人员的培训。
4.4.2 负责生产流程、作业指导等资料的整理发行,分析制程异常并设法解决,监督工艺执行。
4.5 品保课:按照《制程品质管理程序》,监督生产制程,作好品质控制工作。
4.6 生产物料员:4.6.1 保管产线因工单欠料、待申补料等管理工作,并做好物料和产品的“十一防”工作。
4.6.2 产线生产完工单盘点退料工作。
4.6.3 SMT小物料房所有呆滞料管理,散料区分管理、车间申补料确认工作等。
4.6.4 负责跟催各客户机种出货数量入库,保证在指定时间内完成入库数量。
4.6.5 对每日生产线完成品入库,下班前填写《SMT 当班入库统计表》4.7 生产班长:4.7.1 依照生产计划确认工单齐料状况,并提前4小时到PMC物料房领取工单物料。
SMT生产流程控制

1>静电带.
1>过回流炉前必需按排一个专人100% 检:移位/反方向/缺元件/多元件等不良 问题.
测试 Pass 手工操作:
炉温控制
1>高温手套 2>散热风扇
4)熟练掌握有铅和无铅回流焊炉温曲线的 标准,以检验炉温曲线是否正确。
1>生产时一定要有SMT工艺人员签名 确定的炉温曲线图,或口头通知才可以 过炉. 2>在测炉温时一定要带好高温手套,防 止烫伤.
开始
來料检查
PCB外观全检查/清洁
1)熟练掌握Long-Stars上板机的基本操作。
Pass 第一面钢网丝印锡膏
抽检(20%/小时) 抽检锡膏高度 (20%/小时)
2)熟练掌握钢网使用控制。 3)熟练掌握锡膏的正确使用和存储条件。 A.正确使用有铅和无铅锡膏,特别是怎样搅拌锡膏和严格 按时,按量的使用锡膏。 B怎样存储有铅和无铅锡膏,特别是要对具体情况的锡膏做 好相应的标示。 4)熟练掌握OM5100和OM338锡浆储运、使用安全 事项及紧急处置程序。
修理返修
NG
OQC抽检(20%)
1)熟练掌握IPQC检查程序以及IPQC抽检工作职责. 2)熟练掌握SMT目视检查标准,关键是元件的偏位和上锡标 3>炉温测试仪要用散热风扇及时散热. 炉后目视检 准。 3)熟练掌握IPQC及Test坏机返修的工作程序及控制方 查工位/AOI 法,以保证产品的品质,提高工作的效率。 1>过回流炉前必需按排1~2个专人 机器检查 4)熟练掌握助焊剂或酒精储运、使用安全事项及紧急处置 1>静电手套. 100%检:移位/反方向/缺元件/多元件等 程序。 不良问题.
相关的主要参数标准 使用工具 1> 分板可接受标准 : 正0.1mm.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT测试线生产过程与检验控制程序
1.目的
对测试线生产环境、半成品包装,切割工艺、测试项目,测试治具、仪器,产品质量进行控制,确保产品符合客户要求。
2.适用范围
适用于测试线生产过程与检验控制。
3.职责
1.根据测试线的组织架构合理的配置人员,并培训其相关技能。
2.根据PMC下发的《工作令》及《每日生产计划》安排生产.
3.将影响生产的异常问题及时反馈给PMC以便PMC调整生产计划.
4.规范测试线仪器,测试安全操作流程,强化员工的安全意识.
5.工单生产完成及时入库。
4.定义
4.1 首件确认:在试产,批量生产前对所贴物料进行一次全面确认,验证产品是否可生产的一项活动。
4.2 IPQC检查:生产中IPQC对测试产品进行测试项目检查。
4.5 QA:依规定的抽样频率、抽样数量、时间、标准或规格检查制程中的在制品,确保产品质量满足客户需求。
5.程序
5.1 测试线生产环境管理
5.1.1 测试线生产环境
5.1.1.1 测试线生产管理人员对测试车间生产环境条件进行管理,温度:21℃~27℃;湿度:40%~75%,并担当2次/天的频率进行工作环境的确认,并通过温/湿度测试仪收集车间的温度和湿度,将结果记录于《车间温湿度记录表》中。
5.1.1.2 测试线所有人员每天测量静电并记录《防静电点检记录表》。
5.1.1.4当上述项目确认发生异常时须及时反馈车间负责人并给予改善。
5.1.2 测试线半成品保存条件
51.1.23 半成品测试后需贴条码,条码内容需有:生产日期,编号,软件版本,条码,机型。
并用防静电胶盒装入周转。
5.2 SMT的部品管理
5.2.1 测试半成品包装后,QA贴外包装条码纸,盖PASS印章,生产管理人员填写《入库单》,发送成品仓。
5.2.2 不良品,经过维修部,品质部,生产部确认后,填写《报废申请单》,由生产副总签名入成品仓。
5.2.3 由外部门转入的半成品需用周转车,插板架,或包装箱进行。
5.4生产过程管理
5.4.1 测试
5.4.1.1转线生产提前30分钟发出并填写《测试转机通知记录表》,生产,技术,品质按记录表内容进行作业执行。
5.4.1.2入测试线的半成品,分机型安排下载软件。
软件,下载工具由技术提供。
生产员工按《作业指导书》进行下载作业。