哈斯机床编码器线报警处理
FANUC常见报警的解释
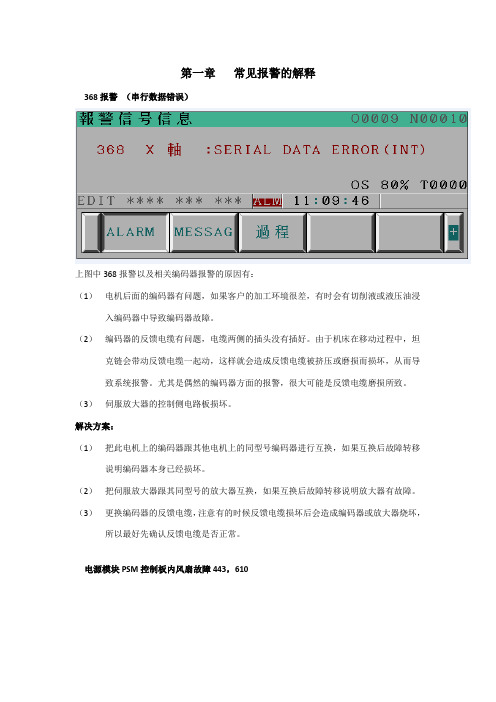
第一章常见报警的解释368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
机床报警及处理.
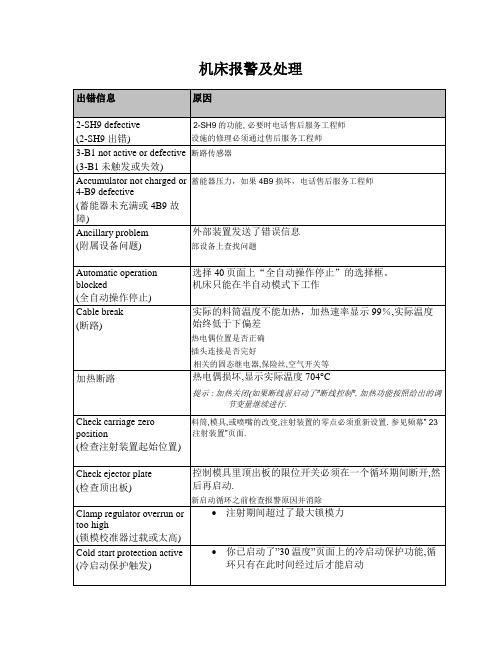
(液压顶出连轴节松开)
选择11液压顶出页面,启动液压顶出程序,手动后退顶出并且关闭前面所述的程序开关.
hydr.mould safety problem
(液压模具保护出错)
打开和关上安全门.如果不能解决,打电话给售后服务工程师.维修安全问题只能通过售后服务部门.
在设置的模具保护时间内未达到模具合上位置.参阅10模具页面.
去除溶渣或浇口
增加模具保护压力
增加模具保护时间
no holding pressure(stroke,time,press.)
(无保压压力切换(行程,时间,压力))
注射到保压过程的转换在20工艺过程优化页面上进行预设.一旦设置值>0,则选择的转换参数受到以前的保留的转换参数的监控.
在手动模式下随着模具打开,启动功能键“液压顶出前进“和“液压顶出后退“.如果这样不能解除警告,则机器顶出和模具内顶出卡在一起.
检查模具顶出系统是否在最远的移动结束位置.如果是这样,那么输入实际值+0.2作为页面11液压顶出上的顶出回退停止位置的设置值.如果不是这样,再次回到页面11液压顶出上增加顶出回退的压力设置值并且以手动模式启动液压顶出前进和液压顶出后退功能.
a)行程/体积切换启动,但转换点还未达到.
b)切换时间启动,但转换点还未达到
c)die U切换压力启动,但转换点还未达到:
nozzle guard not closed
(喷嘴安全门未关上)
注射装置上的喷嘴保护板未正确的关上.
打开和关上喷嘴防护板使得它能正确的关上.
检查安全开关3-S3,
如果问题依然存在,打电话给售后服务工程师.安全设备的维修只能通过售后服务工程师.
FANUC常见报警的解释
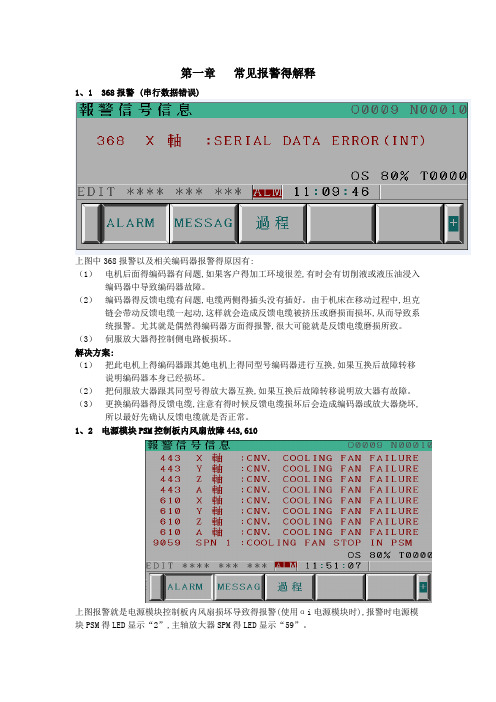
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
HAAS常见报警

X轴超过极限行程
317
Y轴超过极限行程
318
Z轴超过极限行程
320
编程中F进给速度未指定
322
子程序中没有M99
326
G04中没有P指令
328
无效刀号
329
未定义M指令
337
GOTO或P指令后程序段没有发现
339
地址字重复
340
刀具补偿开始使用了G02、G03
341
刀具补偿结束使用了G02、G03
342
刀具补偿路径太小
344
刀具补偿在G18、G19平面
390
主轴转速S未指定
420
程序号不适合
502
表达式中无“[”或“=”1 Nhomakorabea3主轴锁住
161
X轴启动失败
162
Y轴启动失败
163
Z轴启动失败
174
刀具过载
223
门锁住失败
224
X轴传动失败
225
Y轴传动失败
226
Z轴传动失败
231
手轮传动失败
232
主传动失败
236
主电机超载
238
防护门关闭失败
240
空程序或无EOB
241
无效地址字
243
BAD CODE
错误地址字
248
数值范围错误
VF-1(HAAS)加工中心常见的报警
报警号
报警信息
说明
—
NO ZERO X或Y或Z
X或Y或Z轴未回零
—
WRONG MODE
状态选择错
102
伺服系统关闭
107
急停关闭
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
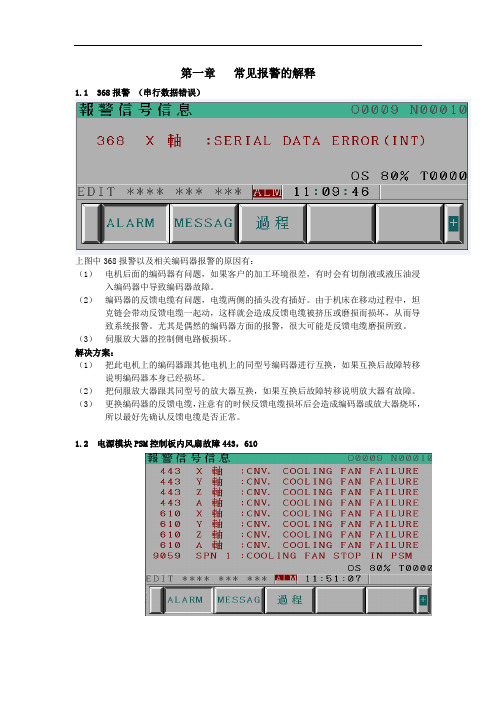
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
HASS机床报警大全

HASS机床报警大全2011-02-22 13:05:47| 分类:机床及故障| 标签:|字号大中小订阅任何时候发出警报时,屏幕右下角都会出现闪烁的“Alarm”(警报)。
按Alarm显示键以查看当前警报。
所有警报出现时都带有参考编号以及完整的说明。
如果按Reset(复位)键,将从警报列表中去除一条警报。
如果有18条以上的警报,显示的将是最后18条,必须用Reset (复位)来查看其它警报。
任何警报的出现都可以阻止操作员启动一个程序。
Alarms Display(显示警报)可在任何时候选择,只需按Alarm Mesgs(警报信息)按钮。
没有警报时,显示器会显示NoAlarm(没有警报)。
如果有任何警报,它们将被列出来,最新的警报排在清单的最下面。
CURSOR(光标)和Page Up(向上翻页)和Page Down(向下翻页)按钮可用于查看大量的警报。
Cursor right(光标右移)和left(左移)按钮打开或关闭警报记录显示。
请注意刀库警报可以通过执行保护ATCS恢复程序很方便地予以纠正。
首先纠正任何机械问题,按Reset(复位)直到警报被清除,选择Zero Ret(归零)模式,然后选择AutoAllAxes (所有轴自动执行)即可。
有些信息会在编辑过程中显示,以告诉操作员什么做错了,但不会报警。
参见有关的编辑主题以了解那些错误。
以下警报表列出了警报编号、与警报一起出现的文字、以及对警报、可能的起因、可能的出现时间、以及如何纠正的详细说明。
当车床和铣床之间的警报编号含义不同时,将在警报编号之后直接加上(L)或(M),或在正文中加以说明。
(L)和(M)不会出现在机床显示的警报编号中。
101 与电机控制器发生通信故障-在对电机控制器印刷电路板和主处理器之间的通信进行自检期间,主处理器没有反应,它们中有一个可能坏了。
检查电缆连接和电路板。
本警报可能因电机控制器中检测到故障引起。
102 伺服系统断开-指示说明伺服电机断开,刀库被禁用,冷却剂泵断开、以及主轴电机停机。
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除作者:段兆刚来源:《消费电子》2012年第12期摘要:本文结合实际生产需要,针对美国哈斯VF-3数控加工中心在使用过程中主轴产生的典型故障,全面分析了故障产生的原因,系统介绍了有关的维修经验以及需要注意的事项。
关键词:加工中心;主轴系统;故障分析;振动分析中图分类号:TG659 文献标识码:A 文章编号:1674-7712 (2012) 12-0196-01VF-3加工中心是美国哈斯自动化公司生产,采用系统也是HAAS系统。
在使用过程中,不可避免的产生各种各样的故障。
现就我公司VF-3加工中心产生的主轴系统主要问题,进行汇总,以便能够在生产过程中及时解决,提供设备的利用率。
一、加工中心主轴组成及工作原理:哈斯加工中心主轴由伺服电机、主轴、拉杆、钢球、松刀气缸、齿轮变速箱、传动皮带、位置感应开关、定位编码器、电磁阀、碟形弹簧等组成。
在加工过程中,需要进行换刀,则由操作人员给机床输入换刀指令,主轴首先由定位编码器进行主轴定位,松刀电磁阀得电,气缸向下移动的一定位置(松刀位置),将拉杆钢球松开,然后换刀装置从刀库取刀,将刀具装入主轴孔内,停留一定时间(时间由内部参数设备,一般为0.2S),松刀电磁阀失电,锁紧电磁阀得电,气缸向上移动,拉杆在碟形弹簧的作用下拉杆钢球内缩,拉杆拉紧刀柄,气缸到达锁紧位置,换刀装置移离主轴。
二、典型故障诊断分析与排除(一)在加工过程中,镗孔椭圆,盘刀铣平面有明显震纹,并且有时伴有“掉刀”现象导致此类现象的因素很多,比如有以下几种:主轴孔有铁屑;感应开关失灵;刀柄拉钉松动;拉杆弹簧破损,无法拉紧刀柄。
1.用丝绸擦拭主轴锥孔和刀柄,以免可能因切屑存在导致锥孔和刀柄有间隙。
2.检查拉钉并重新拧紧,然后进行交换刀具。
此故障现象无法消除。
3.进行几次换刀,观察诊断页面中参数DRAWBAR OPEN和DRAWBAR CLOSED数据的变换情况。
编码器常见报警
编码器报警1.3n0号报警报警信息: “nth-axis origin reurn”,第n轴原点返回。
报警说明:第n轴机械参考点无效,应重新人工设定该轴的参考点。
2.3n1号报警报警信息: “APC alarm:nth-axis communction”,APC(绝对脉冲编码器)报警:第n轴通讯错误。
报警说明:第n轴绝对编码器数据通信出错,数据传送失败。
3.3n2号报警报警信息: “APC alarm:nth-axis over time”,APC(绝对脉冲编码器)报警: 第n轴超时。
报警说明: 绝对编码器数据传送超时。
4.3n3号报警报警信息: “APC alarm:nth-axis framing”,APC(绝对脉冲编码器)报警:第n轴格式错。
报警说明:绝对编码器数据格式出错,数据传送失败。
5.3n4号报警报警信息: “APC alarm:nth-axis parity”,APC(绝对脉冲编码器)报警:第n轴奇偶错误。
报警说明:绝对编码器数据奇偶性出错,数据传送失败。
6.3n5号报警报警信息: “APC alarm:nth-axis:nth-axis pulse error”,APC(绝对脉冲编码器)报警:第n轴脉冲错误。
报警说明:绝对编码器脉冲数据丢失,绝对编码器(APC)故障。
7.3n6号报警报警信息: “APC alarm:nth-axis battery voltage 0”,APC(绝对脉冲编码器)报警: 第n轴电池电压为0。
报警说明:绝对编码器无电池,数据不能保持。
8.3n7号报警报警信息: “APC alarm:nth-axis battery low 1”,APC(绝对脉冲编码器)报警:第n轴(编码器)电池电压降低到级别1。
报警说明:绝对编码器电池电压下降,必须更换电池。
9.3n8号报警报警信息: “APC alarm:nth-axis battery low2”,APC(绝对脉冲编码器)报警:第n轴(编码器) 电池电压降低到级别2。
常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED 显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
浅析美国哈斯(HAAS)数控机床随机精度超差故障处理
等因素 , 机床使用一段时间后 ,就会产生以下情况 : 丝杠就会轴向窜动 、 锁紧螺母松动。机床地基要严格按 照设备要求来做 , 并且要合理布置调 整垫块位置 , 水平调调整应符合要求 ,机床接地应规范,电柜内动力线
和信号线要分开走线 ,间距符合要求 ,以提高机床抗干扰能力。 ( 二) 每隔一段时间, 要定期检测丝杠螺母的间隙 、 导规的间隙 ( 可
情况 和精度情况 。查看此设备维修记 录,看此故障是否经常 出现。综合 加工情况和维修记录 隋况 , 判断精度超差是有规律 的还是无规律的。然
后根据判断 ,采取相应的措施 。为了能够快速处理随机性精度故障 ,在
、
数控机床产 生随机性精度超差的原 因
目 前公司使用的哈斯机床都是半闭环控制机床 。 伺 服电机上装有角
设备管理方面 ,应养成建立设备维修档 案的习惯。并且详细记录每次故 障现象、原因、检修步骤。 、
位移检测装置 ,通过它检测 电机的转角 ,从而间接检测处移动的位移 。
一
般角位移信号被反馈到伺服驱动 系统 中,以便实现从位置给定到电机
四、随机性精度故障的预防措施
加工尺寸的精度 由数控机床的位置控制精度决定 。而位置控制精度 在很大程度上 由传动链 的传动精度和编码器 的工作精度决定。因此为 了 降低故障的发生率 ,需要做好以下方面的工作 。 ( 一) 把好设备采购和安装质量关 假如机床本身就存在先天性缺陷 ,如结构刚性差、制造装配质量差
超差 。这类故 障解决 比较容易 。另一种没有规律,如尺寸和形位误差变
化毫无规律 ,这类情况故障原因隐蔽性强, 解决难度大。 在实践过程 中,
机床 的定位精度和重复定位精度往往超差主要因为随机性因素导致的。 精度超差的故障部位 主要在 N C系统 、 电气系统 、 检测系统 、 进给传动系 统、导轨运动副等因素。目前公司使用 的 H A A S 设备基本都是采用半闭 环控制 系统 ,针对这一特点 , 分析随机性 因素的成因,结合生产过程 中 遇到的故障方法 , 提出预防措施 , 以便 日 后设备管理人员快速查找原因,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LAST UPDATED: 09/13/2019西格玛 5 - 轴伺服电机和电缆 - 故障排除指南
电子安全性:
症状表
检查电缆和接头。
请参阅电源线下一节。
检查相应的放大器组件。
请参阅伺服放大器 - 故障排除指南以对放大器障排除。
检查相应的伺服电机。
请参阅伺服电机下一
仅限经典哈斯控制- 机器参数不正确。
确保轴电机类型具有正确的参数。
1.确定机器是否具有西格玛-1 或西格玛-5 电机。
注意:Sigma-5 轴电机具有用于编码器插头
的推锁连接器。
2.运行参数检查器并选择西格玛-1 或西格玛-5 选
项。
报警103 - 105轴轴错误过大,在零返回过程中。
轴零返回方向错误。
在零返回过程中,正在制造主
传感器,使轴以相反方向返回
零。
检查轴主开关,确保传感器顶部没有金属芯片。
串行数据通信故障/电气噪声
西格玛-5伺服电机,非接触式编码器输出串行数据信号
到控制。
如果串行数据信号丢失或变得不可靠,则控
件将生成串行数据通信错误。
电气噪声可能导致来自
编码器的串行数据信号变得不可靠,并导致误报。
请
按照下面的故障排除指南操作,以帮助消除系统中的
噪音。
1.机器接地不正确。
确保接地线尺寸正确。
此外,接地线应一直运行回电气面板。
2.来自其他设备的噪音。
确保机器不与其他
机器共享电气服务。
3.PCB 或电机编码器处的散散编码器数据连
接器,可能导致串行数据变得不可靠。
请参
阅主处理器/编码器电缆部分。
4.松动的接地或高压电源连接器会将噪音引
入系统。
◦电柜检查所有接地和高压电源端
子(矢量驱动器、怀尔塔接触器、
变压器)是否连接松动。
等)。
◦吊坠检查端子接头是否松动。
◦主轴头检查接地和电机电源端子
有没有松动。
5.的铁氧体过滤器当伺服器打开时,抑制放大
器和矢量驱动器产生的高频噪声。
确保它
们安装在:
◦编码器数据电缆。
确保所有编码
器数据电缆中都安装了铁氧体滤
波器 P/N 64 1252。
◦轴电机电源线。
确保 X、Y、Z
轴电机电源线 [1] 中安装了铁氧
体滤波器 P/N 64-1252。
◦主轴电机电缆。
确保矢量驱动器
的电机输出中安装了铁氧体滤波
器。
对于40HP矢量6 根导线引线
[1] 使用铁氧体 P/N 64-1254。
对于40HP矢量3 根导线引线
[2] 使用铁氧体 P/N 64-1252。
对于20HP矢量驱动器6 或 3 根
导线引线[3, 4] 使用铁氧体 P/N
64-1252。
6.电缆布线。
确保编码器电缆与高功率主轴/
轴/泵电缆分离。
主处理器/编码器电缆或故障编码器
电源线
纠正措施
确保电缆已正确连接到相应的放大器。
检查电机上的接头。
查找连接松动或污染。
查找电缆上是否有损坏或刚度的迹象。
断开电源电缆与放大器和电机的连接。
测量从腿到腿以及从腿到地面的阻力。
确保测量结果导致连接打开。
检查电缆一端到电缆另一端相应支腿的每个支腿的连续性。
如果连接打开,则电缆有问题。
主处理器/编码器电缆校正操作:
检查主孔或 MOCON PCB 上的连接器 [1]。
确保它未损坏。
检查电缆。
寻找损坏或僵硬的迹象。
连接器 [4] 电缆引脚有两个外壳 [2,3]。
错误的编码器纠正措施:
检查配置文件中的编码器步骤/旋转。
转动轴,并根据球螺钉每圈行驶的距离(球螺钉间距),验证编码器每次旋转是否准确。
查看诊断>轴页,当您慢跑轴。
原始编码器计数将显示已计数的编码器步骤数。
z 轴通道还将显示已计数的步数,但每次传递 z 脉冲时都会重置。
z 脉冲是编码器零点,因此每次编码器进行一次旋转时都会重置。
根据此信息,您将知道编码器是否正常工作,如果每次旋转球杆间距距离时计算每个旋转的正确步数。
如果数字不匹配,则表示有问题。
如果针脚已推入电机,则必须将电机和电缆一起更换。
确保电缆两端牢固连接。
重新拔下两个连接。
确保电缆安装在 Maincon 或 MOCON PCB 的正确连接器中。
电机制动器
电气图。