表面粗糙度参数定义(德国标准)
粗糙度对照表资料

60HRC
SPI(A3)
Ra0.02
S136
300HB
光洁度更低一级,但没有砂纸纹
718SUPREME
300HB
SPI(B1)
Ra0.05
没有光亮度,有轻微3000#砂纸纹
SPI(B2)
Ra0.1
没有光亮度,有轻微2000#砂纸纹
SPI(B3)
Ra0.2
没有光亮度,有轻微1000#砂纸纹
不辨加工痕迹的方向
粗糙度对照表
粗糙度对照表
机械加工行业都对表面粗糙度对照表比较关注,整理出几种常见的粗糙度对照表以供大家参考:
1、新旧ISO粗糙度标准的粗糙度对照ቤተ መጻሕፍቲ ባይዱ:
ISO新标准粗糙度
ISO旧标准粗糙度
说明
Ra
Ra
各标准通用参数
Rz
显示在日本标准JIS中
Rz
Ry
参数定义已修改。原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq
Rq
没变化
Rp
Rp
没变化
Rv
Rm
符号改,参数定义没改
Rt
Rt
没变化
R3z
显示在日本标准JIS中,参数没变化
Rmax
显示在德国标准DIN、美国标准ANSI中
RSk
Sk
符号改,定义没改
RS
S
符号改,定义没改
RSm
Sm
符号改,定义没改
Rmr
tp
符号改,定义没改
2、国标中光洁度和粗糙度对照表:
表面光洁度
Ra0.4
精加工:精车\精刨\精铣\磨\铰\刮
微辨加工痕迹的方向
Ra0.8
精加工:精车\精刨\精铣\磨\铰\刮
钢铁表面处理﹑粗糙度及判别标准

钢铁表面处理﹑粗糙度及判别标准钢铁表面处理)粗糙度及判别标准钢铁表面主要表面处理标准: GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级: Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:日本中国国际标准瑞典德国美国英国JSRA GB8923 ISO8501-1 SIS055900 DIN55928 SSPC BS4232SPSS Sa1 Sa1 Sa1 Sa1 Sp7 ---- ----Sd1 Sa2 Sa2 Sa2 Sa2 Sp6 3级Sh1Sd2 Sa2.5 Sa2.5 Sa2.5 Sa2.5 Sp10 2级Sh2Sd3 Sa3 Sa3 Sa3 Sa3 Sp5 1级Sh3 St2 St2 St2 St2 Sp2 ---- Pt2 St3 St3 St3 St3 SP3 ---- Pt3注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
粗糙度定义
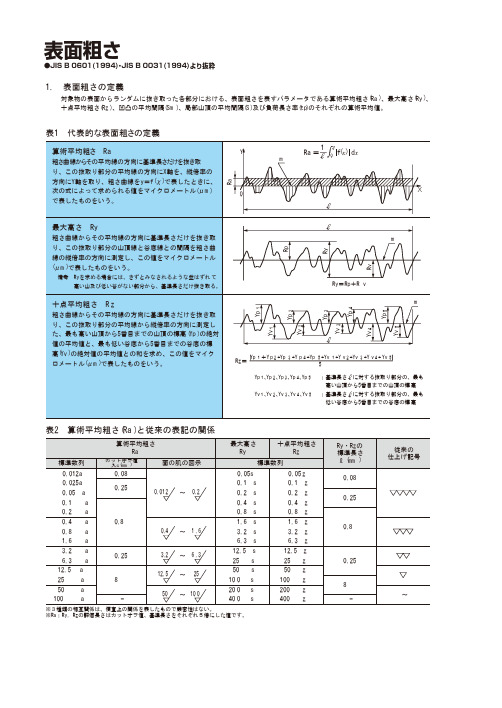
表1 代表的な表面粗さの定義※Ra:Ry,Rzの評価長さはカットオフ値、基準長さをそれぞれ5倍にした値です。
1. 表面粗さの定義対象物の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである算術平均粗さ(Ra )、最大高さ(Ry )、十点平均粗さ(Rz )、凹凸の平均間隔(Sm )、局部山頂の平均間隔(S )及び負荷長さ率(tp )のそれぞれの算術平均値。
表2 算術平均粗さ(Ra )と従来の表記の関係表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
粗糙度定义
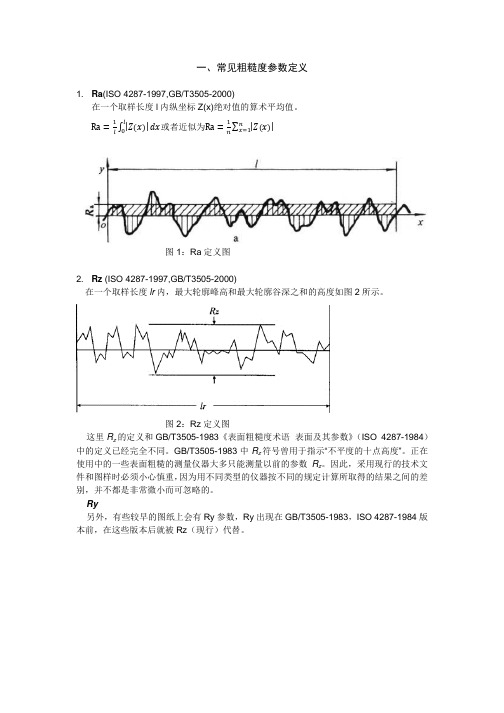
图 2:Rz 定义图 (ISO 4287-1984) 这里 Rz 的定义和 GB/T3505-1983《表面粗糙度术语 表面及其参数》 中的定义已经完全不同。GB/T3505-1983 中 Rz 符号曾用于指示“不平度的十点高度”。正在 使用中的一些表面粗糙的测量仪器大多只能测量以前的参数 Rz。因此,采用现行的技术文 件和图样时必须小心慎重, 因为用不同类型的仪器按不同的规定计算所取得的结果之间的差 别,并不都是非常微小而可忽略的。 Ry 另外,有些较早的图纸上会有 Ry 参数,Ry 出现在 GB/T3505-1983,ISO 4287-1984 版 本前,在这些版本后就被 Rz(现行)代替。
1. 参数 Ra 的概念比较直观,所反映表面粗糙度轮廓特征的信息量大,且可以用触针式 轮廓度仪测量比较容易,普遍采用。 2. 对于极光滑的表面,一般采用 Rz 作为评定参数。 粗糙度的选用应在下表中的数值中选取,并且优先选用第一系列。
六、不同粗糙度之间的转换
对于较老图纸中出现的三角记号的表示方法,可以按照下表进行换算。
5. 几种粗糙度的比较 就图一测量表面,所测出的粗糙度值大小关系如下: Rmax>Rz=Ry>R3z>Ra
二、粗糙度测量时取样长度的确定
注:表中 lr 表示取样长度;ln 表示评定长度。
三、设计中粗糙度、形状公差及尺寸公差之间的关系
四、粗糙度的标注
在标注 Ra 时,Ra 可以省略。
五、面粗糙度参数及数值选取方法
一、常见粗糙度参数定义
1. Ra(ISO 4287-1997,GB/T3505-2000) 在一个取样长度 l 内纵坐标 Z(x)绝对值的算术平均值。 Ra | | 或者近似为Ra ∑ | |
图 1:Ra 定义图 2. Rz (ISO 4287-1997,GB/T3505-2000) 在一个取样长度 lr 内,最大轮廓峰高和最大轮廓谷深之和的高度如图 2 所示。
最新DIN_4768-1990_用电接触式记录仪测定粗糙度特征值Ra、Rz、Rmax—术语_测量条件_中文译文汇总

D I N_4768-1990_用电接触式记录仪测定粗糙度特征值R a、R z、R m a x—术语_测量条件_中文译文DK 62-408.8: 621.9.05 德国标准1990年5月a z R max:术语,测量条件替代DIN 4768 第1部分-08.74与国际化标准组织发布的国际标准ISO 3274:1975和ISO 4288之间的关系见注释。
单位:mm1 应用范围该标准规定了通过具有电传输、高通滤波和分析功能的接触式尖笔记录仪来测定技术表面的可比粗糙度测量值的术语和测量条件。
备注:波纹度和其它的形状偏差不属本标准范畴。
但是在某些功能情况,它对表面适用性的影响比起其对表面粗糙度的影响来说可能会更大。
2 术语按照DIN 4760、DIN 4762以及DIN 4777中用相位校正滤波器测量粗糙度中的术语。
此外,按照2.1和2.2中的术语。
2.1 滤波器(高通滤波器)滤波器为轮廓滤波器1,根据滤波器特性曲线,实际轮廓的长波部分只有部分或根本就不计入粗糙度轮廓或测量结果。
按照极限波长称之为滤波器。
备注:在文献中,滤波器也叫做波分离器或斩波器。
图1:表面粗糙度轮廓的平均峰谷高度图R z2.2 测量段2.2.1 初试段(见图1)初试段是投影垂直于中线、不用来分析的接触段的长度。
刚开始的瞬态过程必须在初试段内逐渐消失。
2.2.2 总测量段l m(见图1)总测量段是投影垂直于中线、直接用来分析表面粗糙度轮廓部分的长度。
2.2.3 各具体的测量段l e(见图1)各具体的测量段为总测量段l m的五分之一。
备注:各具体的测量段l e相当于DIN 4762/01.89中的基准段l。
2.2.4 后续段(见图1)后续段是投影垂直于中间直线、不再用来分析的描画段的表面粗糙度轮廓的最后一部分的长度。
2.2.5 描画段l r(见图1)描画段等于初试段、总测量段l m和后续段的总和。
2.3 粗糙度特征值本标准意义中的粗糙度特征值从表面粗糙度轮廓1)中得出。
各国粗糙度对照表
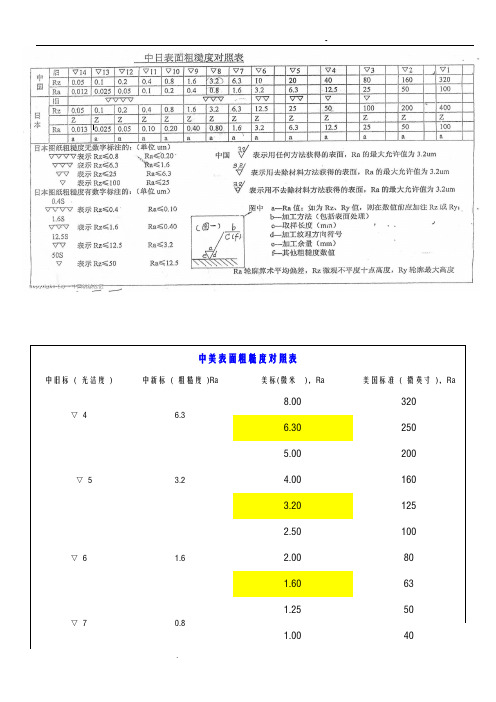
中美表面粗糙度对照表中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.38.00 3206.30 250▽5 3.2 5.00 200 4.00 160 3.20 125▽6 1.6 2.50 100 2.00 80 1.60 63▽7 0.81.25 501.00 400.80 32▽8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表。
粗糙度参数详解..
参考标准:ISO1302-1992 GB3503-1983
JIS B0601-2001
JIS B0632-2001 JIS B0633-2001
EQ 石飞
——2011-03-21
粗糙度的直观印象
在机械学中,粗糙度指加工表面上具有的较小间 距和峰谷所组成的微观几何形状特性。
粗糙度是什么引起的?-1
则称p(x)为X的概率密度。
4.概率密度就是单位长度,面积,体积上的概率
正态分布如何求得?
NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 原始数据 数据 1.00 2.00 1.00 5.00 4.00 3.00 3.00 4.00 上限值 基准值 下限值 数据计数(n) 5 3 1 8 8 图形生成原始数据 NO. x f(x)-密度 F(x)-概率 1 -5.871427842 4.16802E-09 9.86588E-10 2 -5.696499285 8.50149E-09 2.05133E-09 3 -5.609035007 1.20763E-08 2.94238E-09 4 -5.521570729 1.70925E-08 4.2057E-09 5 -5.43410645 2.41055E-08 5.99037E-09 6 -5.346642172 3.38738E-08 8.50251E-09 7 -5.259177893 4.74294E-08 1.20259E-08 8 -5.171713615 6.61709E-08 1.695E-08 9 -5.084249336 9.19865E-08 2.38067E-08 10 -4.996785058 1.27414E-07 3.33204E-08 11 -4.90932078 1.75852E-07 4.64733E-08 12 -4.821856501 2.41832E-07 6.45919E-08 13 -4.734392223 3.31372E-07 8.94616E-08 14 -4.646927944 4.52434E-07 1.23475E-07 15 -4.559463666 6.15504E-07 1.69827E-07 16 -4.471999388 8.3434E-07 2.32766E-07 17 -4.384535109 1.12692E-06 3.17922E-07 f(x)- 密度 18 -4.297070831 1.51662E-06 4.32721E-07 19 -4.209606552 2.03376E-06 5.86929E-07 20 -4.122142274 2.71743E-06 7.93328E-07 21 -4.034677995 3.61787E-06 1.06859E-06 22 -3.947213717 4.79938E-06 1.43437E-06 23 -3.859749439 6.34385E-06 1.9187E-06 24 -3.77228516 8.35522E-06 2.55768E-06 1.09648E-05 -625 -3.684820882 -4 -2 0 2 3.39767E-06 4 6 26 -3.597356603 1.43376E-05 4.49794E-06 27 概率 -3.509892325 1.86806E-05 5.93397E-06 F(x)100% 28 -3.422428046 2.42517E-05 7.80146E-06 90% 29 -3.334963768 3.13711E-05 1.02213E-05 80% 30 -3.24749949 4.04346E-05 1.33457E-05 70% 31 -3.160035211 5.19295E-05 1.73653E-05 60% 32 -3.072570933 6.64524E-05 2.25179E-05 50% 33 -2.985106654 8.47314E-05 2.90991E-05 40% 34 -2.897642376 0.00010765 3.74749E-05 30% 35 -2.810178097 0.000136277 4.80963E-05 20% 10% 36 -2.722713819 0.000171895 6.15172E-05 0% 37 -2.635249541 0.000216045 7.84142E-05 -8 -6 -4 -2 0 2 4 6 38 -2.547785262 0.000270558 9.96114E-05 39 -2.460320984 0.000337608 0.000126108
表面粗糙度参数
表面参数Rz、Rmax、Rt、R3z、RPc等的测量甘晓川张瑜刘娜石作德谷荣凤在GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构术语、定义及参数》中定义了表面幅度参数(纵坐标平均值)R a、R q、R sk、R ku和间距参数、混合参数等,虽然该标准等效采用了ISO4287:1997《几何产品规范(GPS)表面特征:轮廓法表面结构的术语、定义及参数》,但这些参数远远不能满足我国目前工业生产的需要,特别是在涉外产品中常常会提出一些非标的表面参数的技术要求,例如R max(DIN EN ISO 4287)、RP c(prEN 10049)、R3z(Daimler Benz Standard 31007)等。
这些参数的正确测量直接影响产品符合性的判断,因此生产部门对这些参数的准确测量都有迫切的需求。
同时,对这些参数的正确认识及理解能有效地指导生产过程,在使产品技术指标满足要求的同时可有效降低生产成本。
笔者在实际工作中经常会为一些厂家测量这样的参数,如发动机冷凝管内表面的R max、R t等参数、轴类零件的RP c参数。
现结合实例对这些参数的定义和测量方法作一些说明,以供参考。
一、参数的定义1.参数R z(GB/T3505-2000)在一个取样长度lr内,最大轮廓峰高和最大轮廓谷深之和的高度如图1所示。
图1 参数R z示意图这里R z的定义和GB/T3505-1983《表面粗糙度术语表面及其参数》中的定义已经完全不同。
GB/T3505-1983中R z符号曾用于指示“不平度的十点高度”。
正在使用中的一些表面粗糙度测量仪器大多只能测量以前的参数R z。
因此,采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规定计算所取得的结果之间的差别,并不都是非常微小而可忽略的。
2.参数R max(DIN EN ISO 4287)参数R max与参数R zi之间有些关系,因此首先介绍R zi的定义。
各国粗糙度对照表
中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 320 250▽ 5 200 160 125▽ 6 100 80 63▽ 7 50 40 32▽ 8 25 20 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的()和小的()用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。
粗糙度对照
可SPI(A3) SPI(B1) SPI(B2) SPI(B3)
Ra0.005 Ra0.01 Ra0.02 Ra0.05 Ra0.1 Ra0.2
精加工:精车\ 精刨 \精铣\磨\铰 \刮 精加工:精车\ 精刨 \精铣\磨\铰 \刮
Ra0.4
Ra0.8 Ra1.6 Ra3.2 Ra6.3 Ra12.5 Ra25 Ra50
参数定义已修改。原Ry仍显示在日本标准JIS、德国标准DIN中。
机械加工行业都对表面粗糙度对照表比较关注,整理出几种常见的粗糙度对照表以供大家参考 1、新旧ISO粗糙度标准的粗糙度对照表:
RSk RS RSm Rmr
没变化 没变化 符号改,参数定义没改 没变化 显示在日本标准JIS中,参数没变化 显示在德国标准DIN、美国标准ANSI中 符号改,定义没改 符号改,定义没改 符号改,定义没改 符号改,定义没改 ▽1 50 200 ▽8 0.4 3.2 美国标准 (微米 )Ra 8 6.3 5 4 2.5 2 1.25 1 0.8 6.3 0.5 0.4 ▽2 25 100 ▽9 0.2 1.6 美国标准 (微英寸),Ra 320 250 200 160 100 80 50 40 32 25 20 16 ▽3 12.5 50 ▽10 0.1 0.8 ▽4 6.3 25 ▽11 0.05 0.4
度对照表以供大家参考:
S、德国标准DIN中。
I中
▽5 3.2 12.5 ▽12 0.025 0.2
▽6 1.6 6.3 ▽13 0.012 0.1
▽7 0.8 6.3 ▽14 —— 0.05
加工材料 及硬度要求 54HRC 52HRC 58HRC 60HRC 300HB 300HB
光度描述
光洁度非常高,镜面效果 光洁度较低,没有砂纸纹 光洁度更低一级,但没有砂纸纹 没有光亮度,有轻微3000#砂纸纹 没有光亮度,有轻微2000#砂纸纹 没有光亮度,有轻微1000#砂纸纹 不 辨加工痕迹的方向 微辨加工痕迹的方向