透水砖生产工艺流程
透水砖生产设备及配方

透水砖生产设备及配方
透水砖是一种具有透水性能的建筑材料,主要用于城市道路、广场、停车场等场所的铺装。
以下是透水砖生产设备及配方的一般情况:
1. 生产设备:
- 混合设备:主要用于混合原材料的混合机,通常采用强制混
合机。
- 成型设备:透水砖的成型设备通常使用压力机进行成型,可
根据需要选择合适的型号和规格。
- 烘干设备:透水砖成型后需要进行烘干,一般采用烘干机或
热风炉进行烘干处理。
2. 配方:
- 水泥:作为透水砖的主要胶结材料,选择普通硅酸盐水泥或
高性能水泥。
- 砂:选择细砂或中砂,砂的颗粒大小影响透水性能。
- 矿粉:可添加适量的矿粉改善透水砖的力学性能和透水性能。
- 骨料:骨料选择粗石或细石,根据需要进行梯度分级。
- 减水剂:适量添加减水剂以调整混凝土的流动性和可塑性。
- 其他添加剂:例如稳定剂、纤维等,可根据需要添加。
配方可以根据透水砖的具体要求进行调整,如透水性能、耐久性、强度等。
同时,在生产过程中需要合理控制原材料的配比和加工工艺,以确保透水砖的质量和性能。
透水砖的简介和施工工艺

透水砖的简介和施工工艺简介透水砖,又称透水陶瓷砖,是近年来兴起的一种环保型地面材料。
它能够让雨水快速渗透,不仅可以减轻大雨时的城市排水压力,还能起到减缓城市热岛效应的作用。
同时,透水砖还具有吸音、防滑和美观等特点,越来越受到城市规划者和消费者的青睐。
透水砖的主要材质包括高岭土、石英砂和陶瓷釉料等,经过高温烧成而成。
根据颜色分类,透水砖分为黑色、红色、灰色、黄色、白色等多种,可以根据不同的建筑设计风格进行搭配和使用。
施工工艺前期准备在开始施工前,需要进行一些前期准备工作,包括:1.工具准备:透水砖使用的工具包括板锤、水平仪、电锯、电钻、铲子、扫帚等。
2.基础处理:在铺设透水砖之前,需要对基础进行处理,使其平整、坚实、无尘、无水泥浆和其他杂物等。
3.水电布置:在基础处理后,需要进行下水道和电线等的布置。
透水砖施工1.布线:使用水平仪和锤子对场地进行精确测量和布线,确保透水砖的铺设平整和美观。
2.切割:使用电锯对透水砖进行切割,确保其合适的大小和形状,提高铺设效果。
3.砌地石:使用铲子将透水砖砌入地面,按照铺设顺序铺设,必要时使用板锤进行敲击,确保透水砖平稳紧密。
4.填缝:在透水砖的铺设过程中,使用干沙和水泥拌合物进行填缝,确保透水砖之间的缝隙相同,且具有一定的张力。
5.扫地清理:铺设完成后,使用扫帚清除地面上的灰尘和杂物,达到美观、卫生和干净的效果。
后期维护透水砖在使用过程中,需要进行一定的后期维护工作,包括:1.定期清理:保持透水砖的清洁和干净,避免杂物和污水堵塞缝隙和产生气味。
2.防滑处理:对于容易滑倒和变黄的透水砖,需要进行一定的防滑处理,提高安全性。
3.维修更换:如果透水砖损坏或老化,需要及时进行维修和更换,避免影响使用效果和美观度。
结语透水砖是一种环保型地面材料,具有透水、吸音、美观和防滑等特点,在城市建设中越来越广泛地应用。
了解透水砖的施工工艺和后期维护技巧,对于使用和管理透水砖地面具有重要的指导意义。
透水砖施工工艺
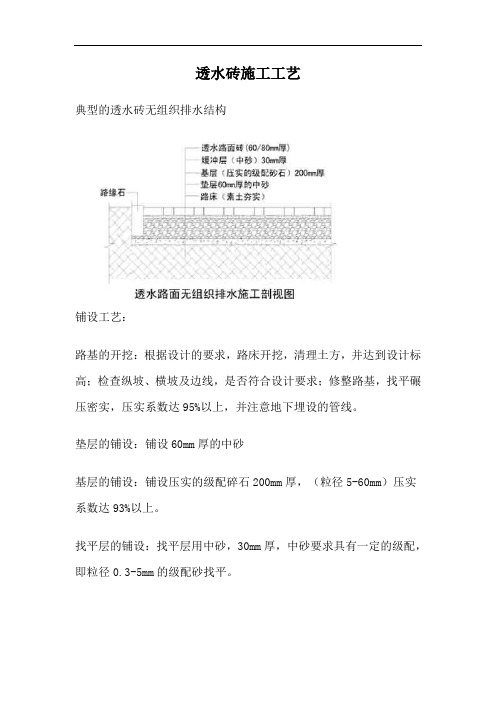
透水砖施工工艺典型的透水砖无组织排水结构铺设工艺:路基的开挖:根据设计的要求,路床开挖,清理土方,并达到设计标高;检查纵坡、横坡及边线,是否符合设计要求;修整路基,找平碾压密实,压实系数达95%以上,并注意地下埋设的管线。
垫层的铺设:铺设60mm厚的中砂基层的铺设:铺设压实的级配碎石200mm厚,(粒径5-60mm)压实系数达93%以上。
找平层的铺设:找平层用中砂,30mm厚,中砂要求具有一定的级配,即粒径0.3-5mm的级配砂找平。
面层铺设:面层为透水砖,在铺设时,应根据设计图案铺设透水砖,铺设时应轻轻平放,用橡胶锤锤打稳定,但不得损伤砖的边角,质量要求符合联锁型路面砖路面施工及验收规程CJJ79-98规定。
接缝砂的要求:接缝用砂的质量应符合CJJ79-98要求。
注:此结构适用中小型汽车道及停车场施工做法.铺设工艺:路基的开挖:根据设计的要求,路床开挖,清理土方,并达到设计标高;检查纵坡、横坡及边线,是否符合设计要求;修整路基,找平碾压密实,压实系数达95%以上,并注意地下埋设的管线。
垫层的铺设:铺设60mm厚的中砂基层的铺设:铺设压实的级配碎石100mm厚,(粒径5-60mm)压实系数达93%以上。
找平层的铺设:找平层用中砂,30mm厚,中砂要求具有一定的级配,即粒径0.3-5mm的级配砂找平。
面层铺设:面层为透水砖,在铺设时,应根据设计图案铺设透水砖,铺设时应轻轻平放,用橡胶锤锤打稳定,但不得损伤砖的边角,质量要求符合联锁型路面砖路面施工及验收规程CJJ79-98规定。
接缝砂的要求:接缝用砂的质量应符合CJJ79-98要求。
注:此结构适用人行道、广场路面施工做法。
典型的透水砖有组织排水结构.铺设工艺:路基的开挖:根据设计的要求,路床开挖,清理土方,并达到设计标高;检查纵坡、横坡及边线,是否符合设计要求;修整路基,找平碾压密实,压实系数达95%以上,并注意地下埋设的管线。
垫层的铺设:铺设120mm厚的12%灰土,并找平压实、压实系数达9 5%以上。
透水砖制作工艺流程
透水砖制作工艺流程
透水砖是一种新型的环保建材,具有良好的透水性能和抗滑性能,能够有效减少城市雨洪灾害。
其制作工艺流程如下:
1. 原料准备:透水砖主要原料为水泥、沙子、骨料和透水剂等。
根据配方比例将这些原料准备好,其中透水剂的添加量应根据所需透水性能确定。
2. 搅拌混合:将准备好的原料放入混凝土搅拌机中进行搅拌混合。
搅拌时间应根据原料性质和配方比例确定,一般需要搅拌3至5分钟。
3. 压制成型:将混合好的材料放入透水砖压机中进行压制成型。
压制时应注意保持一定的压力和温度,以确保透水砖的密度和强度。
4. 养护处理:将压制好的透水砖放入养护室中进行养护处理。
养护时间应根据原料性质和养护条件确定,一般需要养护7至14天。
5. 检验质量:养护完成后进行透水砖的质量检验,包括外观质量、尺寸精度、透水性能等方面。
6. 包装发货:通过检验合格的透水砖进行包装发货,以供市场
使用。
以上是透水砖制作的主要工艺流程,其中每个环节都需要严格控制质量,以确保最终制成的透水砖能够满足使用要求和环境保护要求。
- 1 -。
透水砖铺装施工工艺
透水砖铺装施工工艺铺装材料主要为常规的砂、石料及水泥,透水砖加工以机器压制,制造简单。
一、透水砖施工1.施工准备测量放线透水砖冲筋洒水润湿基层摊铺细石混凝土透水砖蘸浆细、中砂扫缝(1)施工准备熟悉图纸:以施工图为依据,熟悉了解各部位尺寸和各类型透水砖的位置。
基层清理:将地面基层上的杂物清除干净。
机具准备:检查搅拌机、农用运输车是否运行正常,提供铺装时需要的铁抹子、水桶、橡皮锤等。
(2)测量放样及冲筋根据已计算的测量数据,测量人员按照轴线,划分6m×6m的方格网,在无砂大孔混凝土基层上,使用全站仪将6m×6m的方格网,精确投射于基层上,并使用墨斗弹线。
根据现场弹好的线,将方格网4角位置的标高,各按图纸要求,铺装一块透水砖,冲筋。
(3)透水砖施工将基层松散的无砂混凝土石子、突出的石子及其他杂物清理。
施工前,将基层洒水润湿,但不得有明水。
使基层平整、洁净、湿润。
粘结层为细石混凝土,细石混凝土组成为P.O325水泥、水、1~5mm 的石屑按1:0.45:4.17,搅拌机均匀拌合,满足细石混凝土一定的和易性,其浆包裹石屑即可,浆液不可过多,细石混凝土也不得过干没有和易性。
搅拌前需要用水冲洗石屑,除去石屑的石灰粉。
(4)透水砖铺装铺设时在方格网已定好的四角挂线,并每米一道,铺设方格网四周的透水砖。
四周透水砖铺设后,以透水砖的横向为铺设放线,每米一道线,挂在纵向透水砖位置,分仓铺设。
透水砖在铺装前,需润湿,但表面不得有水分。
细石混凝土摊铺的虚铺厚度比设计要求高0.5~1cm,由于细石混凝土的粘结性有限(浆液少),在细石混凝土摊铺后,透水砖底部蘸水灰比为0.4~0.5的水泥浆,在透水砖的两侧缝位置,插上5mm的塑料恰,直接用橡皮锤轻轻锤击透水砖,使其两角与砖缝对其,面层与挂线平。
成活24h后洒水养护,养护2~3天,期间不得扰动已铺装的透水砖,撒细、中砂扫缝,扫缝砂必须是干砂,含泥量在1%以下。
仿石透水砖加工工艺流程
仿石透水砖加工工艺流程Manufacturing simulated stone permeable bricks requires a detailed process to ensure the quality and durability of the final product. The first step in the processing of these bricks is the selection of high-quality raw materials. 仿石透水砖的加工需要一个详细的过程,以确保最终产品的质量和耐久性。
这些砖的加工的第一步是选择高质量的原材料。
The raw materials used in the production of simulated stone permeable bricks typically include cement, sand, gravel, and additives. These materials must be carefully measured and mixed in the correct proportions to ensure the strength and integrity of the bricks. 在生产仿石透水砖时通常使用的原材料包括水泥、沙子、砾石和添加剂。
这些材料必须经过精确的测量,并按照正确的比例混合,以确保砖块的强度和完整性。
Once the raw materials are mixed, the next step in the process is to mold the bricks into the desired shape and size. This is typically done using a specialized mold that is filled with the mixture and then compacted to remove any air bubbles and ensure a uniform consistency. 一旦原材料被混合,加工的下一步是将砖块制成所需的形状和大小。
透水砖的生产工艺
透水砖的生产工艺
透水砖生产工艺一般分为以下几个步骤:
1. 原材料配料:根据透水砖的要求,将砂子、水泥、骨料等原材料按一定比例进行配料。
2. 搅拌混合:将配料好的原材料放入搅拌机中,通过搅拌机搅拌混合,使各种原料充分混合均匀。
3. 压制成型:将混合好的原料放入透水砖成型机中,经过一定的压力和振动作用下,将原料压制成具有一定尺寸和形状的透水砖坯。
4. 养护晾干:将成型的透水砖坯进行养护,一般在室内或室外摆放一段时间,使透水砖坯充分硬化和晾干。
5. 烧制烘干:将养护好的透水砖坯送入窑炉中进行烧制烘干,通过高温烧烤,使透水砖坯变得坚硬耐用。
6. 表面处理:经过烧制烘干后,将透水砖的表面进行处理,可以进行喷涂、普通光面和拼花等不同的处理方式。
7. 包装出厂:经过表面处理后,将透水砖进行包装,并进行质量检验,然后出
厂销售。
以上是一般透水砖的生产工艺,不同厂家可能会有细微的差异,但总体来说,透水砖的生产过程大致相同。
透水砖施工步骤
透水砖施工步骤
本文档将简要介绍透水砖施工的步骤和注意事项。
步骤一:准备工作
1. 确定施工区域:根据需要透水的地面,确定施工区域的范围和位置。
2. 清理地面:清理施工区域的杂物和污垢,确保地面清洁。
3. 标定边界:使用标线工具,标定施工区域的边界。
步骤二:施工准备
1. 准备透水砖材料:购买足够数量的透水砖,并确保其质量符合要求。
2. 准备施工工具:准备好透水砖施工所需的工具和设备,如锤子、切割机等。
3. 测量和设计:根据施工区域的实际尺寸和形状,进行测量和设计,以确定所需的透水砖数量和布局。
步骤三:铺设透水砖
1. 修建基础:根据需要透水的地面情况,修建好适合透水砖施工的基础。
2. 铺设透水砖:按照设计好的布局,从一侧开始逐个铺设透水砖,确保砖与砖之间间距均匀。
3. 固定透水砖:使用特殊的固定材料,如透水砖粘结剂或连接夹等,固定透水砖以确保其牢固性和稳定性。
步骤四:填缝和清理
1. 填缝:根据透水砖厂家指导,选择适当的填缝材料,填充透水砖之间的缝隙。
2. 整平表面:使用适当的工具,对铺设好的透水砖进行整平,确保地面表面平整。
3. 清理施工区域:将施工区域的杂物和建筑垃圾清理干净,保持整洁。
步骤五:养护与维护
1. 养护:根据透水砖使用说明和建议,进行适当的养护,确保透水砖的质量和性能。
2. 维护:定期检查和维护透水砖,如清洁、修补等,以延长其使用寿命。
以上就是透水砖施工的步骤和注意事项。
确保施工过程中注意安全,遵守相关法规和标准。
如果需要更详细的施工指导,请参考透水砖厂家提供的相关资料和指南。
透水砖工艺流程
透水砖工艺流程
《透水砖工艺流程》
透水砖是一种新型的环保建筑材料,它采用特殊工艺制作而成,具有透水排水、防滑耐磨等特点,被广泛应用于城市道路、广场、停车场等场所。
下面就为您介绍一下透水砖的工艺流程。
首先是原料准备。
透水砖的主要原料包括水泥、沙子、石子等。
在生产过程中,需要对这些原料进行筛分、计量等工序,确保原料的质量和比例的准确性。
其次是混合搅拌。
将经过筛分和计量的原料放入混凝土搅拌机中进行混合搅拌,使其均匀混合,形成适合生产透水砖的混凝土砂浆。
然后是成型压制。
将混凝土砂浆倒入透水砖成型机中,通过压制模具进行成型,形成透水砖的坯体。
成型后的透水砖坯体需要进行养护,确保其强度和形状的稳定。
接下来是烘干。
将养护好的透水砖坯体放入烘干室中进行烘干,以去除水分和提高透水砖的强度。
最后是包装运输。
经过烘干的透水砖坯体进行质量检验,合格后进行包装,然后运输到建筑工地进行安装使用。
通过以上工艺流程,透水砖经过一系列的生产工序,最终成品具有透水排水、抗冻融、抗滑耐磨等特性,为城市的绿色建设
提供了便利和保障。
希望透水砖的应用能在城市建设中发挥更大的作用,营造更加美丽宜居的生活环境。
透水砖工程施工(3篇)
第1篇一、施工准备1. 设计图纸:根据设计图纸,了解透水砖的规格、颜色、尺寸等信息。
2. 材料准备:提前准备好透水砖、水泥、砂子、水等施工材料。
3. 施工工具:准备施工工具,如水准仪、水平尺、切割机、搅拌机等。
4. 施工人员:组织施工队伍,进行技术培训,确保施工人员熟悉施工工艺和注意事项。
二、施工步骤1. 施工场地平整:对施工场地进行平整,确保场地表面平整、无积水。
2. 地基处理:根据设计要求,对地基进行夯实、平整,确保地基承载力符合要求。
3. 水泥砂浆搅拌:按照配合比,将水泥、砂子和水搅拌均匀。
4. 透水砖铺设:按照设计图纸,将透水砖按照顺序铺设在地基上,注意砖块之间的缝隙。
5. 灌缝:用搅拌好的水泥砂浆填充砖块之间的缝隙,确保灌缝饱满、密实。
6. 压实:使用压路机对铺设好的透水砖进行压实,确保砖块与地基、砖块与砖块之间的紧密结合。
7. 养护:施工完成后,对透水砖进行洒水养护,保持湿润状态,养护时间不少于7天。
三、施工注意事项1. 施工前,对施工人员进行技术培训,确保施工人员掌握透水砖施工工艺。
2. 严格按照设计图纸进行施工,确保透水砖的规格、颜色、尺寸等信息符合要求。
3. 透水砖铺设过程中,注意砖块之间的缝隙,确保灌缝饱满、密实。
4. 施工过程中,注意施工安全,防止发生意外事故。
5. 施工完成后,对透水砖进行洒水养护,保持湿润状态,确保透水砖的质量。
6. 透水砖施工过程中,避免在烈日下进行施工,以免影响施工质量和施工人员的安全。
7. 施工过程中,注意施工场地的环境保护,减少对周围环境的影响。
总之,透水砖工程施工是一项技术要求较高的建筑工程,施工过程中需要注意各个环节的质量和安全性。
只有严格按照施工工艺进行施工,才能确保工程的质量和使用寿命。
第2篇一、施工准备1. 施工材料:透水砖、水泥、砂、钢筋、水泥砂浆等。
2. 施工工具:切割机、搅拌机、运输车、水准仪、钢卷尺、扫把、铁锹等。
3. 施工人员:施工人员应具备一定的施工经验,熟悉透水砖施工工艺。