机加工检验记录单
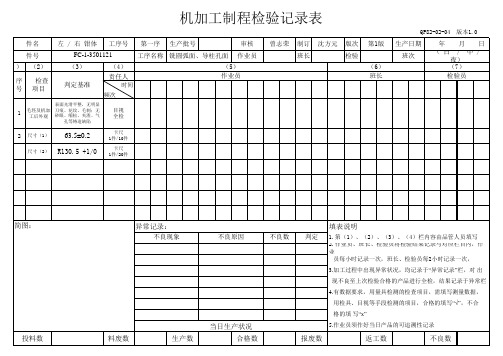
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
PZGLI007-292 五金机加工车削、冲孔、攻牙首末件检验记录 A1

班别:□白班 □夜班
物料编号:
物料描述:
生产日期:
订单号:
订单数:
机台号:
送检员:
检验依据:□五金车铝件毛坯检验规范 □受控图纸
版 确认原因:□按订单生产 □修模后 □质量异常纠正后
检验项目
检验 使用 方法 工具
检验基准
□
车
目视/ 测量
卡尺
表面光滑、纹路细腻、厚度均匀,无刮花 、披锋、起皱,尺寸符合图纸要求
削□
冲
目视/ 测量
卡尺
无变形、披锋、毛刺,无模印、孔偏、少 孔,尺寸符合图纸要求
孔
□
攻
目视/ 测量
卡尺
与螺丝试装合格,通规可以通过,止规可 以止住
图纸尺寸要求
尺寸1:
尺寸2:
尺寸3:
检查状态
缺陷等级 CR MA MI
尺寸4:
实测尺寸 缺陷等级
结构
□CR □MA □MI
□CR □MA □MI
与配件
试装 □合格 □不合格
□CR □MA □MI
□CR □MA □MI
最终判定
备注:
□合格
□不合格
注:1、尺寸记录重点装配尺寸或加工部位尺寸;2、如判定为不合格需复写一份给生产部
核准:
审核:
检验员:
机加工自检记录单
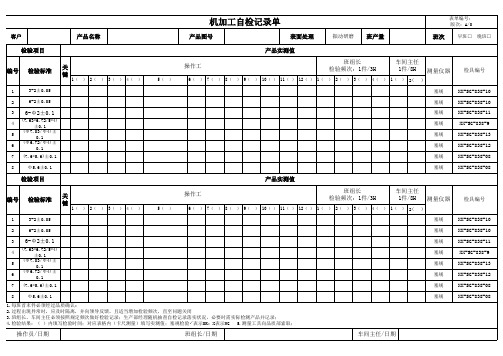
塞规
检具编号 XX-SG-838-10
2
6-2±0.05
塞规
XX-SG-838-10
3 6-Φ2±0.1
4
(7.63*6.72/5*4) ±0.1
5
(Φ7.03/Φ4)± 0.1
6
(Φ6.72/Φ4)± 0.1
7 (7.6*5.6)±0.1
塞规
XX-SG-838-11
塞规
XX-SG-838-9
塞规
XX-SG-838-13
客户
产品名称Biblioteka 机加工自检记录单产品图号
表面处理
振动研磨 班产量
表单编号: 版次:A/0
班次
早班□ 晚班□
检验项目
产品实测值
编号 检验标准
1
3-2±0.05
关
键
1( ) 2( ) 3( ) 4( )
5( )
操作工
班组长 检验频次:1件/3H
车间主任 1件/8H 测量仪器
6( ) 7( ) 8( ) 9( ) 10( ) 11( ) 12( ) 1( ) 2( ) 3( ) 4( ) 1( ) 2( )
塞规
检具编号 XX-SG-838-10
2
6-2±0.05
塞规
XX-SG-838-10
3 6-Φ2±0.1
4
(7.63*6.72/5*4) ±0.1
5
(Φ7.03/Φ4)± 0.1
6
(Φ6.72/Φ4)± 0.1
7 (7.6*5.6)±0.1
塞规
XX-SG-838-11
塞规
XX-SG-838-9
塞规
XX-SG-838-13
塞规
XX-SG-838-12
机加工检验记录单

零件图号 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 不合格处置方式
零件名称
பைடு நூலகம்
机加工检验记录单
Q/KNT.C 检 04
产品名称 数量
材料、规 格
产品型号产品名称生产令号客户名称数量产品编号序号零件图号零件名称材料规格数量下料尺寸检查mm机加工尺寸检查mm判定复检后情况12345678910111213141516171819202122232425262728293031323334不合格处置方式返工返修让步接收报废下料人划线人钻孔人检验员日期说明
下料尺寸 数量
检查(mm)
NO: 生产令号 产品编号
机加工尺寸检查(mm)
复检后情 判定
况
□返工
□返修
□让步接收
□报废
下料人
划线人
钻孔人
检验员
日期
说明:在“判定”与“复检情况”栏里用“合格”、“不合格”表示,在“□”栏里用“√” 表示.
机加工车间原材料检验记录表

机加工车间原材料检验记录表一、检验信息
- 检验日期:[填写检验日期]
- 检验人员:[填写检验人员姓名]
- 供应商:[填写供应商名称]
- 原材料名称:[填写原材料名称]
- 原材料批号:[填写原材料批号]
- 原材料规格:[填写原材料规格]
二、检验项目
注:填写检验项目的具体项目和标准要求应根据实际情况而定。
三、检验结论
根据对原材料的检验结果进行评估,判断原材料是否符合要求:
- 如果所有检验项目的结果均符合标准要求,则原材料被判断
为合格。
- 如果存在任何一个检验项目的结果不符合标准要求,则原材
料被判断为不合格。
四、备注
在此处填写任何需要备注的事项,如对不合格原材料的处理情
况等。
以上是机加工车间原材料检验记录表,供您参考。
机加工记录表格

序号
顾客名称
电话内容
记录人/日期
采购计划
序号:日期:XB-C-27
序号
产品
名称
规格
型号
数量
采购标准
备注
编制:批准人:
内部审核实施计划XB-C-52
日期/时间
审核组别
部门/区域
审核的标准条款
受控文件清单
序号:XB-C-01
序号
文件名称
编号
实施日期
修订状态
备注
受控文件清单
序号:XB-C-01
合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
合同修改通知单
序号:XB-C-63
合同编号
更改原因
合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
销售合同台帐(加工件)
序号:XB-C-62
月日
名称
工作号
规格
材质
数量
单重
工序
工料
交货期
订货单位
车
铣
刨
镗
锯
钳
供方评定记录
XB-C-23
序
号
供方名称
联系人
让步使用(放行)原因:
授权批准人意见
签字
日期
顾客批准意见
签字
日期
备注:
纠正/预防措施实施报告
序号:XB-C-61
责任部门
措施类型
采取措施的原因:
填表人:时间:
原因分析:
责任部门负责人:时间:
采取纠正(预防)措施:
责任部门负责人:日期:管理者代表:日期:
机加工记录表格
合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
合同修改通知单
序号:XB-C-63
合同编号
更改原因
合同更改内容:
合同更改需通知部门人:
填写人
批准
日期
销售合同台帐(加工件)
序号:XB-C-62
月日
名称
工作号
规格
材质
数量
单重
工序
工料
交货期
订货单位
车
铣
刨
镗
锯
钳
供方评定记录
XB-C-23
序
号
供方名称
联系人
受审核部门
审核日期
审核依据
审核员
不合格事实描述:
不符合GB/T
机加工首件检验记录表
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
机加工首件检验记录表
编号: 版本:A/0
零件号
首件 信息 □开机首检
□其他:
产品名称 □生产参数变更 □材料变更
项目
检验标准
12原料来自机台编号生产日期检验依据
□工程图纸 □标准样件 □产品标准 □其它
实测值
3
4
5
判定
检验时间
时 分
备注
检查 尺寸 记录
外观
□变形 □孔毛刺 □飞边毛刺 □划伤 □疤瘤 □烧穿 □未焊透
机械加工检验记录表常用
机械加工检验记录表(可以直接使用,可编辑优质资料,欢迎下载)编号:CHME/JL-ZJ-03岗位安全职责总经理1.工作内容及要求1.1总经理对本公司生产指挥和经营管理工作统一领导,全面负责。
1.2负责贯彻执行国家有关质量的法律、法规及方针政策,制定、发布质量方针并组织实施。
1.3批准并建立和完善与质量体系相适应的组织机构,明确职责、权限及相互关系,负责管理评审和内部质量审核及签署报告。
1.4决定重大质量决策,对公司的工作质量、产品质量和服务质量负全责。
1.5充分调动公司各方面的积极因素,发挥副经理及各职能部门的作用,确保公司质量方针目标的实现。
1.6负责职工的思想、文化、业务教育,组织职工进行技术创新,支持合理化建议活动。
2.责任与权限2.1总经理有企业经营管理工作的决策权和生产指挥权。
2.2总经理负责主持经理办公会议,研究解决生产经营和行政管理中的决策问题,对经营管理中的重大问题,意见不一致时,经理有权作出决定。
3.检查与考核3.1总经理的工作由董事会负责检查和考核。
3.2总经理应严以律己,自觉接受董事会的监督、检查。
管理者代表1.作内容及要求1.1管理者代表在公司总经理领导下工作。
1.2负责公司质量管理和质量保证等工作的组织和协调。
1.3负责建立、实施并保持质量体系的正常运行。
1.4负责组织内部质量体系审核,并将年度审核结果报告给总经理。
1.5协助总经理做好管理评审工作。
1.6负责质量体系文件的修改工作。
1.7负责对员工进行质量意识教育。
1.8按时完成领导交办的各项工作、任务。
2.责任与权限2.1对总经理负责,执行总经理决定,有权对总经理的工作提出建议。
2.2对保证公司质量体系有效运行负责,有权下达质量管理工作指令,并监督实施。
3.检查与考核3.1由总经理负责检查与考核。
3.2按对公司质量管理和质量保证工作的贡献和失误,由总经理视其情况,给予奖罚。
销售主管1.工作内容及要求1.1销售经理在总经理直接领导下,负责销售部的各项工作。
数控检验单
数 控 检 验 记 录 表
项目 检验时间 件号 检验员 工程别 加工内容 机台
合格√不合格×无关/
操作者
检验 结果 复检 结果
检验项目
底面/座面 部分
检 验 内 容
平面加工精度是否良好 U沟加工是否良好 快速定位加工是够良好 定位键槽加工是否良好 刀块定点加工是否良好 导柱孔/导套孔加工是否良好 导板背托面/承面加工是否良好 导滑面加工是否良好 型面轮廓加工是否良好 型面是否存在加工错误 角度头加工型面轮廓是否良好 分模线加工是否良好 刃口逃料加工是否良好 型面是否存在加工遗漏 衬套孔加工是否良好 止转销加工是否良好 侧销孔加工是否良好 左右件记号孔加工是否良好 到底记号孔加工是否良好 CH孔加工是否良好 弹簧孔加工是否良好 修模孔加工是否良好 吊挂孔加工是否良好 逃料孔加工是否良好 角度头加工孔是否良好 躲避孔加工是否良好 弹簧孔加工是否良好 定位销孔加工是否良好 弹簧座面加工是否良好 平面是否存在加工错误 素材定位器平面加工是否良好 平面是否存在加工遗漏 能够测量的平面尺寸是否良好 起吊/翻转平台加工是否良好 夹持块是否加工 对应标记平台加工是否良好 斜楔加工是否良好 是否存在加工遗漏 机加部:
检 验 记 录
导向部分
型面/轮廓 部分
孔部分
平面部分
斜楔部分 其他部分