首件检验记录表 (1)
注塑首件检验记录表【范本模板】

总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意 事项
填写说 明
1、所有项目均需连续检查最少 5 件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好 5 个样件置于待检区,并通知 IPQC 检验员,检查判定合格后生产。 2、检验员判定合格后从样品中随机挑选 1 个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×",无此检查项目打“0”;本表单保留一年。
五星塑业
注塑首件检验记录表
编号: 日期:
首件 信息
产品名称
规格型号
□开机首检
□修模首件 □转产首件
□生产参数变更 □材料变更 □其他:
原料
机台编号
模号
□工程图纸 □标准样件 □制程检验标
检验依据
检验时间
准 □产品标准 □其它
时 分
项目
检验标准
1
实测值
2
3
4
判定 5
备注
检查 记录
尺、叠料 □孔毛刺 □飞边毛刺 □划伤 □压痕 □拉痕 □缺料 □色差 说明:
机加工首件检验记录表
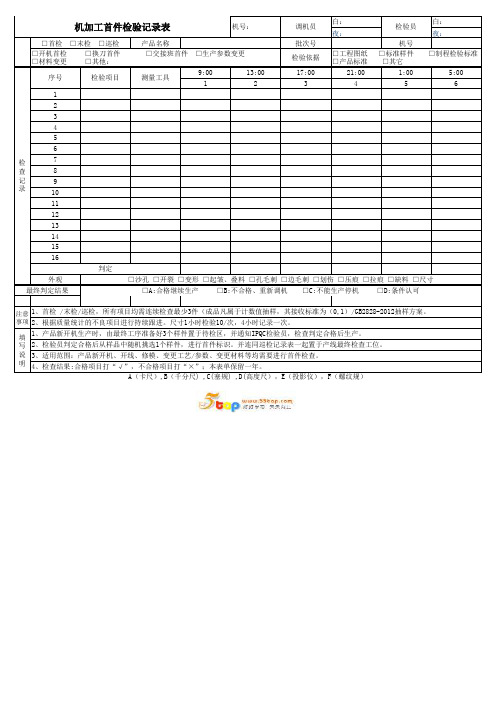
机号:
调机员
白: 夜:
检验员
白: 夜:
□首检 □末检 □巡检
产品名称
批次号
机号
□开机首检 □材料变更
□换刀首件 □其他:
□交接班首件 □生产参数变更
检验依据
□工程图纸 □产品标准
□标准样件 □其它
□制程检验标准
序号
检验项目
测量工具
9:00 1
13:00 2
17:00 3
21:00 4
A(卡尺),B(千分尺) ,C(塞规) ,D(高度尺),E(投影仪),F(螺纹规)1:ຫໍສະໝຸດ 0 55:00 61
2
3
4
5
6
检
7
查
8
记
9
录
10
11
12
13
14
15
16
判定
外观
□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸
最终判定结果
□A:合格继续生产 □B:不合格、重新调机 □C:不能生产停机 □D:条件认可
注意 1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2012抽样方案。 事项 2、根据质量统计的不良项目进行持续跟进。尺寸1小时检验10/次,4小时记录一次。
填 1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。 写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 明 4、检查结果:合格项目打“√”,不合格项目打“×”;本表单保留一年。
服装制品首件检验记录表
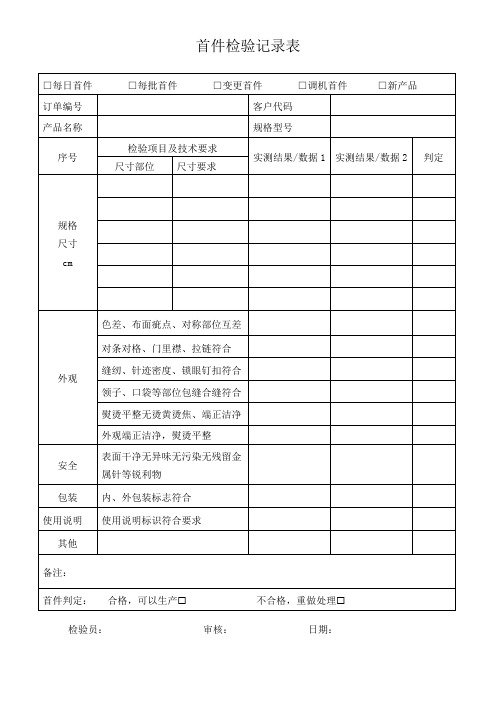
□每日首件 订单编号 产品名称
序号
□每批首件
□变更首件
□调机首件
□新产品
客户代码
规格型号
检验项目及技术要求 尺寸部位 尺寸要求
实测结果/数据 1 实测结果/数据 2 判定
规格 尺寸 cm
外观
安全 包装 使用说明 其他
色差、布面疵点、对称部位互差 对条对格、门里襟、拉链符合 缝纫、针迹密度、锁眼钉扣符合 领子、口袋等部位包缝合缝符合 熨烫平整无烫黄烫焦、端正洁净 外观端正洁净,熨烫平整 表面干净无异味无污染无残留金 属针等锐利物 内、外包装标志符合 使用说明标识符合要求
备注:
首件判定: 合格,可以生产
不合格,重做处理
检验员:
审核:
日期:
Байду номын сангаас
注塑首件检验记录表
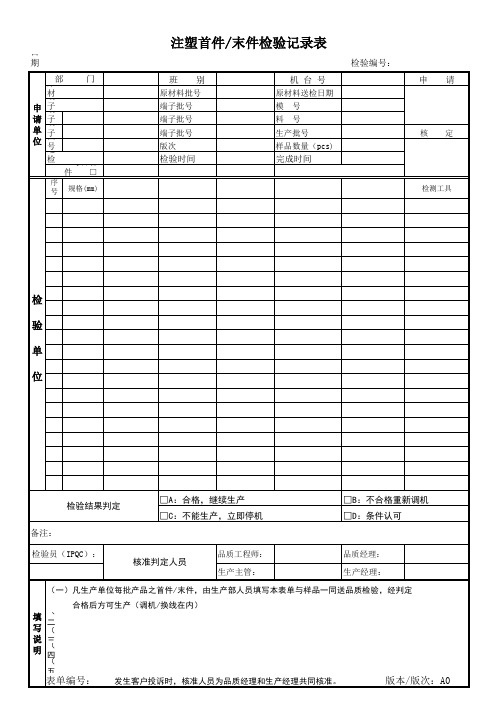
原部
门
材端
申 子端
请 子端
单 位
子图 号送
检 □每日首
件 □
序 号 规格(mm)
注塑首件/末件检验记录表
班别 原材料批号 端子批号 端子批号 端子批号 版次 检验时间
机台号 原材料送检日期 模号 料号 生产批号 样品数量(pcs) 完成时间
检验编号:
申请 核 定
检测工具
检 验 单 位
检验结果判定 备注:
□A:合格,继续生产 □C:不能生产,立即停机
□B:不合格重新调机 □D:条件认可
检验员(IPQC):
核准判定人员
品质工程师: 生产主管:
品质经理: 生产经理:
(一)凡生产单位每批产品之首件/末件,由生产部人员填写本表单与样品一同送品质检验,经判定
填 写
( 二 (
合格后方可生产(调机/换线在内)
说编号:
发生客户投诉时,核准人员为品质经理和生产经理共同核准。
版本/版次:A0
表单编号:
版本/版次:A0
首件检验记录表
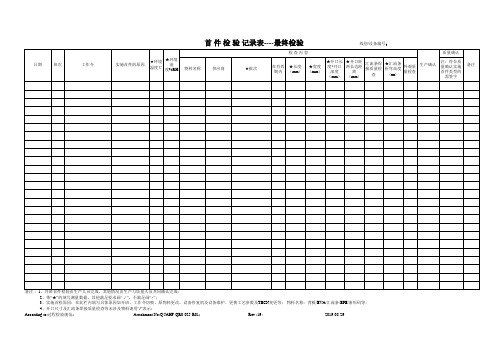
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
3C首件检验记录表
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”:本表单保留一年。
FQC:
IPQC:
生产拉 长:
是否同意量产: 口是 口否
检验签名:
1、所有项目均需连续检查最少5件。 注意 事项
2、根据质量统计的不良项目进行持续跟进。
1、产品新开线生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最 填写 终检查工位。 说明
XXXX有限公司
首件检验记录表
订单号
产品名称
拉别
生产日期
口开拉首检 首件 信息
口生产参数变更
口修模首件 口材料变更
口工程图纸 口标准样件 检验依据 口制程检验标准 口产品标准 检验时间
口转产首件
口其他:
口其他
序号
检验项目
判定
备注
1 按键喷油是否不均匀、积漆和色差现象
口OK 口NG
2 外壳是否有披锋或毛刺
口OK 口NG
3 外壳是否有异色
口OK 口NG
检查 记录
4 装电池是否开机 5 是否可以蓝牙连接
口OK 口NG 口OK 口NG
6 指示灯是否亮
口OK 口NG
7 各功能键是否都有功能
口OK 口NG
8
PE袋厚度0.05mm±0.005mm
口OK 口NG
9 标识和使用说明
口OK 口NG
最终判定结果
口合格 口不合格
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
首件检验记录表
□
合格,可量产 Passed, can start mass
production
审核:
耐高压测试
□ Withstand
□
voltage testing
检验结果
轻微异常,可条件生产 □ Slightly abnormality, able □
to produce
不合格,不能量产 Failed, can't mass
□
4.功能检验 Function inspection
产品可靠性 测试作业规范
□
扭力测试 Torque testing
夹线拔出力测试 Insertion &
withdraw force testing
插拔力/吊重测试
□
insertion & withdraw/
loading testing
□
沾锡测试 solderability
品名规格
XXX服饰制造有限公司
首件检验记录表
产品料号
制令单号
工单量
文件编号: 客户编号
检验依据 Inspection accordance
工程图号 Drawing number
SIP编号 SIP number
检验检验依据 Inspection accordance
产品形状结构是否与工程图纸完全一致
□ 是 □不是
尺寸序号 尺寸规格 产品一 产品二
产品三
产品四 产品五 判定
1
2
3
4
3.尺寸检验 SPEC
inspection
工程图纸 SIP
5
6
7
8
9
10
测试项目 Testing subject
产品首件检验记录
产品首件检验记录
一、产品信息
产品名称:xxxx
产品型号:xxxx
生产批次:xxxx
生产日期:xxxx
产品件号:xxxx
二、检验依据
1.产品设计文件
2.技术要求和规范书
3.检验操作规程
三、检验环境
1. 温度:xxxx
2. 湿度:xxxx
3. 检验设备:xxxx
四、检验内容和要求
1.外观检验
(1)检查产品表面是否有划痕、凹陷等缺陷
(2)检查产品的颜色、标志、标识是否清晰、准确
(3)检查产品的尺寸、形状是否符合要求
(4)检查产品的组装是否完整、牢固
2.功能检验
(1)根据产品设计文件和技术要求,测试产品的功能是否正常(2)测试产品的性能参数是否符合规定范围
3.安全性检验
(1)测试产品的安全性能,如电气安全、机械安全等
(2)检查产品的防护措施是否齐全、有效
五、检验结果
1.外观检验结果:
(1)外观缺陷:无
(2)标志、标识清晰度:达标
(3)尺寸、形状符合要求:达标
(4)组装完整性:达标
2.功能检验结果:
(1)功能正常:达标
(2)性能参数符合要求:达标
3.安全性检验结果:
(1)安全性能:符合要求
(2)防护措施:齐全、有效
六、检验结论
经过首件检验,本批产品符合设计要求和技术规范,外观完好,功能正常,并且安全性能达标。
可以进入下一步的生产。
七、检验员
xxxx
八、备注
1. 检验时间:xxxx
2. 检验设备校准情况:xxxx。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验依据
图纸标准 长度 宽度 厚度 R角 半径 圆心距 倒角 台阶
检查记录 尺寸
各尺寸均按图 纸技术要求生 产、首检
流水号 产品名称 首件信息 □开机首检 □转产首件 □生产参数变更□材料变更 □其他: 项目
图纸标准 长度 宽度 厚度 R角 半径 圆心距 倒角 台阶
□工程图纸 □标准样件 □制程检验标准 □产品标准 □ 其它 实测值 判定 1 2 3 □OK □NG □OK □NG □OK □NG □OK □NG □OK □N□NG □OK □NG
检查记录 尺寸
各尺寸均按图 纸技术要求生 产、首检
最终判定结果
□合格 □不合格 材质 检验依据
首件签名: 机台编号 生产日期 检验时间 备注 时 分
流水号 产品名称 首件信息 □开机首检 □转产首件 □生产参数变更□材料变更 □其他: 项目
图纸标准 长度 宽度 厚度 R角 半径 圆心距 倒角 台阶
□工程图纸 □标准样件 □制程检验标准 □产品标准 □ 其它 实测值 判定 1 2 3 □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG 首件签名: 材质 机台编号
检查记录 尺寸
各尺寸均按图 纸技术要求生 产、首检
最终判定结果
□合格 □不合格
流水号 产品名称 首件信息 □开机首检 □转产首件 □生产参数变更□材料变更 □其他: 项目
生产日期 检验时间 备注 时 分
检验依据
图纸标准 长度 宽度 厚度 R角 半径 圆心距 倒角 台阶
□工程图纸 □标准样件 □制程检验标准 □产品标准 □ 其它 实测值 判定 1 2 3 □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG
热沉车间首件检验记录表 流水号 产品名称 首件信息 □开机首检 □转产首件 □生产参数变更□材料变更 □其他: 项目 材质 机台编号 □工程图纸 □标准样件 □制程检验标准 □产品标准 □ 其它 1 实测值 2 3 判定 □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG □OK □NG 最终判定结果 □合格 □不合格 材质 检验依据 □OK □NG 首件签名: 机台编号 生产日期 检验时间 备注 时 分 生产日期 检验时间 备注 时 分
检查记录 尺寸
各尺寸均按图 纸技术要求生 产、首检
最终判定结果
□合格 □不合格
首件签名: