CMM操作指导书
CMM操作指导书

宁波先豪塑料精密模具有限公司
标题C MM操作指示文件编号WI-Q-56文件版次A/0
生效日期二零零七年三月十五日页数1/1
制作郑慎恢确认
1.0目的:规范测量人员量具使用,以确保产品质量.
2.0适用范围:适用于模具﹑注塑产品检测人员CMM操作过程.
3.0工作环境:温度控制在20±3℃.湿度控制在30~70%.
气压稳定在90PSI.
4.0操作步骤:
4.1打开气源,看气压是否稳定在90PSI.
4.2打开CMM控制电源开关.,打开CMM手动操作盒中的急停开关.
4.3打开计算机,在听到“嘟”的一声后,启动LK CAMIO Studio-Inspect软件,选择CMM菜单中的在线.
4.4初始化CMM:在“准备初始化CMM<Integra>"对话框中选择是.
4.5按主启动按钮:当出现提示时,按CMM手动操作盒上的主启动按钮,然后点击确定.
4.6在“警告CMM轴将复位”的对话框中选择确定.
4.7打开文件菜单中的新建程序,测量产品并做好记录.
4.8关机顺序:关闭软件关闭手动操作盒上的急停开关关闭CMM电源关气
源
5.0注意事项:
5.1防尘:轴上灰尘会使轴移动不灵活,降低测量精度.
5.2防震:震动会至使机身水平变化,轴向误差增加,降低测量精度.
6.0保养内容:
6.1查看过滤器,看过滤器或滤水器中是否有杂质水或油,立即清除这些油和水.
6.2看气压是否稳定在90PSI.
6.3每日清洁平台及X、Y、Z轴导轨.、导杆(注意避开光栅位置)。
三坐标CMM操作说明

第三章:PC-DMIS檔操作
n 3.1 新建、打開、關閉、保存、另存
3.13 檔關閉和退出∶ 關閉:就是將當前檔關閉並自動保存在當前目錄下。
第三章:PC-DMIS檔操作
l 3.1 新建、打開、關閉、保存、另存
退出:就是不保存零件程式退出,並有相應的提示資訊, 根據需要,選擇相應的命令。“是”不保存程式退 出。 “否”不退出零件程式。
PC-DMIS 操作說明
目 錄
l 第一章 l 第二章 l 第三章 l 第四章 l 第五章 l 第六章 l 第七章
PC-DMIS的組成 PC-DMIS綜述 PC-DMIS的檔操作 測量的基本操作 PC-DMIS的檔操作 編輯窗口 操作窗口的使用
第一章 PC-DMIS的組成
1.結構:
1.1 測量機機械主體 1.2 電器控制櫃 1.3 電腦 1.4 測頭與控制軟體
第二章 PC-DMIS綜述
l 2.1 PC-DMIS功能介紹∶
2.11 幾何量及形位公差測量與評價。 2.12 智能測量,該軟體能自動識別測量特徵減少
人機交互操作。 2.13 通過標準協議(如∶IGES、DXF、DES、 VDA-
FS 、ASCII 等)與CAD系統實現雙向連接。 2.14 可對輪廓類,薄壁類等特殊工件進行測量與
第四章:測量的基本操作
l 4.2 基本元素測量
A: 向量與+X軸夾角為45°,余弦值=0.707 B: 向量與+Y軸夾角為90°, 余弦值=0 C: 向量與+Z軸夾角為45°,余弦值=0.707 D: 此向量的I=0.707,J=0,K=0.707
第四章:測量的基本操作
l 4.2 基本元素測量
向量方向的重要的用途值之一是用於 測頭補償,軟體沿此方向來補償測點,在 DCC控制下,表面采點應按所接觸表面法 線矢的相反方向進行補償,如果不這樣做 你將很難肯定測頭在哪一點與被測頭表面 接觸,造成了所謂的“余弦”誤差。如果測 頭 沿正確向量運動
W-QA-028-A CMM 操作指导书

Doc No. W-QA-028Rev. APC – DMIS 综述:1操作盒按键说明:Doc No. W-QA-028Rev. A2 机器的启动与关闭:启动:打开气阀确认气压在0.4mp后打开控制柜电源( 此时, 操作盒所有的灯亮,系统进行自检,正确无误后,部分灯灭)……打开计算机进入WINDOWS2000系统……机器加电,(按住MACH START键2秒以上)……双击PC –DMIS软件快捷键图标,进入PC –DMIS软件……按软件提示确认,……机器回零(回到机器的左前脚)退出:退出软件……退出WINDOWS2000系统……关闭控制柜电源( 控制柜开关转到0状态)……关闭计算机PC –DMIS 文件操作:Doc No. W-QA-028Rev. A文件新建:建立一个新的程序文件,注意单位,脱机或联机( CMM1)文件打开:打开一个已有的程序文件,( 程序文件扩展名为” . PRG” ) 注意接口是联机状态还是脱机状态文件关闭和退出:关闭: 关闭当前文件并自动保存在当前目录下退出: 不保存零件程序的情况下关闭程序程序执行:Doc No. W-QA-028Rev. A执行:执行整个零件程序中所有标记的命令(标记后程序字体为绿色)执行特征: 如果将PC –CMIS 设置为手动模式(模式=手动), 它将提示您进行必须的触测.即按照提示进行手动量测.如果将PC –DMIS 设置为DCC模式(模式=DCC),它将根据对话框中所设置的参数进行自动量测.从光标处执行: (Ctrl+U)将从光标的所在位置开始执行,至所有标记的程序结束.(Ctrl+E)将执行光标所在位置的单一要素.语言: 切换语言时PC-DMIS 将自动关闭,从新启动后,PC-DMIS将使用新的语言运行.(切换语言后对零件程序所做的更改均不会被保存)打印:打印报告与打印图形报告(具体参照说明书5)PC-DMIS视图:图形显示窗口: 表示是否打开图形显示窗口编辑窗口: 表示是否打开编辑窗口预览窗口: 预览特征测量的结果测头读出窗口: 是将当前测头位置和触测点的个数进行放大使操作者能够看得更清楚,适合于远距离操作.(XYZ…表示当前测头的位置,宽度…表示转台角度,触测…表示采的点数.检测报告: 可以将检测报告(*.RTF) 文件调入到当前图形窗口中,并可以进行编辑,保存,打印等操作. PC-DMIS 插入Doc No. W-QA-028 Rev. A硬件定义-测头校验:测杆,测座,测头介绍:测头系统的校正:1校验测头的目的:A 计算出测杆上的球心和CMM 零点的关系.B 求得红宝石的有效直径.2测头定义,校验的步骤;A 从插入下拉菜单中选硬件定义,进入测头选项.B 在加亮当前的测头文件方框中键入新的文件名.C 在测头说明窗口加亮没有测头定义选项,然后点击下拉菜单的箭头.Doc No. W-QA-028 Rev. AD 按着测量机的现有配置情况在描述窗口中按照测座至测杆依次选择相应的配置直到完成全部测头系列的连接.Doc No. W-QA-028Rev. AE选择添加角度,打开添加角度对话框添加所需要的A,B角度,然后点击确定.F选择测量,打开对话框,进行测头的校验.Doc No. W-QA-028Rev. AG设定校验测头参数.H当所有选项均选择完毕,点击测量.I根据提示按照现有情况选择是或否Doc No. W-QA-028Rev. A.J手动方式下,PC-DMIS提示手动进行测头校验,自动模式下,PC-DMIS将提示垂直于标准球点一点,测完此点后PC-DMIS将自动进行测头校验.K在校验完毕后,可以在结果对话框内查看校验数据,它可以让你判断校验的精度.3测头校验的有关参数设置:测点数: 设置采点数,默认值为5.逼近距离/回退距离: 设置采点时的逼近距离和回退距离.移动速度: 设置运动速度,这个值为一个1-100之间,表示默认运动速度的百分之几.接触速度; 设置触测速度,也为百分值.校验模式: A默认方式: 在球顶打一个点,标准球赤道上测量其他点数.B自定义方式:可定义在标准球上测量点的层数和起始结束层所在的位置.0度为赤道位置,90度为标准球球顶.自动特征:元素测量应遵循的原则:1 法矢方向触测原则: 测量时,尽量按着测点的法矢方向进行测量.2 测点分布原则: 测量时,最大包容被测元素的有效范围.3 测量某些元素时,需要选择工作平面.矢量:矢量是一个对方向的数学描述方式,在测量机中被用来确认按什么方向驱动才能垂直于表面Doc No. W-QA-028Rev. A或被测元素.坐标值X.Y.Z来定义位置,矢量用I.J.K来定义它的方向, 这样两者不至于混淆.I 代表X 方向, J 代表Y 方向, K 代表Z 方向, I J K 值定义了一个特定矢量各项比例值.X正方向矢量的I, J,K为1,0,0X负方向矢量的I, J,K为-1,0,0Y正方向矢量的I, J,K为0,1,0Y负方向矢量的I, J,K为0,-1,0Z正方向矢量的I, J,K为0,0,1Z负方向矢量的I, J,K为0,0,-1矢量可以用一个带箭头的线来表示其箭头方向定义了其指向,与坐标的三个坐标方向相同方向的矢量为正,具体可参照说明书I,J,K实际意义: 矢量I,J,K表达式的量值是从-1到1,第一个数I代表了该矢量与X轴夹角的余弦值, 第二个数J代表了该矢量与Y轴夹角的余弦值, 第三个数K代表了该矢量与Z轴夹角的余弦值.工作平面:工作平面是一个视图平面,你工作时从这个视图平面往外看.若你在上平面工作,那么就是在”Z正”平面上工作,若测量元素在右侧面,那么就是在”X正”工作平面工作.矢量点的测量:通用参数解释如下:位置区:1坐标: XYZ点框显示点特征位置的XYZ标称值.2极坐标: 以极径,角度.Z值的极坐标方式显示特征坐标值.3直角坐标: 以X,Y,Z直角坐标系的方式显示特征坐标.4查找按钮: 查找用于根据X,Y,Z 点对话框查找CAD图上最接近的CAD元素.属性区域框:Doc No. W-QA-028Rev. A捕捉点:如果使用捕捉点复选框,所有偏差都将位于点的矢量方向.方位区域:法线矢量: 自动测点时的逼近矢量.翻转矢量: 用于翻转矢量的方向.查找矢量: 用于沿着XYZ点和I,J,K矢量刺穿所有曲面,以查找最接近的点.曲面法线矢量将显现为IJK标称矢量,但XYZ值不会改变.标识框:用于现实创建的特征标识.测量: 选中测量,选中创建,开始进行特征元素的测量.圆的测量:圆的参数解释:位置区域:XYZ中心: 圆的中心坐标.触测区域:起始/永久: 含义同矢量点的测量,指定数量的测点将在指定的起始角和终止角之间均匀间隔.测点数:用于定义在测量特征时将使用的测点数.深度:从定义样例点所在的面到测量圆本身所在的面的距离.属性区域框:直径: 定义圆的直径.起始角/终止角: 测量圆的起始角度与终止角度,角度为弧度数.方位区域:法线矢量: IJK法线矢量定义特征的中心线..角度矢量: 定义绕法线矢量的0度位置..Doc No. W-QA-028Rev. A孔/键: 用于区分内圆与外圆.自动区域:圆弧移动: 测头将沿着圆弧从一个触测移至下一个触测,通常情况下会沿直线移动.其他参数参见矢量点的测量圆拄的测量:圆柱的参数解释:位置区域:XYZ中心:用于显示圆柱的中心坐标.注: 如果将柱体定义为孔,必须在柱体顶部定义中心点,如果将柱体定义为键,就必须在柱体的底部定义中心点.触测区域:测点数:用于定义每行的测点数.深度:参数含义参见圆的测量.属性区域框:行数:定义测量柱体时将使用的行数.形位公差:包括形状公差和位置公差,形状公差指的是单一实际要素形状所允许的变动量, 包括直线度,平面度,圆度,,位置公差是指,关联实际要素的方向后位置对基准所允许的变动量,包括平行度,垂直度,倾斜度,同心度,对称度,和跳动,加上PC-DMIC求特征的位置,距离,夹角,和键入.形位公差的评价:1.明确所要评价的位置公差的元素以及其基准元素。
海克斯康CMM操作指引
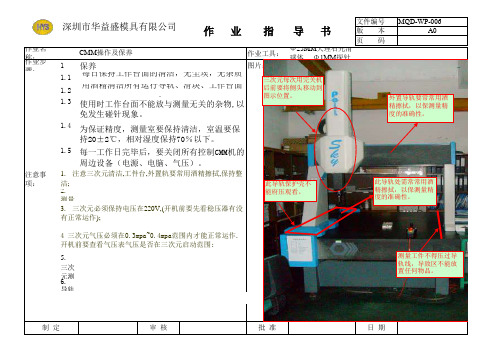
文件编号MQD-WP-006版 本A0页 码作业名称:CMM 操作及保养作业工具:Φ25MM 大理石光滑球体 Φ1MM 探针作业步骤:1保养图片:1.11.21.31.41.5注意事项:2.测量5.三次元测6.导轨审 核批 准日 期使用时工作台面不能放与测量无关的杂物,以免发生碰针现象。
为保证精度,测量室要保持清洁,室温要保持20±2℃,相对湿度保持70%以下。
每一工作日完毕后,要关闭所有控制CMM机的周边设备(电源、电脑、气压)。
4 三次元气压必须在0.3mpa~0.4mpa范围内才能正常运作.开机前要查看气压表气压是否在三次元启动范围;1. 注意三次元清洁,工件台,外置轨要常用酒精擦拭,保持整洁;作 业 指 导 书深圳市华益盛模具有限公司制 定每日保持工作台面的清洁,无尘埃,无杂质。
用酒精清洁所有运行导轨、滑块、工作台面。
3. 三次元必须保持电压在220V,(开机前要先看稳压器有没有正常运作);三次元每次用完关机后前要将侧头移动到图示位置。
外置导轨要常常用酒精擦拭,以保测量精度的准确性。
测量工件不得压过导轨线,导致区不能放置任何物品。
此导轨保护壳不能府压观看。
此导轨处需常常用酒精擦拭,以保测量精度的准确性。
文件编号MQD-WP-006版本A0页码作业名称:CMM操作及保养作业工具:Φ25MM大理石光滑球体Φ1MM探针作业步骤:图片:深圳市华益盛模具有限公司作业指导书2.三次元控制器的按键功能介绍:分别是X-Y-Z方向的锁定键,以下其中可以锁定对应的方向侧头移动加电键,加电键灯亮三次元可正常操作,若机器掉电可直接按此键可恢复测量取消键,可以取消上一步的操作。
紧急停止键,按下该键完全终止操作,不可以继续测量。
移动速度调节键,可以控制侧头移动速度的快慢。
确定键,或者叫执行键〔相同与“回车”键〕用手操杆测量时,需同时按住次键操纵杆,有效测量机才能移动操纵杆灯亮时慢速触测状态,灯灭时快速运动状态。
CMM操作说明

CMM操作说明:1.在Direct input 窗口中输入“1630”命令,如果Direct input窗口不出现的话,可以按F12键,如果还是不出现的话,则点ZEISS,然后按F12即可。
2.按CNC RUN按钮,在WS-KEN中输入例如62(62只是一个示例,具体数值请参见相应的目录说明),回车,在W-POSITON 中输入62(62只是一个示例,具体数值请参见相应的目录说明),回车,然后按TERMIN,在PART NUMBE中输入所刻的数字,如果没有刻字,则你任意填写一个数字或任其自然,然后按TERMIN。
注意事项:1.如测量时非正常停止时,请用操纵杆将探针抬起到高于工件的位置,这样比较安全,然后再重新执行程序,在执行程序的初始,请小心注意测头运动轨迹是否正常,是否会发生碰撞。
2.如遇压缩空气压力不足,测量时电脑会报警,start绿灯会熄灭。
如果压缩空气压力回升并满足要求的话,则请顺时针旋转start按钮,如果绿灯亮起,则机器可以正常运转。
如果在测量中气压报警的话,则需按屏幕上的cancel 键才能开始重新测量。
3.如果每天测量很多工件,在这种情况下建议每天检定一次测头。
测头经严重撞击、测头被重新拧紧或装拆,或者探针已经松动(如松动必须先拧紧),必须重新检定测头。
4.测量人员在用程序自动检定探针时,须关注是否会发生碰撞,不得离开三坐标测量室。
5.如坐标机发生碰撞,请保留好现场,并立即向主管领导汇报。
6.坐标机操作时严禁手动操作。
只允许采用调用程序方式测量。
7.严禁倚靠或对立柱加载负荷。
8.三坐标室应避免无关人员任意进出,如旁观测量的话不得超越坐标机旁的黄线。
测量定位示意图:。
三次元(CMM)作业指导书

2、适用范围:适用于2D.3D物件的尺寸测量。
3、操作步骤:
3.1、打开机床总电源(机床照明灯亮则通电源)。
3.2、建立三坐标(系统会默认一个三坐标)
3.3、用标准件对坐标进行校验
3.4、在量测工件上选取几何元素
5.3、小型及轻型零件在放置到工作台上后.应紧固后在进行测量,否则会影响测量精度
5.4、大型及重型零件在放置工作台上的过程中应轻放,以避免造成剧烈碰撞,致使工作台或零件的损伤,必要时可以在工作台上放置等高块以防止碰撞。
5.4、吊装放置被测零件过程中,要注意遵守吊车安全的操作规程,保护不损伤测量机和零件,零件安放在方便检测、阿贝误差最小的位置并固定牢固。
3.5、对几何元素进行测量
3.6、收集数据信息
3.7、数据转换成图像
4、保证测量精度的环境温度:20+2℃湿度:58+15%
5、使用三次元量测的注意事项:
5.1、被测零件在放在工作台面上检测之前.应先清洗去毛刺.防止在加工完成后零件表面残留的冷却液及加工残留物影响测量机的测量精密度及探针,等高块的使用寿命
6.3、拆卸(更换)零件,按顺序关闭测量机及有关电源及机器总气源,工作完成后要清理工作台面
6.4、检查导轨.如有水印请及时检查过滤器.如有划伤或碰伤也请及时与雷顿公司联系.避免造成更大损失
6、三次元开/关程序
开开开
开/关程序顺序开关
关关关关机
5.5、查看零件图纸,了解测量要求和方法,规划检测方案或调出检测程序
5.6、按照测量方案按照探针及探针附件.要按下“紧急停”按钮再进行,并注意轻拿轻放,用力适当.
海克斯康CMM操作指引
文件编号MQD-WP-006版 本A0页 码作业名称:CMM 操作及保养作业工具:Φ25MM 大理石光滑球体 Φ1MM 探针作业步骤:1保养图片:1.11.21.31.41.5注意事项:2.测量5.三次元测6.导轨审 核批 准日 期使用时工作台面不能放与测量无关的杂物,以免发生碰针现象。
为保证精度,测量室要保持清洁,室温要保持20±2℃,相对湿度保持70%以下。
每一工作日完毕后,要关闭所有控制CMM机的周边设备(电源、电脑、气压)。
4 三次元气压必须在0.3mpa~0.4mpa范围内才能正常运作.开机前要查看气压表气压是否在三次元启动范围;1. 注意三次元清洁,工件台,外置轨要常用酒精擦拭,保持整洁;作 业 指 导 书深圳市华益盛模具有限公司制 定每日保持工作台面的清洁,无尘埃,无杂质。
用酒精清洁所有运行导轨、滑块、工作台面。
3. 三次元必须保持电压在220V,(开机前要先看稳压器有没有正常运作);三次元每次用完关机后前要将侧头移动到图示位置。
外置导轨要常常用酒精擦拭,以保测量精度的准确性。
测量工件不得压过导轨线,导致区不能放置任何物品。
此导轨保护壳不能府压观看。
此导轨处需常常用酒精擦拭,以保测量精度的准确性。
文件编号MQD-WP-006版本A0页码作业名称:CMM操作及保养作业工具:Φ25MM大理石光滑球体Φ1MM探针作业步骤:图片:深圳市华益盛模具有限公司作业指导书2.三次元控制器的按键功能介绍:分别是X-Y-Z方向的锁定键,以下其中可以锁定对应的方向侧头移动加电键,加电键灯亮三次元可正常操作,若机器掉电可直接按此键可恢复测量取消键,可以取消上一步的操作。
紧急停止键,按下该键完全终止操作,不可以继续测量。
移动速度调节键,可以控制侧头移动速度的快慢。
确定键,或者叫执行键〔相同与“回车”键〕用手操杆测量时,需同时按住次键操纵杆,有效测量机才能移动操纵杆灯亮时慢速触测状态,灯灭时快速运动状态。
IMS CMM操作指引

校第一个测头必 须用手工校正。
18
4.4.2 按Sensor Change (更改所需探头角度);
19
4.4.3 返回(0,0)位置,按鼠标右键选取 Calibrate All Sensor (校对所有的角
度探头);
4.4.4 系统(0.0)校对后的座标自动校对 其它所设定各种角度的探头后并返 回(0,0)位置;
X. Y轴的行程导轨,用无尘纸和酒精按同一个方向擦试; Z轴也是三个方向,有
一个方向有光尺的,没有反常的状态下不用擦,有的时候才用一点点酒精擦一下 。外表和槽用无尘纸和干净的布擦即可;不能用酒精擦;以免引致油漆退色(请 勿使用其它清洁剂清洁)。
11
操作流程
1、开机及进入系统
1.1 打开总开关; 1.2 按主机POWER; 1.3 开启UPS电源( 机箱有指示灯三个:PHC10-2二个绿色灯亮;白色箱 一个); 1.4 开启电脑,输入电脑密码:QE281230,当进入系统WINDOWS2000后, ON-MOTION驱动程序启动,并按Servo灯亮; 1.5 启动Virtual-DMIS lcon软件。
36
4.6.13 按菜单Project(规划)Save(保存) As 将所编程序存档路径:C盘→ 文件夹:CMM测量程序→各公司文件夹内→文档名为:产品编号 +日期+名字
37
4.7 半自动编程 4.7.1 将系统画面右下角EARN: OFF: 变为ON :
4.7.2 打开下拉菜单Project(工程) 按 OPEN(打开)取出校对过探头及打开新 档案; 4.7.3 单击系统画下方:MODE(状态):选择MAN(程序)。
适用范围
本指导书适用于IMPACT8.8.6机型CMM的测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
153010型测量机操作规程
一、测量机使用事项
1、测量机有效工作的温度范围是: 20±2℃
2、测量机有效工作的湿度范围:25%~75% 最好控制在40%~60%
3、测量机正常工作的进气气压:0.4Mpa~0.6Mpa
4、每日开班前用无尘纸沾无水乙醇擦拭导轨,并确认大理石工作台上没有杂物
5、确认电源气源是否打开、并将工作站插入受保护的电源
6、开机顺序为:先开控制柜和计算机,进入软件后,再按操纵盒上的伺服加电键再根
据软件提示使其回到工作台坐标原点处,初始化
二、起重机注意事项
1、超过规定起重量时不允许起吊
2、换闸或其它制动安全装置失灵不允许起吊
3、歪拉斜挂不允许起吊
4、带棱角快口物件,未垫好不允许起吊
5、每日开班前检查吊带是否完好无裂纹、开口及电机无异常响动
三、测量注意事项
1、测量前起重机每次在使用前与使用后都要将吊臂朝南水平停靠,测量机在测量前要处
在(0.30.0)位置处,测量机工作台上要铺设油光纸防止检具、零件油污掉落
2、测量过程中的手动及自动测量都要以慢速来进行操作
3、检具及产品的搬运要注意避让测量室的门窗,不要与其发生碰撞,检具推车在测量
室内不要划伤地面,注意轻推轻放
4、检具在通过起重机搬运过程中要慢速起落、起重机在吊运中要控制慢速,起吊结束
后要使其回到原处
四、关闭系统电源
1.测量结束后,要将测头旋转到A90B0处,并手动将桥架移动到(0.30.0)位置
2、用起重机将检具吊回,并将起重机停靠在起始位置处。
3、从测量软件中退出
4、从控制柜旁边的开关切断控制系统电源
5、切断Tesastar-e测头控制电源
6、切断供气设备上的电源,将空气过滤器的关闭阀置于关闭和锁定位置
7、关闭计算机并切断电源
五、每班结束前做好“5S”。