一次性口罩批生产记录模板
医疗器械 批生产记录

医疗器械批生产记录记录编号:XX公司-001批生产记录品名:一次性医用口罩规格:17.5cm*9.5cm产品批号:1包装规格:按国家标准及行业标准要求生产周期:XX天目录:1.批生产指令单2.领料单3.称量、备料工序生产记录4.原材料交接单5.制作工序生产记录6.中间产品检验记录7.返工记录表8.中间产品交接单9.包装工序批包装记录10.不合格品处理单11.退料单12.清场工作记录13.清场合格证14.生产过程工艺质量监控记录15.入库单16.成品请验单17.成品检验原始记录18.成品检验报告书19.成品放行审核单20.销毁记录批生产指令单:产品名称:一次性医用口罩批号:1指令下达人:XXX审核人:XXX产品质量重点说明:关键原材料清单:一次性医用口罩产品内外层面料采用纺粘无纺布材料,中间过滤层采用聚丙烯熔喷无纺布材料,鼻夹采用金属裹塑材料,耳带采用弹性材料,包装袋等上述材料均应符合国家标准及行业标准,并严格按照材料限定的使用范围使用。
关键工艺控制点:1.开机调试:确保设备运行正常、设备参数设置稳定,符合生产工艺要求。
2.压合成型:确保压合出的半成品符合工艺要求,其中结构与尺寸应符合设计的尺寸,耳挂式口罩基本尺寸如下:长(cm):17.5宽(cm):9.5允差(%):±5鼻夹长度:应不小于8.0cm。
3.耳带焊接:每根口罩带与口罩体连接点处的断裂强度应不小于10N。
4.内包装封口:包装封口应密封完好、整齐符合工艺要求。
备注:一次性使用医用口罩规格:17.5cm*9.5cm批量:1下达日期:XX年XX月XX日领料单:操作类型:领料日期:年月日仓管员:XXX领料人:XXX产品名称:一次性使用医用口罩批号:1规格物料批号:17.5cm*9.5cm操作指令序号:010203物料名称:领用量:备注:称量、备料工序生产记录:称量人:XXX复核人:XXX产品名称:一次性使用医用口罩批号:1规格批号:17.5cm*9.5cm操作指令序号:物料名称:领用量:物料状态:备注:原材料交接单:产品名称:一次性使用医用口罩规格:17.5cm*9.5cm批号:1物料:原材料原材料状态:进入下一工序:口罩制作交料工序:备料以上是一次性医用口罩的生产记录,严格按照国家标准及行业标准要求进行生产,确保产品质量。
一次性医用口罩检验记录表
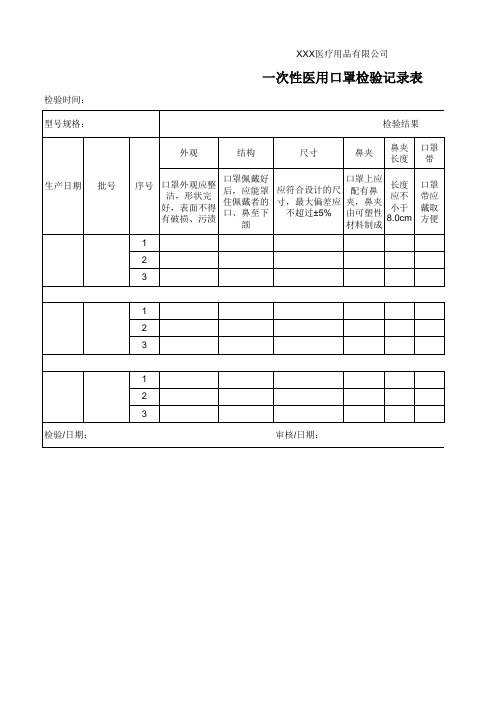
长度 应不 小于 8.0cm
口罩 带应 戴取 方便
1 2 3
1 2 3
1 2 3 检验/日期:
审核/日期:
录表
结果
文件编号: 断裂强力 单位:N
每根口罩带与口罩体 连接点的断裂强力应
不小于10N
检验结论
备注
批准/日期:
检验时间: 型号规格:
生产日期 批号
XXX医疗用品有限公司
一次性医用口罩检验记录表
检验结果
外观
结构
尺寸
ห้องสมุดไป่ตู้
鼻夹
鼻夹 口罩 长度 带
序号
口罩外观应整 洁,形状完 好,表面不得 有破损、污渍
口罩佩戴好 后,应能罩 住佩戴者的 口、鼻至下
颌
应符合设计的尺 寸,最大偏差应
不超过±5%
口罩上应 配有鼻 夹,鼻夹 由可塑性 材料制成
医疗器械公司 医用防护口罩批生产记录

3.挑选出耳带未焊接好和焊接不牢固的口罩,后执行《耳带点焊机》自动生产开始进行手动点焊。
5.将合格的口罩计数装袋,不合格的口罩置不合品筐内。
全自动一拖一外耳带平面口罩机:设备型号:设备编码:
物料平衡=(产成合格品数量a×每只重量b+不合格品c×每只重量b +
尾料量d+废料量e)÷1000÷领用总量h×100%
物料平衡范围:98%--102%
物料平衡=(a×b+c×b+d+e)÷1000÷h×100%
3、设备、模具、器具清洁、待用。
4、计量器具清洁、待用,有校验合格标志,且在校验周期内。
5、温度18~28℃,相对湿度45~65%。
6、房间压差应当保持相对负压。
7、物料符合生产指令。
8、现场有相关文件和空白记录。
1.符合规定()1.不符合规定()
2.符合规定() 2.不符合规定()
3.符合规定() 3.不符合规定()
=
操作人:复核人:
QA监控员:
递交
1、将已经制作好的医用防护口罩移入车间暂存间待验。
名称
产品批号
数量(只)
总件数
递交人
接收人
递交时间
医用防护口罩
异常情况
处理
医用防护口罩本体制作工序生产记录
工序
本体制作
尺寸
110×165mm
批号
批量
生产日期
口罩批生产记录【范本模板】
批生产记录产品名称:生产批号:****有限公司批生产指令单编码:SC—2020-0****有限公司领 /退料单仓管员:领料人:****有限公司医用外科口罩备料工序生产记录编码:SC—2020—2备料人:复核人:****有限公司医用外科口罩压合成型工序生产记录编码:SC—2020-3操作人:复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场清洁及消毒工作记录****有限公司医用外科口罩耳带焊接工序生产记录编码:SC-2020-6操作人: 复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场工作记录****有限公司医用外科口罩内包热封工序生产记录编码:SC—2020—7操作人:复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场工作记录医用外科口罩灭菌过程生产记录编码:SC—2020-8操作人:复核人:医用外科口罩包装工序批包装记录操作人:复核人清场工作记录****有限公司领 /退料单仓管员: 领料人:****有限公司成品请验单****有限公司成品请验单****有限公司成品请验单****有限公司仓库:生产车间:****有限公司仓库: 生产车间:第一联:批记录贴第二联:仓库存****有限公司医用外科口罩批生产记录审核表生产部: 年月日质管部:年月日****有限公司成品放行审核单21。
批生产记录模板
批生产记录模板1. 引言本文档为批生产记录模板,用于记录生产过程中的关键信息和操作步骤,以确保生产过程的可追溯性和一致性。
批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
2. 批生产记录表格模板序号日期产品批号生产线生产工艺操作员审核员1 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名2 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名…………………3. 批生产记录的内容3.1 生产信息记录包括生产日期、产品批号、生产线、生产工艺等关键信息。
3.2 原料使用记录记录使用的原料的名称、批号、用量等信息,确保生产过程中使用正确的原料。
3.3 设备操作记录记录设备的启动、调整和停机过程,包括设备编号、操作员、操作时间等信息。
3.4 生产操作记录记录生产过程中的关键操作步骤,包括操作员、操作时间、操作内容等信息。
例如:•准备生产原料•混合原料•注入容器•运输产品•包装产品3.5 质量控制记录记录生产过程中的质量控制操作和结果,包括原料检验、产品检验等。
确保产品达到质量标准。
3.6 清洁和消毒记录记录清洁和消毒操作,确保生产环境符合卫生要求。
3.7 销售和分发记录记录产品的销售和分发情况,包括销售日期、销售数量、销售对象等信息。
4. 批生产记录的保存和归档完成生产后,批生产记录应按照规定的归档程序进行保存,确保可追溯性和安全性。
5. 批生产记录的审批和验证批生产记录应经过相应部门的审批和验证,确保内容真实可信。
6. 总结批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
使用本文档的批生产记录模板可以有效地规范和记录生产过程中的关键信息和操作步骤,保证生产的可追溯性和一致性。
在进行生产过程中,请根据实际情况填写各项信息,并按照归档程序进行保存。
2021年(带式)一次性使用医用口罩生产流转卡1页

产品名称
带式口罩
型号规格数量成品生产批号
A类物料的可追溯性记录
A类物料名称
A类物料批号
A类物料名称
A类物料批号
A类物料名称
A类物料批号
口罩片
工序
开始
日期
结束
日期
设备号
投入数量
首检
完工检
操作者
检验员
序号
名称
自检
专检
合格数
不合格数
1
辅料置放
2
▲口罩上带
SB-006
3
检验
4
小包装
5
★热封
SB-0Байду номын сангаас8
6
检验
7
包装
8
★E0灭菌
灭菌批号:EO残留检验结果:
9
解析
解析库放置14天。
10
成品检检
无菌检验结果:成品检验结论:
11
入库
合格成品数:入库数:入库人:库管员:入库日期:年 月曰
备注
注:▲为关键工序; ★为特殊过程
一次性使用医用口罩批生产记录(客户需要根据实际修改)
合格数量
不合格数量
报废数量
备注
操作人/日期:复核人/日期:
备注:
记录人/日期:
一次性使用医用口罩批生产记录
生产工序3:内包装
3.1、内包装:按照工艺规程的相关参数,调试设备,开始封口,封口的质量由生产人员及质量人员不定时抽检,并记录抽检的检查情况。
3.2、生产使用的设备
设备名称:设备编号:
口罩成品取样数量:取样人/日期:
口罩留样数量:留样人/日期:
口罩成品总数量:
一次性使用医用口罩批生产记录
工序名称:清场记录
清场批号
清场日期
生产结束后将“生产中”换挂“待清场”状态标志,按相关操作程序进行清场。
清场内容
清场要求
清场人自查
QA 检 查
本批产品相关记录
清 理
是( )否( )
合格( )不合格( )
设备状态标志
及时更换
是( )否( )
合格( )不合格( )
室内废弃物
清除干净
是( )否( )
合格( )不合格( )
设 备
贴签机清洁
是( )否( )
合格( )不合格( )
房 间
清洁干净
是( )否( )
合格( )不合格( )
不能使用包材
在QA的监督下销毁并做好记录
是( )否( )
合格( )不合格( )
QA检查结论
温度:湿度:
设备运行参数:
3.3、封口过程的抽检
检查时间
1
2
3
4
5
生产部抽检人/日期:质量部抽检人/日期:
3.3口罩封口数量
口罩计划生产数量
内包规格
kn95防护口罩生产管理记录
kn95防护口罩生产管理记录KN95防护口罩生产管理巡查表本表由班组长和操作人员共同填写,按照每天每班次进行填写。
1.生产前的检查在生产前,需要核实设备操作人员是否有资格,环境是否符合要求,温湿度是否合格(温度:18-26℃,湿度:≤65%),设备是否已清洁并试运转正常。
同时,还需要核对将要生产产品的品名、批号、规格、数量与物料标示卡、指令、上一工序交接单是否一致。
操作间需要处于已清洁状态,并在清场有效期内。
计量器具需要在校验有效期内,检定标签清晰。
文件需要准备好本批生产使用的记录、标识卡,外箱标签,并核实所使用文件、记录均已备案,保证生产现场无与本批生产无关的物资。
2.首件复核首件复核需要对KN95防护口罩的尺寸、生产日期、工序、批量进行检查,检查结果需要在相应的项目中打“√”或“×”。
复核内容需要填写首件复核原因相对应的序号,并在备注栏中填写异常原因。
同时,需要进行签名确认。
3.中间控制检查在正常生产后,应每30分钟进行中间控制检查,每次抽样5个样本。
检查项目包括口罩外观、结构与尺寸、鼻梁条,检查方法包括目视检测、手试弯曲、量具测量等。
检查结果需要在相应的项目中打“√”或“×”,若有异常需要在备注栏中填写原因。
操作人和复核人需要进行确认并签名。
以上是KN95防护口罩生产管理巡查表,需要按照规定进行填写,确保生产质量。
物料汇总:本批口罩的品名为【】,批号为【】。
投料总量为【】kg,折为【】片,取样量为【】片。
尺寸、生产日期、工序、批量等信息详见物料汇总表。
物料平衡与收率汇总:本批口罩的可见损耗量为【】片,产出口罩合格数量为【】万片,可再制品为【】片。
平衡率为【%】,工序收率为【%】。
结论为□合格□不合格。
清场记录:清场日期为【年月日】,清场内容包括清文件、清物料、清设备、清场地、清具、清洁具等。
操作人需按要求填写状态标示牌,并对现场进行彻底清洁和消毒。
清场后的物料、设备和废弃物需按规定处理。
一次性使用医用口罩生产记录
□有 □无 □是 □否 □ 符合规定□ 不符合规定
过程项目
生产操作
操作员
准备
操 作 过 程
清场
1 包装领料人员查看生产指令单。 2 填写领料单,并签名,并经过生产经理领料单上签字。 3 告知仓库需要物料
1 确认包装材料
PE 袋: 个,来料批号:
2. 装袋, 片/袋
3. 封口机温度
℃、速度
袋/min
4. □封口严实、整齐 □无法封口
;耳熔时
间
s
2. 将五种原料安装至相应卷轴的位置,并固定。检查原料边缘
是否有撕裂。□ 无撕裂破损 □ 撕裂破损无法上机
3. 原料拉出经过导料处至折边位置。第
层布拉过熔接轮
组;第 层布拉过熔接轮组;第二层夹于第
层中间
并以手轻轻夹住三层材料辅助运送材料。
□ 牵引正常 □ 非正常
4. 将包边穿过包边槽,开启机器使之相熔接,将鼻线通过鼻线
外形尺寸
褶皱宽度
7. 检 验 员 检 测 合 格 后 , 进 行 半 成 品 入 库 。 入 库 数 量
PCS;入库单号
全部完毕后现场进行清场,通知检验员确认。
操作员 朱小红
复核人
检验人 朱泽涛
统计
生产半成品 片,其中不合格品 片,合格品 片。
4
恩施金凰新材料有限公司
编号:SOR-SC-201-A/0
输送系统到鼻线切断装置,将本体分配器电源开关和耳带熔
接机的电源向顺时针旋转。
□ 包边与三层布相接 □ 包边与三层布无法相接
5. 打开超声波电源。将两侧的耳带线通过指示图的方向经过送
料主动轮、送料控制轮、导管、转向轮、固定在耳带线头夹
指上。按《全自动口罩机操作规程》开始匀速作业。
批生产记录--模板
计划产量
瓶
执行SOP
操作指令
记录
操作人
复核人
西林瓶洗涤灭菌标准操作程序
KQCL100型抗生素瓶立式超声波清洗机标准操作程序
准备(班组质检员执行):
1)确认岗位有效期内的《清场合格证》,并附批记录。
2)确认设备内、生产线、生产区内无上次生产遗留物品,无与生产无关的物品。
年月日
主要设备
胶塞清洗机(设备编号)、电子秤(设备编号)
计划产量
瓶
执行SOP
操作指令
记录
操作人
复核人
胶塞洗涤灭菌标准操作程序
全自动胶塞清洗机标准操作程序
准备(班组质检员执行):
1)确认岗位有效期内的《清场合格证》,并附批记录。
2)确认设备内、生产线、生产区内无上次生产遗留物品,无与生产无关的物品。
3)确认操作间相对A/B级区负压>10pa、
3)选择清洗程序,输入:清洗批号
胶塞类型代码
操作者工号
胶塞清洗量
4)点击“确定”,选择进料程序,进行加料,加料完毕。
5)选择操作程式一,确认洗涤、灭菌参数为:
喷淋:5分钟,
混洗:8分钟,
漂洗:5分钟,
蒸汽灭菌:121℃、
30分钟,
干燥时间:2分钟,
冷却温度:75℃。
6)点击“确定”,设备自动进行下列程序:喷淋→混洗→漂洗→蒸汽灭菌→干燥→冷却→打印→允许卸料→卸料完毕。
理瓶:
操作日期:年月日
1)打开外包装,用饮用水湿润的抹布擦干净塑膜表面后置传递窗内,将塑膜拆开,挑出裂口瓶、缺口瓶、脏瓶、异形瓶、内有异物瓶等不合格瓶。
2)将挑选好的西林瓶摆入传递窗内存放的洁净不锈钢盘中(可以堆垛),塑膜废弃,关闭传递窗门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两侧长度相同且单边长度18士1cm
量具测量
口罩带与口罩体连接处断裂强力》10N
备注:
*操作人:【】*复核人:【】
检查项目
检查方法
标准
检查结果
时间
外观
检测方法
口罩外观整洁、形状完好,表面没有破损、污渍
结构与尺寸
目视检测
能覆盖口、鼻至下颚
实际佩戴
最大偏差不超过士4%
(16.8~18.2cm*9.12~9.88cm)
□是□否
—操作间:处于已清洁状态,并在清场有效期内。
□是□否
—计量器具:在校验有效期内,检定标签清晰。
□是□否
—文件:准备好本批生产使用的记录、批生产指令,交接单、库存调拨单。核实所使用文件、记录均已备案,保证生产现场无与本批生产无关的文件。
□是□否
2.首件复核
1、每个工序生产正式开始,2、交接班或更换操作者、设备,3、设备异常检修后复产,4、变更工艺参数或操作参数,5、正常停机后复产,6、其它
取样量【】(片)
产出口罩合格数量:【】万(片)
5•物料平衡与收率汇总
平衡率=(产出口罩合格数量+取样量+可再制品+可见损耗量)十投料总量x100%
平衡率:【%】
结论:□合格□不合格
工序收率=(产出口罩合格数量+取样量)十投料总量x100%
工序收率:【%】
结论:□合格□不合格
*操作人:【】*复核人:【】
有异常把原因填写在备注栏中。)
检查项目
检查方法
标准
检查结果
时间
外观
检测方法
口罩外观整洁、形状完好,表面没有破损、污渍
结构与尺寸
目视检测
能覆盖口、鼻至下颚
量具测量
最大偏差不超过士4%
(16.8〜18.2cm*9.12〜9.88cm)
鼻梁条
手试弯曲
有鼻梁条,且鼻夹位置居中
量具测量
鼻夹长度》8.0cm
口罩带
6、须对目视能见粉尘的地面、墙面和设备工器具进行清洁,消毒
清场地
场地
7、天花板、墙面、门窗、地面,湿抹或湿拖干净,无积水,无积粉,回风口和送风口已清洁,无尘
其它
8、将灯、开关湿抹干净、管道冲洗干净,达到无尘状态
容器具
9、湿抹或清洗干净并消毒干燥,置规定处
洁具
10、清洁干净,保持干燥,置规定处
注:在操作人检查一栏,符合规定的打“2”,不符合规定的打“x”。异常情况请备注。
注:填写首件复核原因相对应的序号)符合项打“2”,否则打“X”。
复核时间
复核内容
签名
复核原因
环境符合
设备点检
喷码信息正确、完整
包装密封
包装袋(盒)裁剪整齐
操作人:
复核人:
操作人:
复核人:
操作人:
复核人:
操作人:
复核人:
操作人:
复核人:
3•中间控制检查(正常生产后,应每35min内对中间控制检查项目进行抽查,每次抽样3个样本,检查结果首行填写时间点,检查项目符合标准打,否则打“X”,
※操作人
※复核人
备注:
品名
尺寸
17.5cm*9.5cm
工序
包装
批号
生产日期
批量
1.生产前的检查
检查结果
—人员:核实设备操作人员均持证上岗。
□是□否
—环境:符合要求,操作间与外界压差应大于10Pa。
□是□否
—设备:已清洁,试运转正常。
□是□否
—产品:将要生产产品的品名、批号、规格、数量与物料标示卡、指令、上一工序交接单一致。
品名
尺寸
17.5cm*9.5cm
工序
口罩制作
批号
生产日期
批量
1.生产前的检查
检查结果
—人员:核实设备操作人员均持证上岗。
□是□否
—环境:符合要求,温湿度合格(温度:18-26C,湿度:w65%),操作间与外界压差应大于10Pa。
□是□否
—设备:已清洁,试运转正常。
□是□否
—产品:将要生产产品的品名、批号、规格、数量与物料标示卡、指令、上一工序交接单一致
备注:
检查项目
标准
检查结果
时间
口罩外观
装袋包装前口卓外观整洁、形状元好,表面没有破损、污渍
装袋数量
装袋(盒)后拆开检查其内数量,应与规格一致
包装密封性
包装严密,无破损或密封不良
包装袋(盒)切边整齐
切边平整水平
印刷码
印刷码正确、完整,清晰
备注:
*操作人:【
品名
尺寸
17.5cm*9.5cm
工序
包装
批号
生产日期
(备注:填写首件复核原因相对应的序号)符合项打“2”,否则打“X”。
复核时间
复核内容
签名
复核原因
环境符合
设备点检
口罩材料外观
卷材上料正确
口罩成品合格
操作人:复核人:
操作人:复核人:
操作人:复核人:
操作人:复核人:
操作人:复核人:
品名
尺寸
17.5cm*9.5cm
工序
口罩制作
批号
生产日期
批量
3•中间控制检查(正常生产后,应每35min内对中间控制检查项目进行抽查,每次抽样5个样本,检查结果首行填写时间点,检查项目符合标准打“2”,否则打“X”,若
若有异常把原因填写在备注栏中。)
品名
尺寸
17.5cm*9.5cm
工序
包装
批号
生产日期
批量
检查项目
标准
检查结果
时间
口罩外观
装袋包装前口卓外观整洁、形状元好,表面没有破损、污渍
装袋数量
装袋(盒)后拆开检查其内数量,应与规格一致
包装密封性
包装严密,无破损或密封不良
切边整齐
切边平整水平
印刷码
印刷码正确、完整,清晰
鼻梁条
手试弯曲
有鼻梁条,且位置居中
量具测量
鼻夹长度》8.0cm
口罩带
量具测量
两侧长度相同且单边长度18士1cm
量具测量
口罩带与口罩体连接处断裂强力》10N
备注:
*操作人:【
品名
尺寸
17.5cm*9.5cm
工序
口罩制作
批号
生产日期
批量
4•物料汇总
投料总量:【】kg,折:
【】(片)
可见损耗量:【】(片)可再制品:【】(片)
6.清场记录
清场日期
年月曰
清场项目
类另U
清场内容及操作要求
检查结果
清文件
文件
1、与上批生产有关的文件、记录和物料卡清离现场,无遗留
状态标示
2、对状态标识牌中的内容按规定进行填写
清物料
中间品/成品
3、清点物料并送至规定地点放置,挂标识牌
剩余物料
4、进行退料处理
废弃物
5、从现场清离,置于规定位置
清设备
设备
□是□否
—操作间:处于已清洁状态,并在清场有效期内。
□是□否
—计量器具:在校验有效期内,检定标签清晰。
□是□否
—文件:准备好本批生产使用的记录、批生产指令,交接单、库存调拨单。核实所使用文件、记录均已备案,保证生产现场无与本批生产无关的文件。
□是□否
2.首件复核
1、每个工序生产正式开始,2、交接班或更换操作者、设备,3、设备异常检修后复产,4、变更工艺参数或操作参数,5、正常停机后复产,6、其它(备
批量
4•物料汇总
入库数:【】袋,【
](片)
可见损耗量:【](片)
可再制品:【](片)
取样量【】(片)
包装产出合格数量:【]袋,折
【]
(片)
5•物料平衡与收率汇总
平衡率=(入库数+取样量+可再制品+可见损耗量)十上工序生产口罩合格数X100%