压力管道焊接过程控制记录LS02008
冷库压力管道焊接工作记录表
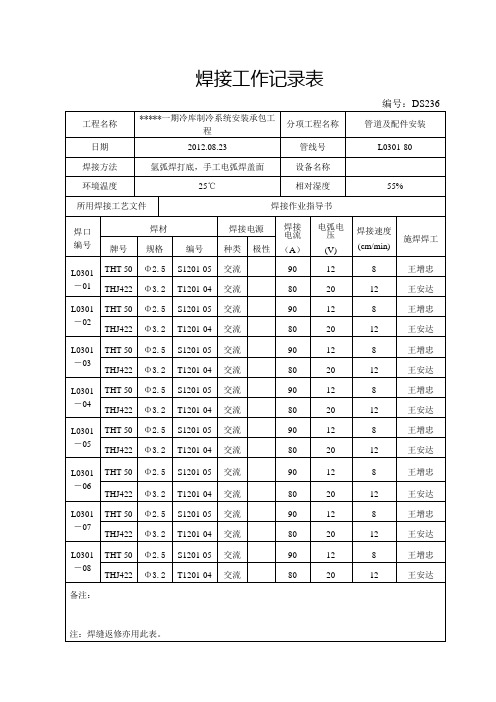
焊接工作记录表编号:DS236工程名称*****一期冷库制冷系统安装承包工程分项工程名称管道及配件安装日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0301-01 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-02 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-03 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-04 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-05 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-06 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-07 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-08 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达备注:注:焊缝返修亦用此表。
监理单位(章):工程负责人:项目焊接责任人:质检员:焊接工作记录表编号:DS237工程名称*****一期冷库制冷系统安装承包工程分项工程名称管道及配件安装日期2012.08.23 管线号L0301-80 焊接方法氩弧焊打底,手工电弧焊盖面设备名称环境温度25℃相对湿度55% 所用焊接工艺文件焊接作业指导书焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性L0301-09 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-10 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-11 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达L0301-12 THT-50 Φ2.5S1201-05 交流90 12 8 王增忠THJ422 Φ3.2T1201-04 交流80 20 12 王安达备注:注:焊缝返修亦用此表。
压力管道焊工操作规程范本

压力管道焊工操作规程范本第一章总则为确保压力管道焊接工作的安全和质量,保障工作人员的生命财产安全,特制订此操作规程。
第二章操作要求1. 根据工程要求熟悉焊接工艺,并严格按照焊接工艺规程进行操作。
2. 严格按照焊接工艺规程选择合适的焊接电流和焊接速度,确保焊缝质量。
3. 在操作前仔细检查焊接设备和焊接材料是否符合要求,并落实焊接工艺规程中的检测要求。
4. 在焊接过程中保持焊缝形状良好,焊接速度稳定,保证焊缝的一致性和密实性。
5. 在焊接过程中要注意熔化池的稳定,保持合适的焊接电流和电压,避免产生太大的熔深或者太浅的熔深。
6. 操作过程中要注意焊接熔池和焊缝的保护,使用适当的焊接保护气体或者流量,避免气孔、夹杂物等缺陷的产生。
7. 在焊接过程中要做好安全措施,佩戴好防护用品,确保自身的安全。
第三章操作流程1. 焊接前准备(1)确认焊接位置和焊接工艺要求;(2)检查焊接设备和焊接材料是否符合要求;(3)准备好焊接保护气体和焊接辅助材料;(4)认真阅读焊接工艺规程,了解焊接电流、电压等参数。
2. 焊接操作(1)根据工艺要求调整焊接设备,保证焊接电流和电压稳定;(2)对焊接件进行预热处理,确保焊接效果;(3)用砂纸清理焊接件表面,确保焊接面的光洁度;(4)采用适当的焊接方法进行焊接,保证焊缝的一致性和密实性;(5)在焊接过程中保持焊接速度稳定,不得过快或过慢;(6)保持焊接熔池的稳定,防止产生气孔、夹杂物等缺陷;(7)根据焊接工艺规程的要求进行焊后处理。
3. 安全措施(1)佩戴好防护用品,如焊接手套、焊接面具等;(2)确保操作环境通风良好,避免有害气体的积聚;(3)禁止将焊接设备和焊接材料临时堆放,防止意外事故的发生;(4)禁止随意改变焊接设备参数,避免对焊接质量产生不良影响;(5)在操作过程中保持机器的稳定,避免机器倾斜或者晃动造成焊接失误。
第四章质量要求1. 焊缝的外观应平整,无气孔、夹杂物等缺陷;2. 焊缝应符合焊接工艺规程的要求,焊道形状规整,熔化池稳定;3. 焊缝的尺寸应符合设计图纸和规范的要求;4. 焊缝的强度应满足设计要求,并经过必要的检测和试验。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
3管道焊接工作记录
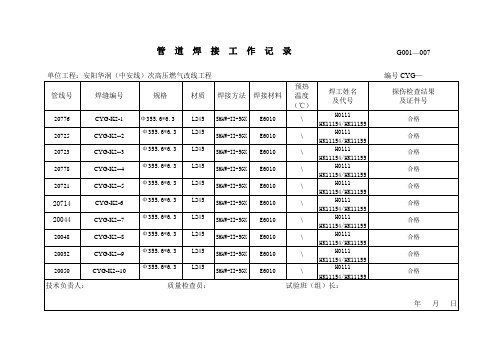
管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号CYG—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号20776CYG-K2-1Ф355.6*6.3 L245 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20725CYG-K2--2Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20723CYG-K2--3Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20778CYG-K2--4Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20721CYG-K2--5Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20714 CYG-K2-6Ф355.6*6.3L245SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格20044 CYG-K2--7Ф355.6*6.3L245SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格20048CYG-K2--8Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20032CYG-K2--9Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格20050CYG-K2--10Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号CYG—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号356ND-001-014Ф355.6*6.3 L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格264ND-001-015Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格284ND-001-017Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格370ND-001-018Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格343ND-001-019Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格246ND-001-020Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格240ND-001-021Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格271ND-001-023Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格136ND-001-024Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格293ND-001-025Ф355.6*6.3L245SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录Ф355.6*6.3单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号Ф355.6*6.3材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号288ND-001-026Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格249ND-001-027Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格319ND-001-028Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格329ND-001-029Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格310ND-001-030Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格318ND-001-032Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格195ND-001-033Ф355.6*6.3 L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格305ND-001-034Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格290ND-001-035Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格214ND-001-036Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号247ND-001-031-XФ355.6*6.3 L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格270ND-001-022-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格90°弯ND-001-003-W-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格189ND-001-004-W-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格354ND-001-016-X Ф355.6*6.3L360 SMAW-II-5GX E6010 \H0111HK11154/HK11155合格303ND-001-010-X Ф355.6*6.3L360SMAW-II-5GX E6010 \H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日管道焊接工作记录G001—007单位工程:安阳华润(中安线)次高压燃气改线工程编号ND—管线号焊缝编号规格材质焊接方法焊接材料预热温度(℃)焊工姓名及代号探伤检查结果及证件号277ND-001+001Ф273*5.6 L360 SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格1519ND-001+002Ф273*5.6 L360SMAW-II-5GX E6010 \ H0111HK11154/HK11155合格技术负责人:质量检查员:试验班(组)长:年月日。
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
压力管道焊接施工检查记录表
压力管道焊接施工检查记录表1.项目信息•项目名称:___________•项目地址:___________•建设单位:___________•施工单位:___________•监理单位:___________2.管道信息•管道类型:___________•管道材质:___________•管道壁厚:___________•焊接方法:___________3.焊接材料3.1 电焊道具•焊机型号:___________•焊机编号:___________•焊接电流:___________•焊接电压:___________•电焊口径:___________3.2 焊接材料•直径:___________•规格:___________•材质:___________•焊材批号:___________•焊条焊接性能:___________4.施工检查记录日期:___________检查人员:___________施工队伍:___________4.1 焊接工艺评定记录管道焊缝组织检查结果:_______________焊缝断口断裂模式:_______________焊缝断口断口形貌:_______________管道焊接工艺评定人员签字:_______________ 4.2 焊接操作记录施工日期:___________焊接工艺规程编号:___________焊接操作人员姓名:___________焊接工艺控制人员姓名:___________焊接工作地点:___________焊缝号:___________焊接材料型号:___________焊接电流:___________焊接电压:___________焊接速度:___________等离子弧压力:___________保护气流速:___________管道支撑方式:___________工作环境温度:___________环境气氛:___________4.3 焊接过程控制•焊接头准备–准备情况:___________–内部清理情况:___________–支承安装情况:___________ •焊接过程控制–控制情况:___________–坡口对齐情况:___________–焊接内部质量检查情况:__________•焊后热处理–过程:___________–效果:___________4.4 焊缝外观及尺寸检查•外观检查方法:___________•焊缝高度:___________•焊缝宽度:___________•焊缝内凹度:___________•焊缝凸度:___________•焊缝形貌:___________4.5 射线照片•焊接接头编号:___________•焊缝长度:___________•焊缝位置:___________•射线方向:___________•焊接等级:___________•缺陷类型:___________4.6 力学性能试验•试验方法:___________•试验标准:___________•样品数量:___________•试验结果:___________5.检验报告•检查人员:___________•施工队伍:___________•检查日期:___________•处理结果:_______________6.本文记录了施工过程中的管道焊接情况,从焊接材料、施工过程控制、焊缝外观及尺寸检查等多方面进行了详细记录,并进行了力学性能试验和检验报告的,保证了管道施工质量和安全性能。
压力管道焊接现场施工检查记录表格

压力管道焊接现场施工检查记录表格
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:
区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。