注塑机产品介绍学习资料
注塑车间员工培训资料

在生产过程中,若发现设备有异常(如漏油、漏水、安全装置失灵、有异 响等等)时,要立即停机,找机修工或班长修理后再操作。
作好设备交接班工作。
十二、换色换料操作规程
为了减少换色换料后色差、杂质、混料、污染等质量 问题,特制订本操作规程。
注意事项:
首先根据计划卡,明确所换材料是否准备到位。 换料前,先关闭落料口上闸刀,把料筒内的余料生产完毕。 卸料完毕后,要扎好袋口,并加以标识;以防材料污染或倒出来。 在换料过程中,严禁用磁力架、三脚架等硬物敲打料斗,以免料斗损坏。 换料结束后,严禁将料袋插入料筒内,应立即锁住上盖;需要干燥的材料,
每班生产的产品,对照封样品和《注塑工艺规程》进行自检,并如实填写 自检记录。
接班前,检查计划卡,换模后产品、物料、颜色是否相对应;封样品和工 艺规程是否到位。
接班时,产品必须经自检首检,按《注塑工艺规程》和其他质量文件规定 逐项检验,确认合格后再生产。
每班按规定全面自检8次,并做好自检记录。合格时打“√”,不合格时写 明缺陷原因。
附表: 《自检记录单》, 《设备点检表》
四、 《注塑工艺规程》的使用规范
《注塑工艺规程》作为注塑作业的标准,生产过程必须使用《注塑工艺规 程》,严格按其规定作业。
流程:试制→验证→编制→校对→审核→发放→车间保管→机台使用→车 间回收。
组长每天负责整理、发放、回收《注塑工艺规程》,注塑若有空白,立即 通知车间补充。
三、操作工注塑作业规程
作业前确认材料,模具与计划卡相符,必须清楚计划卡、明确该产品的质 量情况。
准备好①生产工具(剪刀、钳子、铜棒)、②夹具(冷漠、压块、撑块、 木块)、作业资料《注塑工艺卡片》、其他记录表单、辅助材料(周转箱、 防护纸、防护袋等)。
注塑机讲解
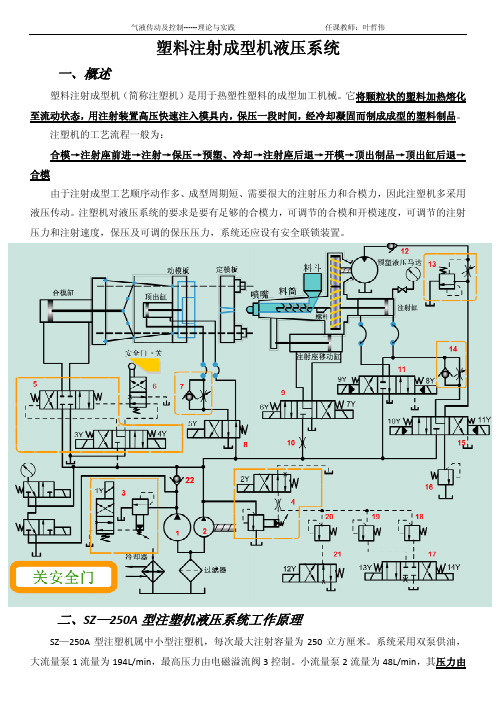
气液传动及控制‐‐‐‐‐‐理论与实践 任课教师:叶哲伟 塑料注射成型机液压系统 一、概述 塑料注射成型机(简称注塑机)是用于热塑性塑料的成型加工机械。
它将颗粒状的塑料加热熔化 至流动状态,用注射装置高压快速注入模具内,保压一段时间,经冷却凝固而制成成型的塑料制品。
注塑机的工艺流程一般为: 合模→注射座前进→注射→保压→预塑、冷却→注射座后退→开模→顶出制品→顶出缸后退→ 合模 由于注射成型工艺顺序动作多、成型周期短、需要很大的注射压力和合模力,因此注塑机多采用 液压传动。
注塑机对液压系统的要求是要有足够的合模力,可调节的合模和开模速度,可调节的注射 压力和注射速度,保压及可调的保压压力,系统还应设有安全联锁装置。
二、SZ—250A 型注塑机液压系统工作原理 SZ—250A 型注塑机属中小型注塑机,每次最大注射容量为 250 立方厘米。
系统采用双泵供油, 大流量泵 1 流量为 194L/min,最高压力由电磁溢流阀 3 控制。
小流量泵 2 流量为 48L/min,其压力由气液传动及控制‐‐‐‐‐‐理论与实践 任课教师:叶哲伟 电磁溢流阀 4、溢流阀 18、19、20 和电磁换向阀 17、21 组成的多级调压回路控制。
HUSKY机培训资料

培训资料培训目的通过对原料及注塑成型的基本原理的初步介绍,使大家进一步熟悉原材料的基本特性和注塑成型的基本原理、设备的性能、安全生产以及最基本的参数的调整、对简单缺陷处理方法、以控制质量,使我们开阔思路增加一个互相学习的机会,从而使设备、质量、生产、工艺等各方面发展有一个扎实基础的保证。
一、原料(PET)的基础知识PET(聚酯)的全称是聚对苯二甲酸乙二醇酯,是一种中高分子量(25000~50000)长链型聚合物,其高分子(31000~50000)常被用来制造双向拉伸的瓶子即通常所讲的瓶用(PET)。
该树脂是一种圆柱形或平行六面体立方状态,体积为34~40mm3为一种半结晶态物体。
根据不同牌号的原料其玻璃化温度为75o C~80o C左右,其熔融温度在250o C,其加工温度在260o C~290o C之间。
此三个温度指标通常用于该PET的拉伸加热温度、塑化温度及机器、模具温度的设定参数。
PET为亲水性物质,其熔融状态时遇水分时将加速降解。
因此加工之前必须进行有效的干燥。
在挤出、注塑过程中,会有乙醛(AA)的放出,其残留量使加工困难。
我司采用的PET 的特性粘度一般在0.76~0.90之间。
二、原料热成型的基本理论通常在自然界里我们把物质在常温下的聚集状态分为气态、液态、固态,高分子聚合物由于分子结构的连续性以及其巨大的分子量,所以它们的聚集状态不同与一般低分子化合物而在不同热力条件下以独特的三种形态存在,即玻璃态、高弹态和粘流态。
高分子聚合物的玻璃态实际上是固态的一种表现形式,特点是在一定的温度范围内呈现出固态物质普遍具有的性质,在某些力学特性上类似于普通的玻璃。
高分子聚合物的粘流态是一种独特的液态。
在某个高温范围内具有既可以流动又有别于普通低分子液体的力学特性。
高分子聚合物的高弹态是介于玻璃态和粘流态温度范围的独有形态。
因此,在我们瓶坯生产过程中可以这样描述:原料由原来的颗粒状经过温度、压力、剪切的作用下,从玻璃态经历了高弹态转变成粘流态压注到模腔里,并在模腔和坯筒内通过冷却再从粘流态经历了高弹态转变成玻璃态,得到我们所需的瓶坯。
注塑机介绍

注塑机的结构和功能注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
(1)注射系统注射系统的作用:注射系统是注塑机最主要的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。
目前应用最广泛的是螺杆式。
其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。
注射结束后,对注射到模腔中的熔料保持定型。
注射系统的组成:注射系统由塑化装置和动力传递装置组成。
螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、射咀部分组成。
动力传递装置包括注射油缸、注射座移动油缸以及螺杆驱动装置(熔胶马达)。
(2)合模系统合模系统的作用:合模系统的作用是保证模具闭合、开启及顶出制品。
同时,在模具闭合后,供给予模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。
合模系统的组成:合模系统主要由合模装置、调模机构、顶出机构、前后固定模板、移动模板、合模油缸和安全保护机构组成。
(3)液压系统液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。
它主要由各自种液压元件和液压辅助元件所组成,其中油泵和电机是注塑机的动力来源。
各种阀控制油液压力和流量,从而满足注射成型工艺各项要求。
(4)电气控制系统电气控制系统与液压系统合理配合,可实现注射机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。
主要由电器、电子元件、仪表、加热器、传感器等组成。
一般有四种控制方式,手动、半自动、全自动、调整。
(5)加热/冷却系统加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。
热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。
注塑培训资料(共 52张PPT)

度所需多少。
◆ 充填不足时能否脱模。
可以判断注塑速度、注塑压力、树脂量所需多少。
◆模具的温度调整方法。
要确认用水温调、油温调还是加热棒温调。
八、锁模力调整
锁模力调到最低而又使注塑件不产生毛边,使模具、设备因使用较低 锁
模而延长使用寿命。 举例:接插件:PA46材料。
长度:6cm
宽度:1.5cm 浇道投影面积:8cm2 单位锁模力:6kn/cm2 模腔数:8腔 锁模力=6kn/cm2*(1.5cm*6cm*8腔+8cm2浇道投影面积)=480千牛=48 吨锁模力并不是越大越好, 要设置足够的、合理的锁模力。这样才能够 延长模具、设备的使用寿命。节约能源.
四、注塑米
塑料主要是从石油、煤为基础原料中提炼生产出来,是高分子 材料。 通常对酸、碱、盐有机溶剂等有良好的抗腐蚀性能:比重小、 重量轻; 具有良好的机械性能,通过填料和助剂加入,机械性能 超过普通金属材料,有些材料还具有耐磨性;易成型复杂形状 的制 品,制品表面光洁,可切削和抛光等加工,加工费比金属材料 低。 塑料可区分为热固性和热塑性二类,前者无法重新塑造使用, 后者可再重复生产。
五、注塑成型工艺设定基本原则
◆满足品质要求。 ◆降低不良率。 ◆降低原材料消耗。
◆缩短成型周期。
◆防止模具损坏。
◆延长设备使用寿命。
◆减少能源成本。
◆节省劳动力成本。
六、注塑成型条件的 5个要素
◆温度。 ◆时间。 ◆位置。
◆速度。
◆压力。
六、注塑成型条件的 5个要素
七、工艺调式前必须知道
用什么材料
十五、射退
射退是在预塑结束后将螺杆向后退,使螺杆头前端到喷 嘴一段储料容积放大一点。也就将储料背压释放掉。这时 料筒内熔融塑料不会在开模时从喷嘴口流出,否则熔融塑
注塑技术培训资料

成型过程中的注意事项及维护保养方法
温度控制 压力调整 循环时间控制 维护保养
注塑过程中需严格控制模具和原材料的温度,以获得最佳的成 型效果。同时,定期检查加热元件、冷却系统等是否正常工作
。
根据产品需求和模具结构,合理调整注射压力、保压压力等参 数,以保证注塑件的质量和稳定性。
优化注射、保压、冷却等环节的时间,以提高生产效率。
操作步骤
根据生产计划,准备好原料、模具和 机器,调整注射成型参数,进行生产 。
注射压力、注射速度、保压时间等参数的设置与调整
01
02
03
注射压力
根据产品大小和模具情况 设定适当的注射压力,一 般不超过1500bar。
注射速度
根据产品厚度和模具结构 设定适当的注射速度,一 般不超过150mm/s。
保压时间
定期对注塑机、模具等设备进行保养,包括润滑、清洁、紧固 等措施,以延长设备的使用寿命。
成型后的产品检验及质量评估方法
外观检测
尺寸检测
观察注塑件是否有气孔、缩孔、流痕等缺 陷,以及尺寸是否符合要求。
使用测量工具对注塑件的尺寸进行精确测 量,包括长度、宽度、高度等参数。
性能测试
质量评估
根据产品需求,对注塑件进行相应的性能 测试,如耐温性、耐冲击性、耐磨损性等 。
具有较好的强度和耐冲击 性,适用于机械零件和家 电制品等领域。
塑料的收缩率及影响因素
塑料的收缩率
塑料制品的收缩率是指其尺寸在熔融状态下与冷却后的差异,不同的塑料品种和 加工条件下的收缩率会有所不同。
收缩率的影响因素
塑料的收缩率主要受到其结晶度、分子量、添加剂和加工条件等因素的影响。
选材原则及注意事项
由于冷却不均匀或其他因素,可 能导致成型件变形。解决方法是 优化冷却系统设计和成型条件,
注塑机pp

螺杆式注射装置是在柱塞式的基础上研究并发展的,它克服了柱塞 式的上述弊病,所以应用十分广泛,尤其大、中型注塑机均采用螺杆式 注射装置。
目录
学习情境二 注射装置
二、螺杆式注射装置
与柱塞式相比,螺杆式注射装置具有以下优点
3 改善了模塑工艺 2 注射压力损失少 1 塑化能力高
目录
学习情境二 注射装置
三、注射装置的主要零部件
1.柱塞式注射装置部件
柱塞式注射装置部件
料筒
注射柱塞
分流梭
目录
学习情境二 注射装置
三、注射装置的主要零部件
1)料筒 料筒是一个外部受热、内部受压的长筒状高压容器,塑料的塑 化与加压过程都是在料筒内完成的。
目录
学习情境二 注射装置
三、注射装置的主要零部件
2)注射柱塞 注射柱塞是柱塞式注射装置塑化部件的重要零件。它的作用是 把注射液压缸的压力传递给塑料,并以较快的速度将一定量的熔 料注射到模腔内。
目录
学习情境一 注塑机概述
四、注塑机的技术参数
公称注射量 锁模力
塑化能力
顶出行程、 顶出力
注射压力
注射速度、 合模装置的 注射速率与 基本尺寸 注射时间
注塑机技 术经济特 性的参数
目录
学习情境二 注射装置
一、柱塞式注射装置
柱塞式注射装置由定 量加料装置、塑化部件 (料筒、柱塞、分流梭、 喷嘴)、注射液压缸、 注射座移动液压缸等组 成。
目录
学习情境一 注塑机概述
一、注塑机的构成
(1)注射装置
(2)合模装置
(6)机身
(3)液压、电气控制系统
(5)水路系统
(4)润滑系统
目录
注塑机基础知识

1 塑料注射成型机生产简介注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
尽管注塑机的类型很多,但是无论那种注塑机,其基本功能有两个:(1)、加热塑料,使其达到熔化状态;(2)、对熔融塑料施加高压,使其射出而充满模具型腔。
2 注塑机的结构及功能注塑过程是将已熔融的热塑性塑料用压力将它从一个已加热的料筒注入闭合着的模具内,经过一段时间冷却后,将模具分开,取出制成的制品。
模具再闭合与塑料注入进行配合,形成有次序的操作过程,并不断重复进行。
注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
(1)注塑系统注射系统的作用:注射系统是注塑机最主要的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。
目前应用最广泛的是螺杆式。
其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。
注射结束后,对注射到模腔中的熔料保持定型。
注射系统的组成:注射系统由塑化装置和动力传递装置组成。
螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、射咀部分组成。
动力传递装置包括注射油缸、注射座移动油缸以及螺杆驱动装置(熔胶马达)。
(2)合模系统合模系统的作用:合模系统的作用是保证模具闭合、开启及顶出制品。
同时,在模具闭合后,供给予模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。
合模系统的组成:合模系统主要由合模装置、调模机构、顶出机构、前后固定模板、移动模板、合模油缸和安全保护机构组成。
(3)液压系统液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。
它主要由各自种液压元件和液压辅助元件所组成,其中油泵和电机是注塑机的动力来源。