压铸模锁模力等重要参数计算公式(资深专家奉献)
压铸公式汇总

1、估算锁模力AXP F =吨A :为含浇排系统在内的全铸件在分型面上的投影面积P :比压,根据压铸件强度要求等选择,一般选择50MPa ,例如:比压选择为50MPa ,2900cm A =时, 4505.0900===X AXP F 吨2、预选压铸机根据锁模力的计算,结合压铸件技术要求,如有耐压、强度要求等选择DCC500压铸机。
3、比压的核算根据液体力学原理可知,冲头压射力=射出缸推力S a P A P A P ⨯=⨯0即:压射比压X 冲头截面积=系统工作压力X 压铸机压射缸截面积上式说明冲头直径越小则压室截面积越小,所能获得的压射比压越大例如:22010785.01354785.0⨯⨯=⨯⨯P则:MPa cm kg P 84/8432≈=该压铸机在40mm 压室直径状态下可提供的最大比压为84MPa 大于50MPa ,说明上述比压选择合理可行。
4、充填率计算 %100⨯⨯⨯=⎰ρK P L A M 总 M 总:包括浇排系统在内的铸件总重量(一模多腔时,M 总=一个铸件的重量X 模腔数+浇排系统重量)A P :冲头截面积L K :空压射行程ρ:合金液密度例如:g M 330=总,冲头直径cm d 5=,空压射行程cm L K 34=,合金液密度3/5.2cm g =ρ则:%8.19%1005.2345.23302==⎰X X X X π(标准30%-70%)5、充填时间210009T t ⨯= (铝合金经验公式)(镁合金系数为5/1000)(锌合金系数为7/1000) T:铸件平均壁厚例如:铝合金压铸件平均壁厚为mm 2时, 则:S t 036.02100092=⨯= 6、内浇口截面积:M A t V g g =⨯⨯⨯ρM:铸件重量(内浇口之上含集渣包)g V :内浇口速度7、压铸机冲头速度:Q g =Q P (合金液通过任何截面的流量相等)Q g :内浇口处的流量Q P :锤头处的流量(入料筒处流量)P P g g V A V P ⨯=⨯例:P V ⨯⨯=⨯250785.05.353.60s m V P /1.1= (此为最小冲头速度)8、模具套板边距S 计算边框长侧面受的总压力: N X X X X X H PL F 5000001050102001050336111===--; 边框短侧面受的总压力:N X X X X X H PL F 2500001050101001050336122===--; 套板边框厚度:66211222101001.042.0500000101001.08250000250000][4][8X X X X X X X X H L F H F F S ++=++=σσ mm m 77077.0==9、动模支承板厚度计算:动模支承板所受的总压力:N X X X PA F 450000010900105046===-;动模支承板厚度: []mm m X X X X X B FL K h W 94094.010906.025.0450000065.026====σ 10、导柱直径计算:A k d ⨯=。
压铸常用计算公式

压铸常用计算公式1.单位换算:1Mpa=10bar=10kgf/cm²=145psi=1N/mm²1Mpa=1000000pa 1T=9.8KN2.压射力(打料压力):压射液压缸内工作液推动压射活塞移动的力.P压=1/4∏D²(∏R²)P'(D为液压缸的直径,P'为液压缸的油压压力,已可以是增压压力表的压力)3.比压:压室内金属液单位面积上所受的压力.P比=4P压/∏d²(d为冲头的直径)P比×冲头的截面积S1=打料的压力P1×打料油缸的截面积S2或P比×冲头直径的平方d²=打料的压力P1×打料油缸直径的平方D².4.锁模力:F=(产品的总投影面积)S×(产品所需比压)P×(安全系数)1.25.注:比压单位选择Mpa(N/mm²),面积单位选择mm²时,得出结果单位为N,结果除以1000为KN,除以10000为T.5.压室充满度K=浇注铝料的体积V1÷压室的体积V2×100%V1=浇注铝料的质量m÷铝料的密度ρV2=∏R²(压室半径的平方)×L(压室的长度)正常范围30~70%.6.内浇口的截面积S=填充质量m÷(铝料的密度ρ×填充的速度u×填充的时间T)或内浇口的截面积S=(3~5)×填充质量的平方根. 填充质量不包括浇道的质量.7.高速行程L=填充质量m÷(铝料的密度ρ×冲头的截面积S).质量的单位:g.冲头截面积的单位:cm². L的单位:mm. 铝料的密度值取0.264. 高速起点=高速行程+料柄厚度+模鼻的厚度.日本资料:高速起点=高速行程L1+电气液压延迟L2(10mm)+升压所需距离L3(15~25mm)+料柄厚度L4(20~25mm,冲头直径为Φ60~70mm时)8.内浇口的填充速度: 内浇口的填充速度U1×内浇口的截面积S1=冲头的运动速度U2×冲头的截面积S2. 单位:m/S. 9.填充时间:填充时间T=填充金属的体积V÷(内浇口的截面积S×填充速度U)单位:s、m³、m²、m/s . (填充时间≈(平均壁厚)²×(Al:0.01,Mg:0.005)或者(平均壁厚)²×(0.01~0.028)10.二快压射速度(m/s); U=4V/∏d²T V为型腔的容积(m³)d为压射冲头的直径(m),T为填充时间(S).11.内浇口凝固时间:铝:0.01×2×(内浇口平均壁厚)². 镁:0.005×1.5×(内浇口平均壁厚)².12.浇注系统的投影面积:取产品投影面积的15~30%.排溢系统的投影面积:取品投影面积的10~20%.13.冲头的截面积与内浇口的截面积之比是14~17倍,通常取15倍.(2009-5-14加)14.铸造压力P=P0×I×(A2/A1) 单位:MpaP0:充油油压 I:增压比 A2:射出油缸截面积 A1:冲头截面积.例:P=13.8×2.16×(113.1/38.48).15.单条横浇道的截面积取内浇口截面积的(3~5)倍.16.渣包入料口的截面积取内浇口截面积的(70~100)%.令狐昌顺 2009-7-29。
压铸模锁模力等重要参数计算公式
0.040-0.06
水口(3D)
200000
540
1.5 0.014-0.020 5 0.048-0.072
渣包(3D)
32000
86
1.8 0.020-0.025 6 0.056-0.084
产品(3D)
14656
40
2 0.018-0.026 7 0.066-0.100
固相密度(g/㎝3)
2.7
产品Байду номын сангаас厚(mm)
主要压铸设计参数计算表
建议铸造压力(Mpa)
一般标准件 工程件
气密要求件
铝合金 30~50 50~80 80~120
12 0.25
2
镁合金 30~50 50~80 80~100
体积(mm^3) 重量(g)
壁厚(㎜) 充填时间(S) 壁厚(㎜) 充填时间(S)
整模合计
246656
666
1 0.010-0.014 4
西方压铸公司经验公式
浇口速度(m/s) 40
锌合金 30~50
1
46-55
内浇口面积(㎜2)
81
浇口面积(㎜2) 42
铝合金 20~60
1.5 44-53
内浇口厚度T(mm)
1
浇口厚度T(mm) 1.00
镁合金 40~90
2
42-50
内浇口宽度L(mm)
81
浇口宽度L(mm) 42
铜合金 20~50
0.43
备注:表中黄色
为手动输入;红
2.5 40-48
3
38-46
料筒有效长度
400
3.5 36-44
锤头直径(mm)
容积率计算公式
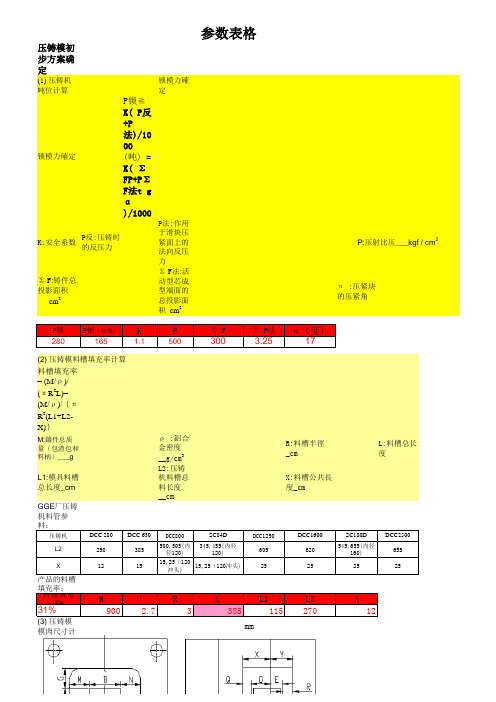
压铸模初步方案确定(1) 压铸机吨位计算锁模力確定锁模力確定P锁≧K( P反+P法)/1000 (吨) =K( ΣFP+P Σ F法t g α )/1000K:安全系数P反:压铸时的反压力P法:作用于滑块压紧面上的法向反压力Σ F:铸件总投影面积___cm 2Σ F 法:活动型芯成型端面的总投影面积_cm 2α :压紧块的压紧角P锁P锁(结果)KPΣ F Σ F法α(度)2801651.15003003.2517料槽填充率= (M/ρ)/ (πR 2L)= (M/ρ)/{πR 2(L1+L2-X)}M:鑄件总质量(包渣包和料柄)___g ρ :鋁合金密度__g/cm 3R:料槽半徑_cmL:料槽总长度L1:模具料槽总长度_cm L2:压铸机料槽总料长度__cmX:料槽公共長度_cm压铸机DCC 280DCC 630DCC800SC84DDCC1250DCC1600SC180D DCC2500L2290385500,505(内径120)345,455(内径120)605620545,655(内径160)655X121515,25(120冲头)15,25(120冲头)25252525料槽填充率%MρRL L1L2X 31%9002.7338511527012长(mm)宽(mm)高(mm)说明:A B C 430.825.457.5D E H IQR_57.553.562.21单面0.5长(mm)宽(mm)高(mm)长(mm)宽(mm)高(mm)A+F+G B+M+N Y=E+R A+F+G B+M+N X=D+QA+F+G +1_B+M+N +1_E+R+I +1_A+F+G +1_B+M+N +1_D+Q+H +1_551201121551201120压铸模浇注系统F 内(mm 2)a(mm)b(mm)t(s)V(m/s)α1(。
)300 1.230.0365050提供设计时理论内浇口面积F 内、内浇口厚度a 、内浇口长度b 、填充时间t 、填充速度V ,另浇口角度α1(水平),浇口外形具体需提供电子档与甲方协商确认。
压铸工艺参数及计算公式

1、低速流量Q1=V1*AV1=冲头面积 3.14/4*D*D (D为锤头直径)A1=0.2M/S (低速速度为30CM每秒 为预估值)2、低速时间T1=V2/Q1V2流道系统体积由CAD内计算Q1低速流量公式1计算3、高速流量QH=V3进料口截面积*A2进料口速度进料口速度估计值与产品平均壁厚有关进料口速度估计为40M/S 转成4000CM/S进料口面积由CAD内计算4、高速时间TH=V4(产品+渣包的体积)/QH高速流量V4产品+渣包的体积由CAD内计算5、四段设定341 22点到3点加上0.005S时间4点时间为(3点时间+4点时间)的2-3倍计算公式 (单位:Q1低速流量T1低速时间V1锤头面积V2流道系统体积A1低速速度QH高速流量A2进料口速度V4产品+渣包的体积V3进料口截面积A3高速锤头速度TH高速时间单位:cm)Q1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A299600.0024.94000TH体积V4QH0.017317771724.8599600.001234时间00.39630.0223流量3078.763078.7699600.0099600.00低速冲头速度高速冲头速度0.2 6.47M/SQ1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159 T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A2104580.0024.94200TH体积V4QH0.00192675201.5104580.001234时间00.39630.0069流量3078.763078.76104580.00#########低速冲头速度高速冲头速度0.21631.98M/S。
压铸工艺参数公式

∙压铸工艺参数公式∙铸造计算公式1.铸造重量WC=W件+W溢+W排+W浇+W馀铸造容积4WC/ ρ——熔液密度2.填充率R= ———————— = ————————料筒容积πD2L筒长3.通过浇口重量Wf = W件+W溢4 Wf4.高速区间Sf = —————————(※溶汤比重一般而言为铝 2.64、ρπd料 2 镁 1.75g/cm2)Sf5.高速速度VH` = ————————tf——填充时间tf = 0.01X2铸件平均壁厚6.压铸机的射出力Fs(射出油缸的推进力)Fs=油压压力Ph ×射出油缸截面积Ah(KN)7.铸造压力Pp(传递到制品的压力)射出油缸截面积Ah 射出力FsPp=油压压力Ph × =柱塞截面积Ap 柱塞截面积Ap8.内浇口速度VgVg(V2)= 射出速度Vp(V1) ×柱塞截面积Ap(A1)(m/s)浇口截面积Ag(A2)9.充填时间tt= 制品体积= 制品重量/比重(sec)浇口流量浇口速度Vg×浇口截面积Ag10.浇口凝固时间t =B×α×(浇口厚度)2此时的B 为Al:2.0、Mg:1.5 α为Al:0.01、Mg:0.00511.开模力是指铸造时施加在制品上的压力而使模具打开的力量,开模力可以铸造面积×铸造压力计算出。
11.1.铸造面积的计算铸造面积A1=a1+a2+a3+a4=料饼面积+浇道面积+制品面积+溢流面积11.2.开模力的计算开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc详细计算以各部分承受的压力分类。
制品部=计算铸造压力× 75%溢流部=计算铸造压力× 25%料饼,浇道部=计算铸造压力×100%11.3.如有滑块中子,则计算中子分力。
中子复位力Fr=制品面积Ac×计算铸造压力×75%中子分力Fc=中子复位力Fr×tanθ11.4.开模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc压铸机关模力>开模力F1×1.112.充填完了力量冲突力量E =W(V)2/2gW : 射出油缸活塞杆+活塞杆重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。
压铸工艺参数公式[整理版]
![压铸工艺参数公式[整理版]](https://img.taocdn.com/s3/m/5f767a000a4e767f5acfa1c7aa00b52acfc79c03.png)
∙压铸工艺参数公式∙铸造计算公式1.铸造重量WC=W件+W溢+W排+W浇+W馀铸造容积4WC/ ρ——熔液密度2.填充率R= ———————— = ————————料筒容积πD2L筒长3.通过浇口重量Wf = W件+W溢4 Wf4.高速区间Sf = —————————(※溶汤比重一般而言为铝 2.64、ρπd料 2 镁 1.75g/cm2)Sf5.高速速度VH` = ————————tf——填充时间tf = 0.01X2铸件平均壁厚6.压铸机的射出力Fs(射出油缸的推进力)Fs=油压压力Ph ×射出油缸截面积Ah(KN)7.铸造压力Pp(传递到制品的压力)射出油缸截面积Ah 射出力FsPp=油压压力Ph × =柱塞截面积Ap 柱塞截面积Ap8.内浇口速度VgVg(V2)= 射出速度Vp(V1) ×柱塞截面积Ap(A1)(m/s)浇口截面积Ag(A2)9.充填时间tt= 制品体积= 制品重量/比重(sec)浇口流量浇口速度Vg×浇口截面积Ag10.浇口凝固时间t =B×α×(浇口厚度)2此时的B 为Al:2.0、Mg:1.5 α为Al:0.01、Mg:0.00511.开模力是指铸造时施加在制品上的压力而使模具打开的力量,开模力可以铸造面积×铸造压力计算出。
11.1.铸造面积的计算铸造面积A1=a1+a2+a3+a4=料饼面积+浇道面积+制品面积+溢流面积11.2.开模力的计算开模力F1=铸造压力Pp×铸造面积A1+中子分力Fc详细计算以各部分承受的压力分类。
制品部=计算铸造压力× 75%溢流部=计算铸造压力× 25%料饼,浇道部=计算铸造压力×100%11.3.如有滑块中子,则计算中子分力。
中子复位力Fr=制品面积Ac×计算铸造压力×75%中子分力Fc=中子复位力Fr×tanθ11.4.开模力F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc压铸机关模力>开模力F1×1.112.充填完了力量冲突力量E =W(V)2/2gW : 射出油缸活塞杆+活塞杆重量kgV : 射出速度m/sg : 重力加速度9.8 m/sec2。
注塑模具锁模力计算-Excel版
产品投影 长
产品投影 宽
产品侧壁 高 圆形产品 直径 产品侧壁 高
22 CM
22 CM
16 CM 22 CM 16 CM
1.3~1.35 1.35~1.45 1.45~1.55 1.55~1.7
1.7~1.9
400-500 500-700 500-700 500-700
450-550 550-700 550-700 550-700
如果+GF, 型腔内压
+50
POM
300-450 500-700 550-700
PVC
300-450 400-550 450-550
PC 400 1.9 0.8 黏度常数 K
1
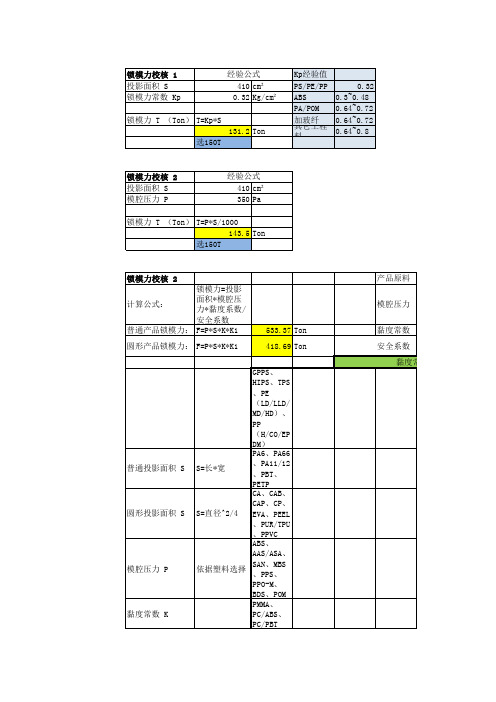
锁模力校核 1 投影面积 S 锁模力常数 Kp
经验公式 410 cm²
0.32 Kg/cm²
锁模力 T (Ton) T=Kp*S 131.2 Ton
选150T
Kp经验值 PS/PE/PP ABS PA/POM 加玻纤 其它工程 料
0.32 0.3~0.48 0.64~0.72 0.64~0.72 0.64~0.8
产品投影长 产品投影宽 产品侧壁高 塑料常数 锁模力
22 CM 22 CM 16 CM 0.54 Kg/cm² 363.81 ton
塑料类型 PE 软PVC PS/PP PA ABS PPS PC PC+纤
面积常数 1~1.5ton/ in² (0.155~0. 233Kg/cm ²) 1.5~2ton/ in² (0.233~0. 31Kg/cm ²) 1.5~2.5to n/in² (0.233~0. 387Kg/cm ²) 2~2.5ton/ in² (0.31~0.3 87Kg/cm ²) 2~3ton/in ² (0.31~0.4 65Kg/cm ²) 3ton/in² (0.465Kg/ cm²) 3~3.5ton/ in² (0.465~0. 5421Kg/cm ²) 4~6ton/in ² (0.62~0.9 3Kg/cm²)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
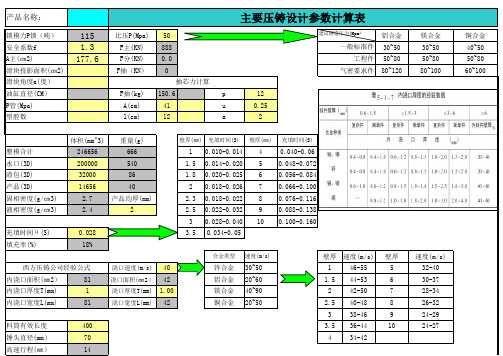
主要压铸设计参数计算表
115 1.3 177.6
比压P(Mpa) F主(KN) F分(KN) F抽(KN) F抽(kg) A(cm) l(cm) 重量(g) 666 540 86 40 产品均厚(mm) 2 50 888 0.0 0 抽芯力计算 150.6 41 12
壁厚(㎜)
建议铸造压力(Mpa)
壁厚 5 6 7 8 9 10
速度(m/s) 32-40 30-37 28-34 26-32 24-29 24-27
西方压铸公司经验公式 内浇口面积(㎜2) 内浇口厚度T(mm) 内浇口宽度L(mm) 料筒有效长度 锤头直径(mm) 高速行程(㎜) 81 1 81 400 70 14
浇口速度(m/s) 浇口面积(㎜2)
铝合金 30~50 50~80 80~120
镁合金 30ቤተ መጻሕፍቲ ባይዱ50 50~80 80~100
铜合金 40~50 50~80 60~100
一般标准件 工程件 气密要求件 p u a
充填时间(S)
12 0.25 2
壁厚(㎜) 充填时间(S)
1 1.5 1.8 2 2.3 2.5 3 3.5
0.010-0.014 0.014-0.020 0.020-0.025 0.018-0.026 0.018-0.022 0.022-0.032 0.028-0.040 0.034-0.05
40 42 42
锌合金 铝合金 镁合金 铜合金
30~50 20~60 40~90 20~50
浇口厚度T(mm) 1.00 浇口宽度L(mm)
锤头速度VP(m/S)
0.43
备注:表中黄色为手动输入;红色为自动计算所得结果
产品名称:
锁模力P锁(吨) 安全系数f A主(㎝2) 滑块投影面积(㎝2) 滑块角度a(度) 油缸直径(CM) P管(Mpa) 型腔数 体积(mm^3) 整模合计 水口(3D) 渣包(3D) 产品(3D) 固相密度(g/㎝3) 液相密度(g/㎝3) 充填时间θ (S) 填充率(%) 246656 200000 32000 14656 2.7 2.4 0.028 18%
4 5 6 7 8 9 10
0.040-0.06 0.048-0.072 0.056-0.084 0.066-0.100 0.076-0.116 0.088-0.138 0.100-0.160
速度(m/s)
壁厚 速度(m/s) 1 1.5 2 2.5 3 3.5 4 46-55 44-53 42-50 40-48 38-46 36-44 34-42