编制船舶生产设计编码
船舶生产设计图样编码
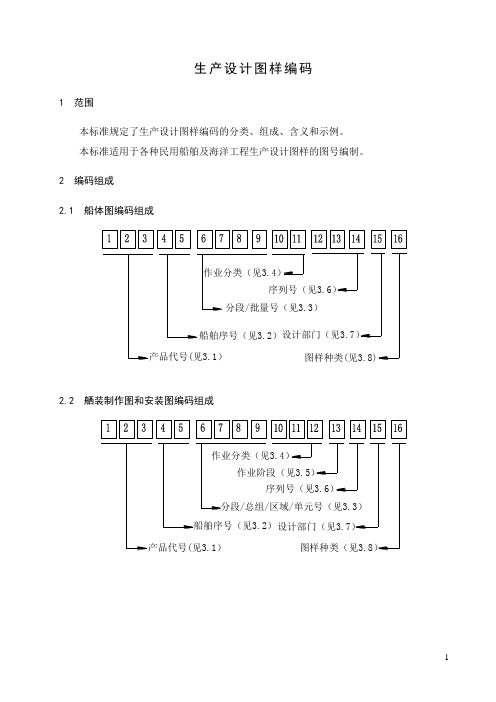
生产设计图样编码1 范围本标准规定了生产设计图样编码的分类、组成、含义和示例。
3.2 船舶序号依据实际建造序号或专船规定的序号。
3.3 分段/总组/批量/区域/单元号的组成3.3.1 分段/总组号的组成:a)采用四位编码组成;b)分段/总组舾装直接采用专船分段划分图中的分段/总组码。
3.3.2批量号的组成(用于钢材领取表及套料图):采用字母“B”+批量序号(三位数字)共四位组成。
3.3.3 区域号的组成:a)采用施工阶段码(一位)+区域号(三位)共四位组成;b)施工阶段码见表1。
表1c)区域号由大、中、小区分组成,见图1和表2。
图1 表23.3.4 单元号的组成:a)采用施工阶段码(一位)+单元号(二位)+序号(一位)共四位组成;b)单元号由大、小区分组成,见表3;c)序号采用英文大写字母A,B,C,D……排序。
表33.4 作业分类副工种主工种作业种类3.4.1 作业种类作业种类见表4。
表43.4.2 主、副工种区分 3.4.2.1 船体主工种见表5。
表53.4.2.2 舾装制作见表6。
表63.4.2.3 舾装安装见表7。
表73.5 作业阶段作业阶段见表8。
表83.6 序列号3.6.1船体图样采用数字001~999按顺序编排,对应不同的作业种类,每个序列号代表固定的图纸,见表9。
3.6.2舾装安装图和制作图采用数字1~9按顺序编排。
3.6.3 托盘表采用数字01~99按顺序编排。
表9表9(完)3.7 设计部门设计部门编码见表10。
表103.8 图样种类图样种类编码见表11。
表114 编码示例4.1 船体图样编码示例例1: 马士基30万吨机泵舱区域1006段组立图编码为:525011006HA001HA;编码解释见表12。
例2: 马士基30万吨机泵舱区域1006段板材加工图(龙门)编码为:525011006HC001HC;编码解释见表13。
表13例3: 马士基30万吨机泵舱区域第10批钢材领取表编码为:52501B010HC102HN;编码解释见表14。
船体生产设计编码
Q/GW J 72—2005Q/GW 广州文冲船厂有限责任公司标准Q/GW J 72-2005 船体生产设计编码XXXX-XX-XX公布 XXXX-XX-XX实施广州文冲船厂有限责任公司标准化委员会•发布Q/GW J 72—2005目次前言1 范围 (1)2 定义 (1)3 船体结构零件表编码 (1)4 工艺符号代码 (1)IQ/GW J 72—2005II前言本标准是本厂在原《船体生产设计编码》的基础上,根据本公司生产设计的实际情况和借鉴其他厂的经验,以及广泛征求本公司同行的意见而制定的,并增加了工艺符号代码部分,从而形成了较完善的船体生产设计编码标准。
本标准自1999年2月1日起实施。
本标准于2005年11月第一次修订。
本标准由广州文冲船厂有限责任公司标准化技术委员会提出。
本标准由广州文冲船厂有限责任公司技术中心归口。
本标准起草单位:广州文冲船厂有限责任公司造船事业部船舶设计室。
本标准起草人:袁育仁。
本次修订人:伍蓉晖。
Q/GW J 72—2005船体生产设计编码1 范围本标准规定了船体结构零件编码的方法和工艺符合代号。
本标准适应于本公司的船体生产设计2 定义2.1 分段是由若干中组、小组和零件构成的独立、结构完整的船体单元。
2.2 中组是片状结构的平面或曲面分段,由若干小组和零件装焊而成的船体结构。
如:分段中的甲板、平台、舱壁和舷侧片体等。
2.3 小组是由两个或两个以上零件一次装焊而成的结构。
如:肋板、纵桁、T 型强横梁、T型强纵桁和T型肋板等。
2.4 零件是船体结构中最基本的元件。
3 船体结构零件编码3.1 船体结构零件编码是以字母加数字为代码,对分段、中组、小组和零件进行命名,表示出零件所属分段、中组、小组的范围,用串联排列的形式表达零件在船体建造过程中的加工方法、零件去向、配套范围以及安装顺序等。
分段、中组、小组和零件四者之间的包容关系如图一所示:图一1Q/GW J 72—20053.2 编码的原则和方法3.2.1编码的原则a)含义力求完整,应尽可能地表达零件的特点;b)组成力求简明清晰,应尽量简短。
Lecture03-造船生产设计编码
造船生产设计编码的原则
Ì 考虑与国际接轨,尽量采用数字、英文 考虑与国际接轨,尽量采用数字、
字母或国际通用符合, 字母或国际通用符合,避免采用拼音和 不规范的符号 Ì 形式尽量简单,便于识别,便于记忆和 形式尽量简单,便于识别, 应用; 应用; Ì 具有科学性、实用性、整体性和系统性 具有科学性、实用性、 尽量避免因考虑不周而频繁变动。 ,尽量避免因考虑不周而频繁变动。 Ì 具有可扩展性并容易维护,一般将来发 具有可扩展性并容易维护, 展,同时注意一定要等长
ZS 144/1911 H1 T10 - 101 ※ 12 /
分 隔 符 号 分 隔 符 号
船
船体结构编码举例1 船体结构编码举例1的详细说明
ZS 144 / 1911 H1 T10 - 101 ※ 12
ZS 1 44
船舶号 同类型船舶制造序 号 1——万吨级以上船舶 万吨级以上船舶 2——长江客船 长江客船 船舶类型代 3——矿砂船 矿砂船 号 4——5000吨级油驳 吨级油驳 企业名称代 号
船体结构编码举例1 船体结构编码举例1的详细说明
ZS 144 / 1911 H1 T10 - 101 ※ 12
组件号
T
10
同类型部件序号 部件类型代号
B——组合型肋板,如 1911H1B01~1911H1B99 组合型肋板, 组合型肋板 T——横向构件,如 1911H1T01~1911H1T99 横向构件, 横向构件 G——纵向构件,如 1911H1G01~1911H1G99 纵向构件, 纵向构件 E——上述三类以外的部件,如 1911H1E01~1911H1E99 上述三类以外的部件, 上述三类以外的部件 U——分段安装的铁舾件,如 梯子、人孔盖等 分段安装的铁舾件, 梯子、 分段安装的铁舾件
船舶生产设计编号
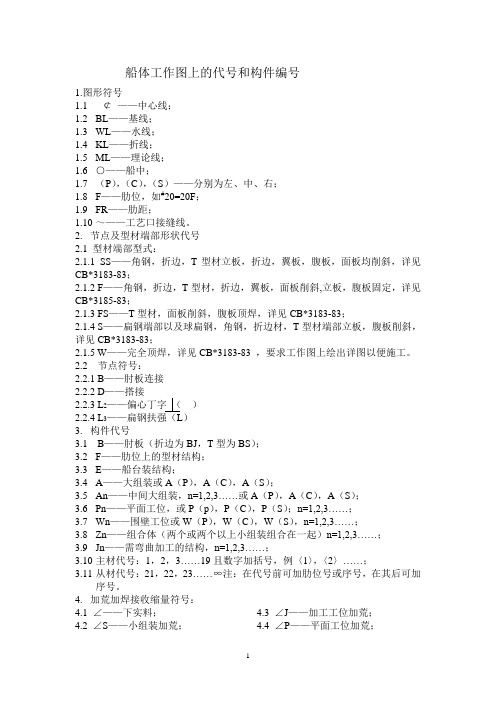
船体工作图上的代号和构件编号1.图形符号1.1 ¢——中心线;BL——基线;WL——水线;KL——折线;ML——理论线;○——船中;(P),(C),(S)——分别为左、中、右;F——肋位,如#20=20F;FR——肋距;~——工艺口接缝线。
2.节点及型材端部形状代号2.1 型材端部型式:2.1.1 SS——角钢,折边,T型材立板,折边,翼板,腹板,面板均削斜,详见CB*3183-83;2.1.2 F——角钢,折边,T型材,折边,翼板,面板削斜,立板,腹板固定,详见CB*3185-83;2.1.3 FS——T型材,面板削斜,腹板顶焊,详见CB*3183-83;2.1.4 S——扁钢端部以及球扁钢,角钢,折边材,T型材端部立板,腹板削斜,详见CB*3183-83;2.1.5 W——完全顶焊,详见CB*3183-83 ,要求工作图上绘出详图以便施工。
2.2 节点符号:2.2.1 B——肘板连接2.2.2 D——搭接2.2.3 L2——偏心丁字()2.2.4 L3——扁钢扶强(L)3.构件代号3.1 B——肘板(折边为BJ,T型为BS);F——肋位上的型材结构;E——船台装结构;A——大组装或A(P),A(C),A(S);An——中间大组装,n=1,2,3……或A(P),A(C),A(S);Pn——平面工位,或P(p),P(C),P(S);n=1,2,3……;Wn——围壁工位或W(P),W(C),W(S),n=1,2,3……;Zn——组合体(两个或两个以上小组装组合在一起)n=1,2,3……;Jn——需弯曲加工的结构,n=1,2,3……;主材代号:1,2,3……19且数字加括号,例〈1〉,〈2〉……;从材代号:21,22,23……∞注:在代号前可加肋位号或序号,在其后可加序号。
4.加荒加焊接收缩量符号:4.1 ∠——下实料;4.2 ∠S——小组装加荒;4.3 ∠J——加工工位加荒;4.4 ∠P——平面工位加荒;107A-107------底部分段(大组装)。
船舶编码研究
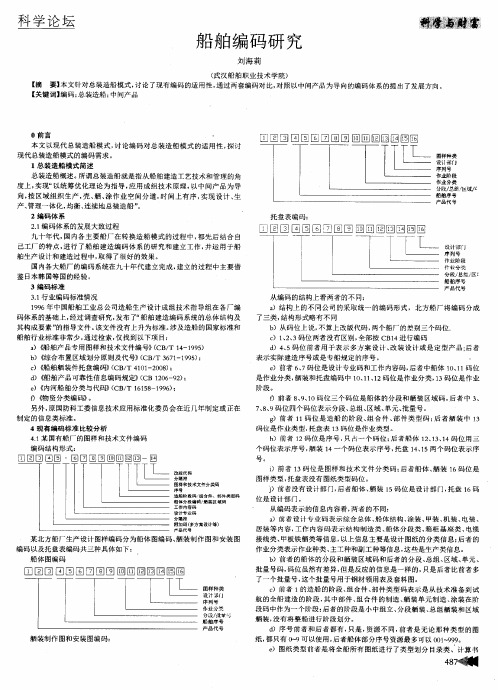
4 . 1 某 国有 船 厂 的 图样 和 技 术 文 件 编 码
编码 结构形 式: 田 回 国 曰 围 ・固 团 囤 囹 回 回 回 回 一 回
l l…
改 分 版 帑 代 符 码
图样和技术文件 分类码
序列号 作 业 阶 段 作 业 分 类 分段/ 总鞠/ 区域 船舶序号 产 品代 号
田 图 图 曰 国 固 囤 圈 回 回 圉 圆 圈 囤 囤
『 L一 设 计 部 r J
序 列号 作业 阶段 竹q 分类 分段/ 总组/ 区± 船舶序 号 产 品代 号
鉴 日本韩 国等国的经验。 3编 码标 准 3 . 1行业编码标 准情况 1 9 9 6年中国船舶工业总公司造船生产设 计成组技术指 导组在各厂 编 码体系的基础上, 经 过调查研 究, 发布 了“ 船 舶建造编码系统的总体结构及 其构成要素 ” 的指导文件。 该文 件 没 有 上 升 为 标 准 。 涉及 造 船 的 国家 标 准 和 船舶行业标准非常少, 通过检索, 仅 找 到 以 下项 目: a ) 舶产 品专 用 图样 和 技 术 文 件 编 号 》 ( C B/ T 1 4 —1 9 9 5 ) b )《 综合布置 区域划分原则及代号》( C B/ T 3 6 7 1 — 1 9 9 5 ) : c )《 船舶舾装件托盘编码》( CB / T 4 1 0 1 — 2 0 0 8 ) ; d )《 船舶产 品可靠性信息编码规定》( C B 1 2 0 6 - 9 2 ) ; e )《 内河船舶分类与代码》( CB / T 1 6 1 5 8 —1 9 9 6 ) ; f )《 物 资 分类 编 码 》 。 从编码 的结构上看两者的不 同:
船舶产品和技术文件编号
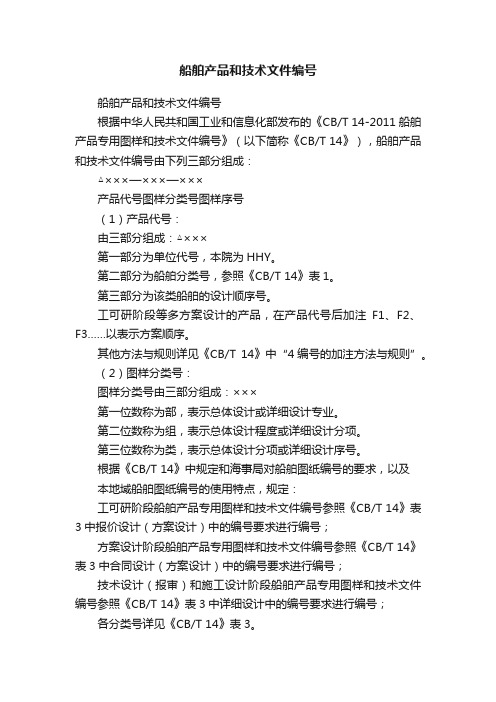
船舶产品和技术文件编号船舶产品和技术文件编号根据中华人民共和国工业和信息化部发布的《CB/T 14-2011船舶产品专用图样和技术文件编号》(以下简称《CB/T 14》),船舶产品和技术文件编号由下列三部分组成:△×××—×××—×××产品代号图样分类号图样序号(1)产品代号:由三部分组成:△×××第一部分为单位代号,本院为HHY。
第二部分为船舶分类号,参照《CB/T 14》表1。
第三部分为该类船舶的设计顺序号。
工可研阶段等多方案设计的产品,在产品代号后加注F1、F2、F3……以表示方案顺序。
其他方法与规则详见《CB/T 14》中“4编号的加注方法与规则”。
(2)图样分类号:图样分类号由三部分组成:×××第一位数称为部,表示总体设计或详细设计专业。
第二位数称为组,表示总体设计程度或详细设计分项。
第三位数称为类,表示总体设计分项或详细设计序号。
根据《CB/T 14》中规定和海事局对船舶图纸编号的要求,以及本地域船舶图纸编号的使用特点,规定:工可研阶段船舶产品专用图样和技术文件编号参照《CB/T 14》表3中报价设计(方案设计)中的编号要求进行编号;方案设计阶段船舶产品专用图样和技术文件编号参照《CB/T 14》表3中合同设计(方案设计)中的编号要求进行编号;技术设计(报审)和施工设计阶段船舶产品专用图样和技术文件编号参照《CB/T 14》表3中详细设计中的编号要求进行编号;各分类号详见《CB/T 14》表3。
(3)图样序号图样序号为此分类号下图纸或技术文件的编号,组成一般为三位数,允许使用两位数或一位数。
其中技术文件编号需加尾注,尾注代号参照《CB/T 14》表2。
其他加注方法与规则详见《CB/T 14》中“4编号的加注方法与规则”。
(4)实例维修艇HHY402—100—001(按船舶行业标准编号)黑龙江省航务勘察设计院船舶设计部2012年8月1日附件:《CB/T 14-2011船舶产品专用图样和技术文件编号》。
新编船体结构零件编码-G
船体结构零件编码一、范围本标准规定了船体结构的零件编码及其表示方法。
本标准适用于船舶生产设计中的船体结构的零件编码。
二、名词解释零件─船体结构的最基本单元,指仅经号料、加工而未经装配和焊接工序的成型钢板或型钢。
部件─两个或两个以上的零件进行一次装配、焊接(预装)而形成的构件。
组件(大型部件)─指需进行两次或两次以上的组装(零件+零件、零件+部件、部件+部件)即小组装,但未形成最后分段的结构件。
三、零件的组合及其工艺流程(见图1)。
四、代码构成零件名称的编码规则采用四段式命名规则,如下:XXX<分段代码>-<或/>XXXX<组件代码>-<或_>XXXX<部件代码>-<或_>XXXX<零件代码>说明:1、<分段名称>在生产设计图中可不予标出;2、<散装部件>不参与组件装配或不属于任何组件,则省略该<组件代码>及横杠“-”;3、<散装零件>不参与组件装配或不属于任何组件,则省略该<组件代码>及横杠“-”,不参与部件装配或不属于任何部件,则省略该<部件代码>及横杠“-”。
4.1 组件代码:〈组件代码〉=〈组件名称代码〉〈序号〉4.1.1 组件名称代码由两位字母组成,表示该组件的名称和位置特征。
常用的代码按表1。
注:根据不同船型,可以扩充代码。
4.1.2序号的编号原则:从下到上,从艉到艏,从里到外。
如果同种类组件仅有一件,则该代码可以省略。
a、平台组件的序号:由平台高度和字母A、B、C…表示(如7200平台第二个组件:PF7200B);b、纵向组件的序号:由纵骨序号和字母A、B、C…或距中宽度表示(如DL5上的第四个组件:LB5D;距中3200纵剖上的第三个组件:LG3200C);c、横向组件的序号:由肋位号和字母A、B、C…表示(如FR45肋位上的第五个组件:FR45E);如个别组件不便与使用肋位号和字母表示,则由数字按自然数的顺序单独编号;d、其他组件的序号:由数字组成,按自然数的顺序,表示同一分段内同种类组件的编号。
船体结构零件编码规则
-8-
(3)集装箱船组立结构代码示例:
结构 双层底结构
底边舱结构
外板及 顶边舱结构 横向结构
其他
编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
代码
BS TT FR72 GR10 BS FR82 LB13 SR21 LB FR62 SR35 SS DK CM1A ST25 BX21 SR28 BX25 BX30
大连中远船务工程有限公司 COSCO DALIAN SHIPYARD CO., LTD.
- 11 -
组立阶段代码划分表 组 立 代码 阶段
描述
在专门的“T”型材流水线 制作的“T”型骨材
T
图示
Q/DZY JS/S 001-2007
在非专门的“T”型材流水 线制作的“L”型结构
L
(1)一块钢板安装不超过 3 根
FR25 防倾肘板组立 FR30 位置上的箱体组立
15
13 11
12
9 10
8
7
9
6
5
2 3
4
1
19 18 17
16
大连中远船务工程有限公司
COSCO DALIAN SHIPYARD CO., LTD.
-9-
Q/DZY JS/S 001-2007
3.1.3.2. 分区号 (最多 1 位字符) 在同一位置上的组立有 2 个以上的时候,各自加上一个英文字母,其中可使用字母 A~Z(禁止使用
Q/DZY
大连中远船务工程有限公司企业标准
Q/DZY JS/S 001-2007
船体结构零件编码规则
(讨论稿)
2006 – 5 - 10 发布
船舶生产设计的编码系统
代码 S H F RU RH BW CR
结构分类 货舱舷侧 甲板室 首部 舵叶 挂舵臂 挡浪板 克令吊基柱
有些分段比较特殊,RU、RH、 BU、BW、CM用2个字母,但是 分段的最大位数不变。
序号选用,从底到顶,从船艉到船 艏,从中心到舷侧,具项目五 船舶生产设计编码系 统
一﹑生产设计编码的基本概念
单击此处添加正文,文字是您思想的提炼,为了演示发布的良好 效果,请言简意赅地阐述您的观点。
1.编码的含义:
编码是一种按一定规则组合起来,代表事物名称,属性,特征, 状态等的符号和代号 。
编码不仅是生产设计的重要基础,而且是造船企业管理的一 项重要工作,是提高企业经营﹑生产和管理极为重要的环节 。
免重复表示同一项内容。 五.编码应尽量避免采用特殊的符号作代号,以利用电子计算机辅助船
舶生产设计。
三﹑船舶生产设计编码
范围:
○ 适用于船舶建造过程中经过零件→组立→ 分段→船舶四个阶段的船体分段及零件编 码
○ 主要功能有:体现建造工艺流程,表达零 件安装位置,去向及加工。
一.编码体系组成
(19位字符,Tribon最多允许48位字符)
具体的由下面三部分组成:
1. 组立结构代码; 2. 位置或序列号 3. 分区号
在同一个位置上有两个 或两个以上组立时,各 自加上一个字母区分 (禁止使用D,I,O) 。
零件号 (最多4位字符,最少1位) 由下列2部分组成: 零件代号 (GPS4,见表格下面的详细说 明) 序列号
零件示意图:
例如:我们有三个分段:S101P S102P S103P
○ 以S101P来说,S是指货仓区,第一个“1”指层数,第二个“01” 指纵向列数,也是从船尾到船首货仓区的第一列。
船体结构零件编码规则
- 10 -
Q/DZY JS/S 001-2007
零件序列号
曲型信息代码
描述
B
R 曲滚压加工
J
构件需接板后进行曲加工
K
零件折边加工(含直角、非直角折边和槽型舱壁加工)
M
骨材的逆直线方法加工
N
数控冷弯及加工
Y
样盒子等不规则曲加工
组立阶段代码主要体现零件或组件的组立阶段或制作工区,具有零件或组件流向的概念,供零部 件配送使用。组立阶段代码不直接在组立图的零件编码中表示,而是作为零件编码的补充,在分段零 件明细表中、组立图的装配树中和组立图的 DAP(立体装配图中)表示。其中分段零件明细表中“ASSY” 表示零件的当前组立阶段,“NEXT ASSY” 表示零、部件的下一级组立阶段。 4.1 分段组立图中增带的预舾装结构安装阶段代码见 7.3 项。 4.2 分段组立图中船体结构组立阶段代码的划分见下表。
Q/DZY JS/S 001-2007
描述 外底板组立
内底组立 FR72 肋板组立 10 号纵桁组立 底部外板组立 FR82 肋位组立
纵壁组立 在 21 号边纵桁组立
纵舱壁组立 在 FR62 位置上肋板组立
35 号水平桁组立 舷侧外板组立 主甲板组立 舱口围板组立
FR25 防倾肘板组立 FR21 位置上的箱体组立 在 28 号水平位置上结构组立
总段代码 08 09 10 11 12 13
分段结构区域、类型 坞墙第二总段结构 坞墙第三总段结构 坞墙第四总段结构 坞墙第五总段结构 坞墙第六总段结构 坞墙第七总段结构
3.1.3 组立名代码(4 至 6 位字符) 由下列三部分组成: a. 组立结构代码,由两位字符表示。 b. 位置或序列号,最多由 3 位数字表示。 c. 分区号,由一位数字表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目三
授课班级:07313~07316
授课课题:项目三. 编制生产设计编码
1、训练项目
按船舶建造的工艺流程,进行造船生产设计编码
训练亚项目
3.1识读船体生产设计编码
3.2对绘制的船体生产设计图纸构件进行编码
2、能力目标
3.1对给定的船体生产编码能说明其含义与装配关系
3.2能对前面绘制的船体工作图中的零件、部件、组件等按工艺流程进行编码
3、支撑知识
3.1船体生产设计编码的概念及其结构构成
3.2 船体生产设计编码的组成及表达形式
4、训练方式
3.1先给出几个船厂的船体生产设计编码,让学生查资料,试着看能否说明其含义,然后由老师讲解船体生产设计编码系统构成,最后学生完成给定的船体生产设计编码的识读
3.2先给出某个船厂的船体生产设计编码代码,让学生试着对前面绘制的船体工作图中的零件、部件、组件等按工艺流程进行编码,然后由老师讲解演示,最后学生进行修正
5、项目成果
3.1提交给定的编码含义及装配关系说明
3.2提交绘制的工作图中构件编码
6、教学组织
3.1 2学时
3.2 4学时
7、教具、挂图、参考书:
造船生产设计黄广茂主编哈尔滨工程大学出版社
造船生产设计中国船舶工业总公司船舶生产设计指导组编国防工业出版社
现代造船工程高介钴主编哈尔滨工程大学出版社
项目三. 编制生产设计编码
3.1熟悉船体生产设计编码的结构构成
(一)船体结构零件编码的种类与构成
1.船体结构零件编码的种类
从图5—1可以看出,船体结构零件尽管大小可以归纳为三大类进行编码:
(1) 非通用件编码:指形状,尺寸、板厚,材质有其不相同,而不能互换的零件部件或组合件;
(2) 通用件编码:指形状。
尺寸。
板厚,材质四者都一样,可以互换的零件,部件或组合件;
(3) 标准件编码:指在同一船舶产品或不同一产品中同属一个标准,可以互换的零件。
2.船体结构零件编码的构成
船体结构零件编码大多以分节形式构成,原则上以每一工艺阶段为一节,由大阶段到小阶段,自左至右顺序排列。
其典型构成形式如下:
编码示例:4105—2D3]一T一1一W1
含义说明:零件(W1)为15000吨多用途船机舱二甲板分段内横舱壁组合件(T)的(1)号部件的一块腹板(W1)。
装配关系:腹板零件经(1)号部件阶段再经横舱壁组合件阶段后组成分段。
(二)非通用件编码
非通用件编码系统由船号、分段号,组合件号、部件号,零件号五个阶段组成,用破折号连接而成。
还包括一些辅助代码、去向代码、加工代码等表示零件的安装位置,安装阶段及加工方法等特性要素,从而达到工艺流程明确、工序安排合理的目的。
表面看来,这种编码形式似乎位数很多,写起来很长,但实际上并不是每个零件都具备这五个阶段,因而在应用上是很容易掌握的。
通过阅读这一串联排列的编码即可对零件的工艺流程一目了然。
非通用件编码的组成见表5—1。
下面对组成非通用件编码盼五个阶段分别加以介绍。
1.船号
它的组成用数字或字符加数字表示,由各工厂按国内有关船舷产品种类代号、工程代号表示则可,数位不宜太长,一般职3、4位为宜。
2.分段号
它的组成与结构各称、结构种类、空间位置有关,在编码时要把这些因素考虑进去,以便组成的编码使人有一个直观。
引起联想的感觉,它的代码组成如表5-2所示.
(1) 结构名称及结构种类,见表5—3与表5-4,
(2) 位置号,见表5-5:
(3) 辅助号,见表5-6:
(4) 左右舷号,见表5-7。
3.组合件号
它是组装成小分段的片状结构.由若干部件和零件装焊而成。
例:分段中的小舱壁, 平台构件,甲板构件或纵向构件等。
它的代码组成如表5-8所示.
(1)组合件种类,见表5—9;
(2) 辅助号,见表5—6;
(3) 左右舷号,见表5—7;
4、部件号
它是由二个或二个以上零件一次装焊而成的构件。
例:“T”型强横粱,“T”型强纵桁,“T”型肘板等;
部件分一般部件和特殊部件两种。
一般部件只用数字表示某分段内的部件编号或表示某组合件内的部件编号。
特殊部件则要用符号和数字表示部件的种类。
它们的区别,视分段组合范围而定。
若部件不在分段合拢前安装完毕,须留待船台装配或总段装配时,部件号后加注去向代码以示区别。
部件代码组成如表5-10所示:
(1)部件种类,见表5-1l,
(2) 辅助号,见表5—6;
(3) 去向号,见表5—12:
(4) 左右舷号,见表5—7。
5、零件号
它是指船体结构中最基本的元件或半成品件。
它的代码组成如表5-13所示。
(1)零件种类,见表5-14;
(2)辅助号,见表5-6;
(3)加工号,见表5-15:
(4)去向号,见表5—12:
(5)左右舷号,见表5---7.
(三)通用件编码
通用件编码与非通用件编码的构成大致相同.两者区别在于,非通用件+一定要表明零件,部件,组合件所在分段(或结构)的位置;而通用件只需表明零件,部件,组合件通用的范围(即在同类分段通用或是在同类结构通用),不需要表明位置。
只要把表5-1与表5-6作比较便可以明瞭,在此不作详细介绍。
表5—16 通用件编码的组成
(四)标准件编码
标准件编码的组成比较简单,它与通用件的区别在于标准件的通用性强,可以在同一产品中通用,也可以在不同产品中通用。
在编码时,可以不注产品号(船号)和分段号,只要按零件表编制中的代码进行制作配套,它不作分段材料统计;而作单独外来协作件处理,因此,它有利于材料统计核算,相当于标准的螺栓,螺母的配套;标准件可根据各工厂标准实际情况制订代码,种类越多说明标准化程度越高。
标准件编码的组成如下:
(五)国内船厂推行几种船体结构零件编码的举例
编码示例:T25--206----76TB1一17L4—2
含义说明:零件(2)为油水补给船(206)分段横舱壁组合件(76TB1)上纵向部件(17L4)上的一个零件。
装配关系:(2)号零件经纵向部件装配,装配完的部件(17L4)送到横舱壁组合件安装,随后装(76TB1),横舱壁
送往分段装配后组成分段。
3.2编制船体生产设计编码
船体生产设计编码系统
船体结构零件编码系统:是一个以数字或数字加字符为代码,对船号,分段号,组合件号,部件号,零件号进行命名的系统。
船体结构零件编码:它不同于以往施工图的零件编号,它除了使其能达到对号入座按图施工外,还能以字母、数字表示该零件的形态特征,所属分段,组合件,部件范围,还可以用串联排列的形式表达结构零件在船舶建造过程中的加工方法,零件去向。
配套范围以及安装顺序等;因此,可以说船体结构零件编码系统是成组技术中“以数代性”的工作方法在造船企业中的具体应用,它所表达船舶建造方法和工艺流程简明易懂,一目了然;还便于在造船中各种数据的统计汇总,其优点是多方面的。
一、编码的原则和方法
(一) 编码的原则
(1) 含义力求完整。
应尽可能地表达零件的特点和有关的工艺与管理信息;
(2) 形式要统一。
应尽量采用统一的字母和数字表达方式及统一的编制格式;
(3) 组成力求简明清晰。
应尽量简短,利于阅读,便于识别:
(4) 能与作图和管理表中的其他标注组成有机的整体,避免混淆重复或缺漏,
(5) 能适合电算技术的应用.
(二)编码的方法
(1) 以分段为单位编码;
(2) 每个零件都要有一个编码;
(3) 在同—分段内,材料,形状,尺寸和安装顺序完全相同的零件可共用一个编码;
(4) 按从尾到首,从舯到舷,从下到上的顺序进行编码。
环形组合件的零件,应从中开始,顺时针方向编码;
(5) 大幅连续板件,如外板,甲板,平台板等全船统一编码;
(6) 图面上的组合件,部件编码,可加标志,以示与零件编码相区别;
(7) 通用件和标准件按专门规定编码。