锅炉厂有限责任公司焊接返修检查记录
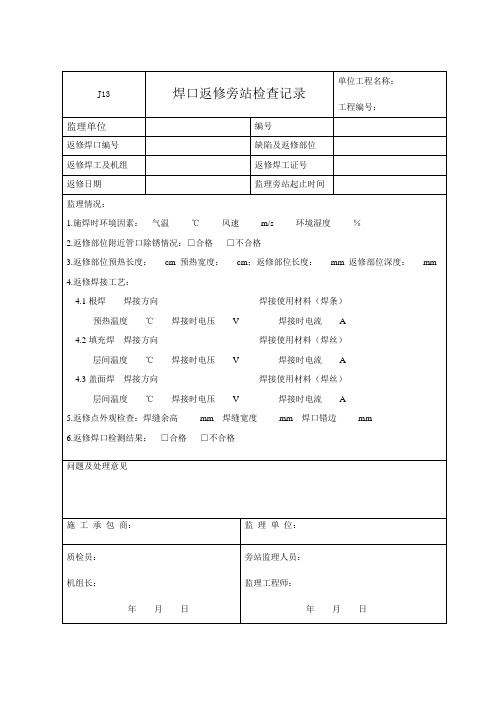
J13 焊口返修旁站检查记录
施工承包商:
监理单位:
质检员:
机组长:
年月日
旁站监理人员:
监理工程师:
年月日
J13
焊口返修旁站检查记录
单位工程ቤተ መጻሕፍቲ ባይዱ称:
工程编号:
监理单位
编号
返修焊口编号
缺陷及返修部位
返修焊工及机组
返修焊工证号
返修日期
监理旁站起止时间
监理情况:
1.施焊时环境因素:气温℃风速m/s环境湿度%
2.返修部位附近管口除锈情况:□合格□不合格
3.返修部位预热长度:cm预热宽度:cm;返修部位长度:mm返修部位深度:mm
4.返修焊接工艺:
4.1根焊焊接方向焊接使用材料(焊条)
预热温度℃焊接时电压V焊接时电流A
4.2填充焊焊接方向焊接使用材料(焊丝)
层间温度℃焊接时电压V焊接时电流A
4.3盖面焊焊接方向焊接使用材料(焊丝)
层间温度℃焊接时电压V焊接时电流A
5.返修点外观检查:焊缝余高mm焊缝宽度mm焊口错边mm
6.返修焊口检测结果:□合格□不合格
封头酸洗清洁目视检查记录 (锅炉厂有限责任公司)
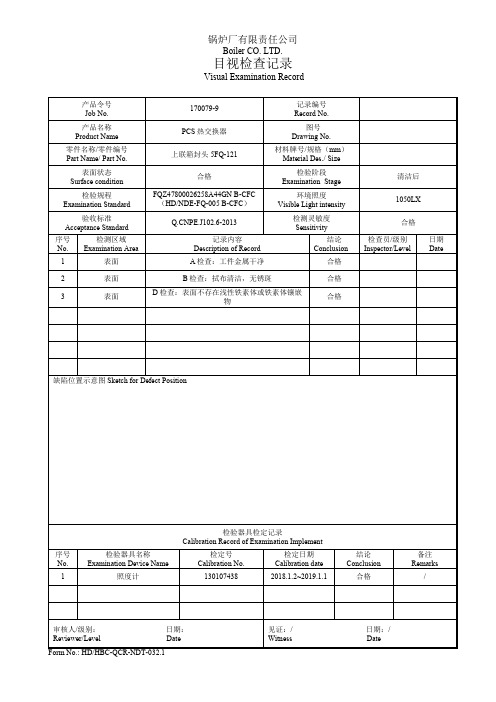
检测灵敏度
Sensitivity
合格
序号
No.
检测区域
Examination Area
记录内容
Description of Record
结论
Conclusion
检查员/级别
Inspector/Level
日期
Date
1
表面
A检查:工件金属干净
合格
2
表面
B检查:拭布清洁,无锈斑
表面状态
Surface condition
合格
检验阶段
ExaminationStage
清洁后
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
1050LX
验收标准
表面状态
Surface condition
合格
检验阶段
ExaminationStage
检验规程
ExaminationStandard
FQZ47800026258A44GN B-CFC
(HD/NDE-FQ-005 B-CFC)
环境照度
Visible Light intensity
验收标准
Acceptance Standard
合格
3
表面
D检查:表面不存在浅性铁素体或铁素体镶嵌物
合格
缺陷位置示意图Sketch for Defect Position
检验器具检定记录
Calibration Record of Examination Implement
锅炉厂有限责任公司焊接检查记录(环缝)
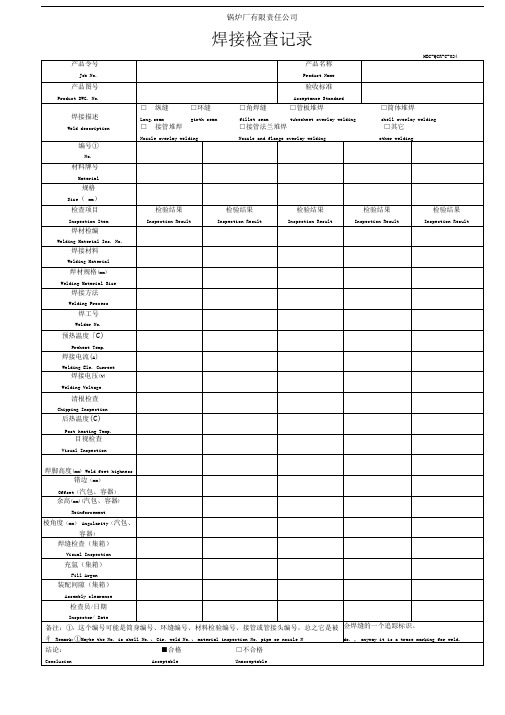
Nozzle overlay weldingNozzle and flange overlay weldingother welding
编号①
No.
材料牌号
Material
规格
Size(mm)
检查项目
Inspection Item
检验结果
Inspection Result
佥焊缝的一个追踪标识。
do.,anyway it is a trace marking for weld.
结论:■合格□不合格
ConclusionAcceptableUnacceptable
装配间隙(集箱)
Assembly clearance
检查员/日期
Inspector/ Date
备注:①:这个编号可能是筒身编号、环缝编号、材料检验编号、接管或管接头编号,总之它是被彳Remark:①Maybe the No. is shell No.、Cir. weld No.、material inspection No. pipe or nozzle N
检ห้องสมุดไป่ตู้结果
Inspection Result
检验结果
Inspection Result
检验结果
Inspection Result
检验结果
Inspection Result
焊材检编
Welding Material Ins. No.
焊接材料
Welding Material
焊材规格(mm)
Welding Material Size
Visual Inspection
焊脚高度(mm) Weld feet highness
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
焊接检查记录

标准依据
焊口编号
焊工钢印
裂纹
气孔
夹渣
焊缝宽窄差(mm)
咬边边缘不满的深度、长度(mm)
焊缝高低差(mm)
错边(Biblioteka m)表面凹陷弧坑深度长度(mm)
质量评定
备注
检查:记录:现场监理:
标高检查、复核记录
001
工程名称
施工单位
隐检项目
隐检范围
0+000-0+300
管径/长度
Ф529*8/300米
桩号
设计标高
自检情况
监理复核
桩号
设计标高
自检情况
监理复核
0+000
4.6
4.59
4.58
自检意见
复核意见
专业监理:施工现场负责人;质检员:年月日
注:每25米检查一点,平面拐点、管件阀门及管道坡度改变处加测一点。
压力管道安装焊口组对记录
工程项目:年月日001
序号
管线号
焊缝
编号
焊工
编号
管道
规格
焊接接头组对检查项目
组对
时间
焊接位置
(水平\垂直)
坡口角度
坡口钝边
坡口清理
错边量
组对间隙
技术负责人:
质检员:
班(组)长:
压力管道安装焊接过程及质量检验记录
工程名称:年月日001
序号
管线号
焊缝
编号
管道
规格
焊接过程记录
焊后焊接质量检验
焊工
编号
焊接方法
焊接材料
焊接
层次
电源
极性
焊接
电流A
电弧
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
焊接施工检查记录
焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。
焊接施工检查记录
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。
3#锅炉钢架焊接自检记录表
工程类别 焊丝 焊条
E1 — E4303 83 检查日期 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16
工程类别 焊丝 焊条
E1 — E4303 83 检查日期 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16 2005-10-16
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:
焊接自检记录表
顶部框架 分项工程名称 焊件 钢号 规格 中山市中心组团焚烧垃圾发电厂3#炉钢架 Q235 H型钢、组合钢梁 1002、1089、1052 接头清理
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
锅炉检查记录表
5.1锅炉检查5.1.1 汽包锅炉的检查在锅炉汽包人孔打开后,应通知化学专业人员与其它相关部门的人员共同检查后方可进行清理和检修工作。
检修工作结束、关人孔门之前,也应通知化学专业人员检查验收。
汽包内检查的内容有:a)设备底部有无积水,如有水,应记明其长宽高度以及水色是否浑浊。
b)汽包底部有无沉淀物堆积,记录其部位、状态、面积、高度和颜色,必要时取样烘干称重,做化学分析。
c)检查汽包内壁、汽侧有无锈蚀和白色盐垢,如有则记录其分布、密度,记述腐蚀点状态和尺寸(面积、深度)。
对白色盐垢,如果附着量很小,可用pH试纸定性测量。
如果附着量较大,应取样分析。
检查水侧有无沉积物和锈蚀,沉积物要刮取一定面积称其重量,并做化学成分分析。
检查水汽分界线是否明显、平整。
如果发现有局部“高峰”,应描绘其部位,注意检查该处的汽水分离装置有无缺陷以及查看该回路的热负荷和水循环状况。
对腐蚀和结盐严重的部位应拍照,对有腐蚀坑的部位应通知金属专业进行探伤。
d)检查汽水分离装置是否完整,有无旋风筒倾斜、脱落或焊接不严密的地方,其表面有无沉淀物、结垢或腐蚀。
e)检查加药、排污、给水分配槽、给水洗汽等装置有无结垢、污堵、腐蚀、泄漏等缺陷。
f)检查汽包各连接管内的情况,汽侧管内有无结盐和腐蚀、水侧的降水管管壁有无沉淀物,记录其厚度、颜色、层次、软硬程度等情况,检查水冷壁上升管、水连接管内有无沉淀物堆积,记录其部位、色泽厚度等情况。
以上检查要沿汽包长度选取几个点来比较其有无差别,并刮取代表性垢样进行化学成分分析。
g)若汽包内安装有腐蚀指示片,应检查其沉积物和腐蚀情况,对腐蚀指示片的表面状态进行描述、拍照,并计算其沉积速率和腐蚀速率。
h)汽包内验收的合格标准是:内部四壁、内部装置及连接管内清洁,锅内装置安装正确、牢固、齐全、结缝严密,无杂物遗留。
i)锅炉联箱手孔封头割开后,锅炉检修专业应通知化学专业进行检查,查看联箱内有无沉积物、焊渣、熔瘤等杂物,然后方可清理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接返修检查记录
HBC-QCR-C-025
产品令号
Job No.
产Hale Waihona Puke 名称Product Name
产品图号
Product DWG. No.
验收标准
Acceptance Standard
编号①
No.
材料牌号
Material
规格
Size
检查项目
Inspection Item
检验结果
Inspection Result
Remark:①Maybe the No. is shell No.、Cir. weld No.、material inspection No. pipe or nozzle No.,anyway it is a trace marking for weld.
结论:■合格□不合格
ConclusionAcceptableUnacceptable
焊接方法
Weldi ng Process
焊工号
Welder No.
预热温度(C)
Preheat Temp.
焊接电流(A)
Weldi ng Ele. Curre nt
焊接电压(V)
Weldi ng Voltage
清根检查
Chipp ing In specti on
后热温度(C)
Post heat ing Temp.
目视检查
Visual In specti on
焊脚高度
Weld feet high ness
返修部位
Repair Positi on
返修长度
Repair Len gth
返修次数
Repair Times
返修工艺编号
Repair Procedure No
检查员/日期
Inspector/ Date
备注:①:这个编号可能是筒身编号、环缝编号、材料检验编号、接管或管接头编号,总之它是被检焊缝的一个追踪标识。
检验结果
Inspection Result
检验结果
Inspection Result
检验结果
Inspection Result
检验结果
Inspection Result
焊材检编
Welding Material Ins. No.
焊接材料
Weldi ng Material
焊材规格
Weldi ng Material Size