注塑成型条件表_Kyrin_P1
合集下载
注塑成型条件

2. 過高的注射速率會增加壓力損失,造成熔體 的不穩定流動,會發生彈性湍流或造成脹模、 溢料
41
•注射速率
注塑參數
設定原則:1. 防止撐模或溢料 2. 防止注塑速度過快導致燒焦 3. 保證產品品質前提下,盡量高速填充縮短 週期 4. 設定時需考慮成品形狀、材料特性等因素
42
注塑參數
•保壓切換點
定義:射塑過程中,由射壓切換至保壓狀態時的特定位 置,該位置可由時間確定,亦可由位置決定。
24
射出機之選擇
6. 射出速率(Injection rate)
單位時間內所能射出原料的最大容量(cm3/sec) 常隨螺桿截面面積與螺桿速度的乘積而改變; 較精準的射出機配有獨立的注射速率控制系統, 分別控制每一段速率
25
射出成型機的成型參數
26
注塑參數
注射量 計量行程 餘料量 鬆退量 螺桿轉速 預塑背壓 注射壓力 保壓壓力 注射速率 注射位置 保壓切換點
3. 射出時間亦受料溫、模溫影響。
45
時間參數
•保壓時間
定義:射出後維持射出壓力的總時間。
作用:確保在澆口未被封住(gate-seal)之前,能使模腔 內之塑料維持被壓縮狀態,以確保成型成型時 塑料所注入之適當容量,能維持至冷卻為止。
射出時間與保壓時間之長短,直接影響成品的 收縮率、殘留內應力、表面光澤及短射之結果
大綱
• 概述 • 成型三要素 • 成型加工四大要素 • 成型條件五要素 • 典型射出成型週期 • 射出機之組成 • 射出機之選擇
1
概述
• 對於成型之組成要素概略說明,成型周期 之各步驟介紹,在經由成型機的組成導入 成型機的選擇注意事項,最後介紹成型参 數,將成型參數分成四大部分一一說明, 最後提醒成型試模開始作業前之注意事項。
41
•注射速率
注塑參數
設定原則:1. 防止撐模或溢料 2. 防止注塑速度過快導致燒焦 3. 保證產品品質前提下,盡量高速填充縮短 週期 4. 設定時需考慮成品形狀、材料特性等因素
42
注塑參數
•保壓切換點
定義:射塑過程中,由射壓切換至保壓狀態時的特定位 置,該位置可由時間確定,亦可由位置決定。
24
射出機之選擇
6. 射出速率(Injection rate)
單位時間內所能射出原料的最大容量(cm3/sec) 常隨螺桿截面面積與螺桿速度的乘積而改變; 較精準的射出機配有獨立的注射速率控制系統, 分別控制每一段速率
25
射出成型機的成型參數
26
注塑參數
注射量 計量行程 餘料量 鬆退量 螺桿轉速 預塑背壓 注射壓力 保壓壓力 注射速率 注射位置 保壓切換點
3. 射出時間亦受料溫、模溫影響。
45
時間參數
•保壓時間
定義:射出後維持射出壓力的總時間。
作用:確保在澆口未被封住(gate-seal)之前,能使模腔 內之塑料維持被壓縮狀態,以確保成型成型時 塑料所注入之適當容量,能維持至冷卻為止。
射出時間與保壓時間之長短,直接影響成品的 收縮率、殘留內應力、表面光澤及短射之結果
大綱
• 概述 • 成型三要素 • 成型加工四大要素 • 成型條件五要素 • 典型射出成型週期 • 射出機之組成 • 射出機之選擇
1
概述
• 對於成型之組成要素概略說明,成型周期 之各步驟介紹,在經由成型機的組成導入 成型機的選擇注意事項,最後介紹成型参 數,將成型參數分成四大部分一一說明, 最後提醒成型試模開始作業前之注意事項。
注塑成型条件表 模具运水图
顶针顶出 : 开 模具顶出功能: 标记 处数
顶出次数: 次
备注
修订版号/描述
日期
修改
审核
批准
A0 A0
/ 接触压力 (bar) / /
共 1 页 第 1 页
/ /
注座进速2 注座退速1(%) 注座退速2
预塑停止 螺杆退回 (mm) (mm) ±5 / 停止(mm) / ±5 /
压力(KN) /
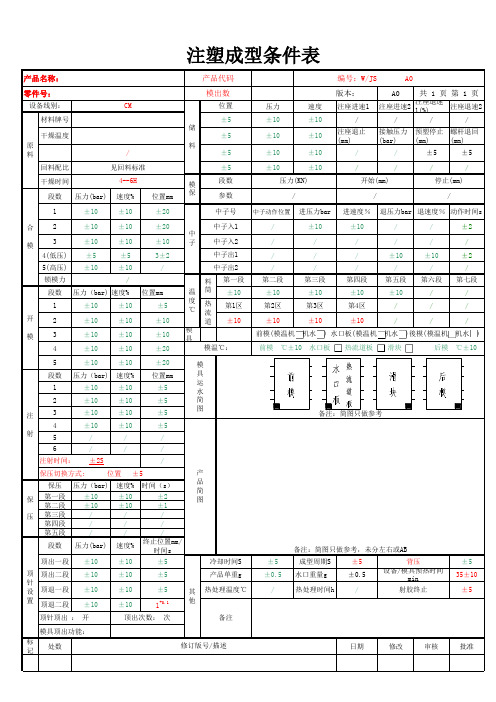
退压力bar 退速度% 动作时间s / / ±10 / 第五段 ±10 / / 机水 滑块 / / ±10 / 第六段 / / / )後模(模温机 后模 ±2 / ±2 / 第七段 / / / 机水 )
/ / / / 第二段 ±10 第2区 ±10 前模(模温机 前模 ℃±10
模具运水描述 模温℃:
水口板
℃±10
备注:简图只做参考
保 压
压力(bar) ±10 ±10 / / / 压力(bar) ±10 ±10 ±10 ±10
备注:简图只做参考,未分左右或AB 冷却时间S 产品单重g 热处理温度℃ ±5 ±0.5 / 成型周期S 水口重量g 热处理时间h ±5 ±0.5 / 背压 设备/模具预热时间min 射胶终止 ±5 35±10 ±5
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
常用塑料的注塑成型条件

2.料管温度150~180℃、射嘴150℃、第一段150℃、第二段140℃、第三段120℃、模温30~40℃、射出压力600~800kg/cm²、成形收缩率0.7~2%、干燥温度40~50℃、干燥时间2~4小时。
FR-PET
强化聚对苯二甲酸二乙酯
Polybutylene Terephthalate
1.UL长期耐热140℃,热变形温度达225℃。
LCPⅠ型
液晶高分子Ⅰ型
Liquid Crystal Polymer TypeⅠ
1.密度1.35~1.45g/cc,变形温度198~310℃,成型收缩率0.1~1.4%。
2.固化速度快、树脂温度390℃、模具温度120℃、射出压力400kg/cm²、射出速度快、成形时间短、预备干燥170℃、需时3小时、玻璃纤维强化85。
4.密度1.29~1.50g/cc,变形温度50~110℃,成型收缩率1.3~2.4%、比重1.3~1.6。
PC
聚碳酸酯树脂(聚醛酸酯、防弹胶)
Polycarbonate
1.射出压力大,管内温度过高或滞留时间久时,易起热分解、变色及降低物性,须注意模温以85℃~120℃为准。
2.对厚的成品尤其不易成型,因成品易生残留应力,会造成日后破裂,因此宜用粉末状的硅利康作离模剂,勿用液状离模剂。
Polybuzylene Terephthalate
1.熔胶筒温度宜控制在230~270℃,模温宜设定在40℃~90℃。
2.欲得光泽良好的表面时,宜升温,必要时需进行充分的预备干燥。所需射出压力约在500~1300kg/m²。
3.温度设定:射嘴250℃、前段245℃、中段235℃、后段230℃;螺杆转速80rpm、模具温度40~120℃、背压10kg、料管温度230~270℃、射出压力300~1000kg/cm²、干燥温度100~140℃、需时2~8小时。
FR-PET
强化聚对苯二甲酸二乙酯
Polybutylene Terephthalate
1.UL长期耐热140℃,热变形温度达225℃。
LCPⅠ型
液晶高分子Ⅰ型
Liquid Crystal Polymer TypeⅠ
1.密度1.35~1.45g/cc,变形温度198~310℃,成型收缩率0.1~1.4%。
2.固化速度快、树脂温度390℃、模具温度120℃、射出压力400kg/cm²、射出速度快、成形时间短、预备干燥170℃、需时3小时、玻璃纤维强化85。
4.密度1.29~1.50g/cc,变形温度50~110℃,成型收缩率1.3~2.4%、比重1.3~1.6。
PC
聚碳酸酯树脂(聚醛酸酯、防弹胶)
Polycarbonate
1.射出压力大,管内温度过高或滞留时间久时,易起热分解、变色及降低物性,须注意模温以85℃~120℃为准。
2.对厚的成品尤其不易成型,因成品易生残留应力,会造成日后破裂,因此宜用粉末状的硅利康作离模剂,勿用液状离模剂。
Polybuzylene Terephthalate
1.熔胶筒温度宜控制在230~270℃,模温宜设定在40℃~90℃。
2.欲得光泽良好的表面时,宜升温,必要时需进行充分的预备干燥。所需射出压力约在500~1300kg/m²。
3.温度设定:射嘴250℃、前段245℃、中段235℃、后段230℃;螺杆转速80rpm、模具温度40~120℃、背压10kg、料管温度230~270℃、射出压力300~1000kg/cm²、干燥温度100~140℃、需时2~8小时。
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
成型条件表

啤塑条件
参数
料筒第一段温度 (℃)
料筒第二段温度 (℃)
射胶压力(bar)/ 时间(S)
保压压力(bar)/ 时间(S)
射出总时间 (S)
合模合快压力 (bar)
合模低压压力 (bar)
合模高压压力 (bar)/时间(S)
开模开低压力 (bar)/时间(S)
背压调整
射出速度
校机员确认
备注 格式和内容,具体数据可以根据每小时07A
班别: 日班□ 订单编号
工模编号 用料
循环时间(S) 机号
时间 每小时生产数
累计
有限公司
夜班□
成型条件表
电线□ 其他□
日期:
产品型号
生产数量
啤件资料 线挡内模
烘料时间/温度
颜色
指标数
操作员
实际生产数
年月日
7:50~ 8:50~ 9:50~ 10:50~ 13:20~ 14:20~ 15:20~ 16:20~ 18:20~ 19:20~ 20:20~ 21:20~ 8:50 9:50 10:50 11:50 14:20 15:20 16:20 17:20 19:20 20:20 21:20 22:20
注塑成型条件.
25
6.射出速率(Injection rate)
单位时间内所能射出原料的最大容量(cm3/sec) 常随螺杆截面面积与螺杆速度的乘积而改变; 较精准的射出机配有独立的注射速率控制系统, 分别控制每一段速率
26
27
注塑参数
注射量 计量行程 余料量 松退量 螺杆转速 预塑背压 注射压力 保压压力 注射速率 注射位置 保压切换点
容易广范围调整
速度比较快
16
17
1. 已合模,注射螺杆开始前进 2. 注射螺杆将塑料注入模腔并予以填满 3. 模腔内塑料开始收缩,注射螺杆继续
二次射胶(保压阶段)
4. 塑件浇口凝固,二次射胶(保压)停止 5. 模具内塑料开始冷却,同时注射螺杆
2 1
鎖模 射膠 充填
3
保壓
使原料进加热筒熔融胶化
6. 螺杆退至定位,原料已完全胶化 7. 螺杆向后退一下,称为倒索、松退、
32
余料量
定义:螺杆注射完后,螺杆头部所留存的塑料料 作用:1.防止螺杆头部和喷嘴接触,发生机械破 。 损事故。 2.控制注射量的重复精度,达到稳定住宿 产品质量目的。
设定原則:1.余料量需适中,过大会造成余料过多, 形成压力损失及原料分解;过小则达不 到缓冲目的。 2.依产品/机台大小具体确定
19
20
1.锁模力(Clamping force)
锁模力(顿)=
模腔压力(psi) x模腔投影面积(in2)
2240
模腔投影面积=塑件及流道在模板上的投影面积
模腔内之压力难测,由经验推定通常在 3500psi~7000psi之间, 射出机说明书中的压力值通常远大于模腔压力, 这是因为压力损失的缘故
21
2.容模空间(Mold space)
成型条件表

2
se c
se
c
12
se c
7
se c
/
se c
28
se c
《开模
4段---3段---2段---1段
OP 30 45 40 EN
%
锁模》 3段---2段---1段
65 35 10
保护
15
MP %
CL
10 OS
E%
250 230 15 mm
120 35
1 mm
1
se c
锁模力设定
100
to n
开模完成位置 250 mm
注塑室成型条件基准表
文件编号 发行日期:
制作 检讨
张科业
1月14日
/
承认 /
注塑机型:
胶
注塑机号: 1号
料 名
称
胶
PC 透明
机种: GTX-75
名称: 数字/功能键(2#) 编 号
1225L
料
筒 温
NH
度
设 定
310
实 际
310
H3 H2 H1
315 310 275 ℃ 315 310 275 ℃
《射胶 6段---5段---4段---3段---2段---1段
60
95
80
IP %
烤料温度 120 ℃
烤料时间 4 H
保压 4段---3段---2段---1段
HP %
36Biblioteka 7055IV %se c
10 36 40 mm
计量完成位置 40 mm
保压切换位置 10 mm
射胶剩余位置 8 mm
回胶速度
20 %
倒索量
成型条件表

作 成: 冉瑞勇
日 期: 2012.9.4
确 认:
日 期: LSS-祥生011F1 表格版次:I
背 8
压 1 5
位置
周 期sec 全自动 半自动 品证意见: 40
倒
索 25
速度
10 sec 备 注:
18 sec
回针← 40 35 2 压力 速度
位置mm
工程意见: 15.97
螺杆位置mm
保压切换mm 残量位置mm
实际烤料温度
75.4 12 8.8 120
回料实际时间sec
保压切换时间sec 螺杆停止时间sec 退炮功能 有 无 sec
前模运水图:
75
实温
75
前模热水/机水
72
后模运水图:
90 72
66
实温
38
后模热水/冻水/机水
65
68 38
保
三级
压
二级 一级 70 5 5 压力 速度
时间SEC
射
六级
保压切换位置
胶
三级 二级 一级 120 70 压力 速度
五级
四级
120 3 19
射胶总时间 冷 却
12
位置mm
回料部分※ 回 料 40 70 顶针部分 顶针次数 1 时 间 →顶出 35 10 25 监视部分 速度 位置mm
℃
250
5# 13#
21#
℃
280
280
℃ ℃ ℃
6#
℃ ℃ ℃
7#
17#
10# 18#
11 19
12# 20#
14 22
15 23
℃ ℃
闭模 慢速 快速 20 50 150 顶针复位保护: 有 开模 开模停 慢速 15 10 350 锁模力设定 注射部分※ 150 无 快速 20 15 100 250 慢速 35 35 45 低速 25 20 4 抽芯感应: 有 快速 70 20 25 慢速 45 20 压力 速度 位置mm 高压 125 15 压力 速度 位置mm 无
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金型名 材料名 产品重 日 H4 期 H3 H2 H1 温 时
客户名 出模数 浇口重 机 材料干燥 度 间 注 射 参 数 台 射出时间 回运时间 残 量
担 当
确 认
批
准
sec sec mm
射保时间 ±2sec 冷却时间 ±2sec 成形周期 ±2sec 计量位置±3mm ← 1段
±5℃ ±5℃ ±5℃ ±5℃ ±5℃ ±5℃ ±5℃ 1段→2段→3段 保压设定 压力±10 速度 ±5 时间 ±1 型开设定 压力 % 实际模温 速度 % 位 置
成型机顶杆位置图 吊 环 x 顶杆顶出 行程开关 有□ x mm 无□
产品照片 担当
如有工艺改动,稳定生产4小时候记录。
注塑成型条件表
配布 料筒温度 设定值 实际值 公 差 回转设定 压力±10 速度±10 背压 ±5 空退压力 空退位置 模温设定 固定侧±5℃ 移动侧±5℃ 滑 块±5℃ 针阀浇口 热 流 道 机 械 手 气 辅 使用□ 不使用□ 使用□ 不使用□ 使用□ 不使用□ 使用□ 不使用□ 使用□ 不使用□ 使用□ 不使用□ 空退速度 回运延时 设定温度 组数 质保 成形 营技 NH3 NH2 NH1
干燥方式 射出设定 压力 速度 ±10 ±10
保压切换±3mm
3段←2段←1段
6段 ← 5段 ← 4段 ← 3段 ← 2段
位置±5mm 5段 ← 4段 ← 3段 ← 2段 ← 1段 EJ 前进 压力 % 速度 % 位 置 1段 → 2段 → 3段 → 低压 → 高压 EJ 后退 压力 % 速度 % 位 置 1 2 3 4 5 6 7 8 9 10 11 12 3段 ← 2段 ← 1段 1段 → 2段 → 3段
型闭设定 压力 % 速度 % 位 热流道温度设定 设定温度±5℃ 实 际 温 度 置
油压中子 时间延时器
油压中子设定 中子A进 /移动侧 中子A退 /移动侧 中子B进 /固定侧 中子B退
时间延时设定 DEL(sec) OPEN(sec) 模式 A/B 气辅设定 1 2 3 4 5 6(d1) (d1) 注意事项: 日期 工艺条件更改记录 更改内容(原因) 压力 时间 斜率 模具信息 定位圈 模具尺寸(高x宽x厚) 模具重 锁模力 KG T