五轴数控机床的空间误差建模与解耦补偿分析
五轴数控机床综合误差建模分析
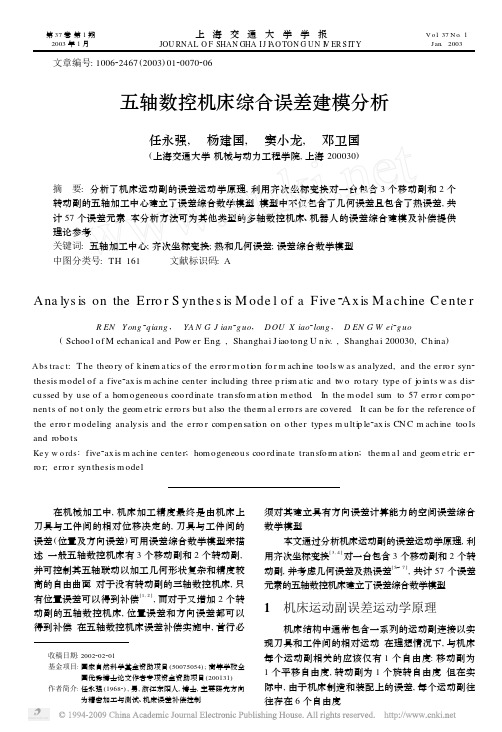
F ig. 5 F ive2ax is m ach in ing cen ter
2. 1 基坐标系的选择及坐标系统的设定
与工作台摆转的轴线重合, 并设在初始状态, 其 x
根据基坐标系方向的选择分析, 设定基坐标系 轴与基坐标系的 x 轴平行, y 轴与 x、z 轴构成笛卡
W 的第 1 轴与 X ′轴拖板移动副的参考轴平行; 设定 儿坐标系. 坐标系 C 的零点位于 O 2, O 2 为工作台面
第 1 期
任永强, 等: 五轴数控机床综合误差建模分析
71
1. 1 移动副误差运动学原理 如图 1 所示, 拖板沿着坐标系U 的 x 轴方向运
动时有 3 个平移运动误差分量, 即名义运动方向的 线 性 位 移 误 差 ∆x (x ) 及 y、z 方 向 的 直 线 度 误 差 ∆y (x )、∆z (x ) ; 还有 3 个转角运动误差分量, 即滚转 误差 Εx (x )、俯仰误差 Εy (x ) 和偏摆误差 Εz (x ). 其中, 下标 x , y , z 表示误差运动方向. 实际中, 因直线度 误差难以直接定义和测量, 通常用误差曲线的线性 拟合及其残差组合来描述, 拟合后的直线度误差参 考轴 (文中称为移动副参考轴) 在 xy 及 y z 坐标平面 的投影与 x 轴分别成一小角度 Ηzx 和 Ηyx , 如图 2 所 示. 其中, 下标 z、y 为直线度误差参考轴投影的旋转 运动方向, x 为拖板的名义运动方向, 并且将残差定 义为直线度误差∆y (x )、∆z (x ).
72
上 海 交 通 大 学 学 报
第 37 卷
差运动学原理分析可得 Ηxy = Ηzx = 0. (2) 选择基坐标系的第 2 轴 y 轴, 使其位于沿 y
五轴数控加工误差分析及补偿方法
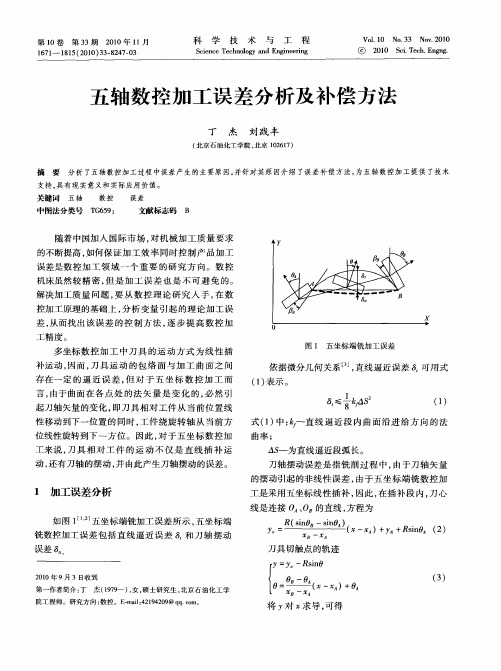
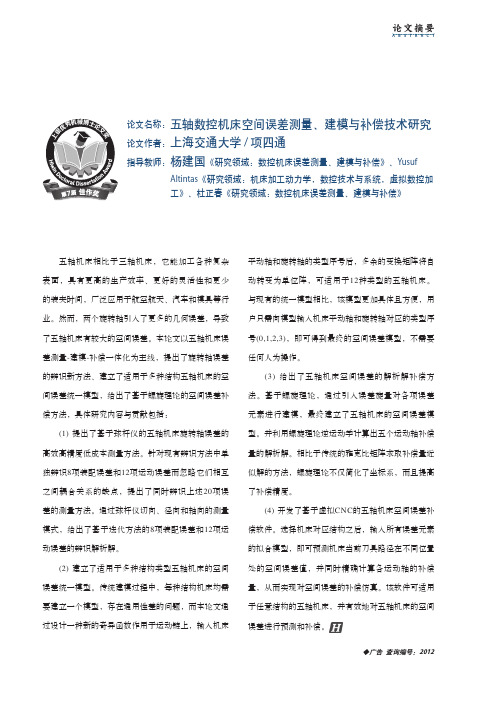
图 1 五 坐 标 端 铣 加 工 误 差
依 据 微分几 何关 系 ]直 线逼 近 误差 可用 式 ,
() 1 表示 。
6寺 s t J ≤
曲率 ;
△s J 一为直 线逼 近段 弧长 。
( 1 )
性 移动 到下一 位置 的 同时 , 工件 绕 旋 转 轴从 当前 方
位线 性旋 转到下 一 方 位 。 因此 , 于 五坐 标 数 控 加 对 工来 说 , 具 相 对 工 件 的运 动 不 仅 是 直 线 插 补 运 刀 动 , 有刀 轴 的摆 动 , 由此 产生 刀轴摆 动 的误差 。 还 并
式 ( ) :广 直 线 逼 近 段 内 曲面 沿 进 给 方 向 的 法 1中 I ] }
பைடு நூலகம்
刀轴 摆动误 差 是 指铣 削 过 程 中 , 由于刀 轴 矢 量 的摆 动引起 的非 线 性误 差 , 由于 五 坐 标端 铣数 控 加
1 加工误差分析
如图 1
误差 6
。
工 是采 用五 坐标 线性 插 补 , 因此 , 插 补段 内 , 心 在 刀
科
学
技
术
与
工
程
1 O卷
’ , ,:
XB — xA
一尺
。 。
( 4)
如图 2 刀具 切 触 点 偏 置 法 补偿 加 工 误 差 所
示, 将刀具 切 触点 沿 加工 表 面外 法 向矢 量移 动 到
XB — xA
y尺 ”f :
\XB 一
1i 2
,
( 5 )
⑥
2 1 SiT c. nn. 0 0 c eh E gg .
五轴 数 控 加 工误 差 分析 及 补 偿 方 法
五轴数控加工中系统误差的补偿
五轴数控加工中系统误差的补偿翻译文章来自Compensating for systematic errors in 5-axis NC machining391—403页E.L.J. Bohez[摘要] 在5轴加工中引入的误差高于机床的内在重复性。
它可以分析五轴加工中的系统误差和补偿,从而实现更高的性能。
一组系统误差在逆运动学方程可以直接补偿,另一组系统误差可以结合逆运动学关系中的全微分来补偿。
在闭环容积误差关系的基础上提出了一种如何补偿系统误差新的一般方法。
当前计算机辅助设计与制造和数控系统中,对五轴刀具路径生成的误差进行了详细的分析,提出了一种测量和补偿误差新的策略性方法。
[关键词]数控铣削;五轴;几何误差;误差补偿1引言五个自由度是工具工件定位中获得最大的灵活性的最低的要求,这意味着工具和工件可以在任何角度相对于彼此而面对。
为了使两个刚性机构在空间上彼此位置确定,需要6个自由度或者12个。
然而,在不改变相对方向的情况下,任何相同的旋转和平移可以允许减少6个自由度。
物体之间的距离是由工件路径决定的,并且允许我们消除额外的自由度,从而达到五自由度这个最低要求。
如果一个坐标系统固定在每五个物体上,并且这些物体在五轴机床都配备5个自由度,那么每个物体会有6个误差或者30个误差,这些误差是由于五个主体之间的相对距离引起的误差累加出来的。
五个刚体可以通过9个刚性条形图相互连接起来。
这些额外的潜在的自由度会导致多于9个的误差分量。
所以,从上述情况,可以看到在五轴机床有39个独立的误差分量或者在三轴机床有18个以上的误差分量。
在有关五轴机床的运动学知识的基础上将开发出一种新的一般误差模型。
对上述误差,在计算机辅助设计与计算机辅助制造系统和机器控制中的插值引起的额外误差分量必须加进去。
2著作审核的前期工作2.1误差模型Ramesh等人[1] 回顾了在机床误差补偿领域的当前研究状态,对误差的来源和消除误差的方法进行了重新评价,这次评价主要是集中在过去对误差的测量和补偿。
五轴数控机床回转中心的几何误差检测与补偿
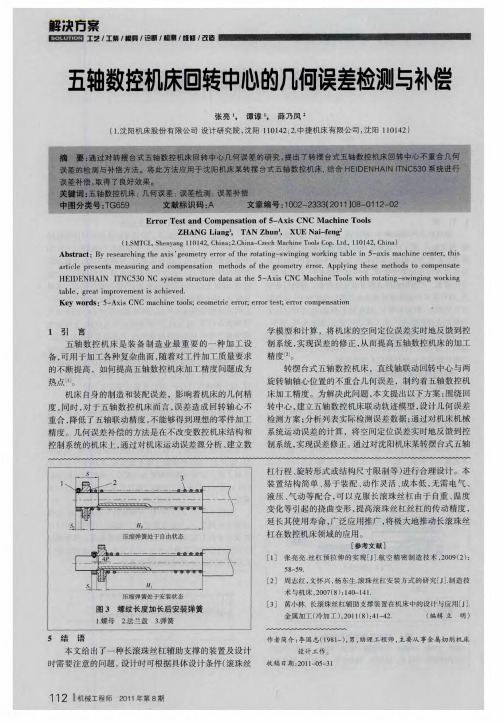
4 测量原 理
00 6 — .1 .1 00 5
O0 3 一 .0 .o Oo 3
以只考 虑直线轴联动 回转 中心与 c轴 回转 中心在 0m 1 0 30 6o O O 3 0 6。 y方向上误差 为例。如 图 2 所示 , 数控机床 、 、 y C轴 8 结 语 在 X Y平面内 , / 做大圆联动 , 通过千分表的变化来进行误 转摆台式五轴数控机床 中心不重合几何误差 ,需要 差分析。 图 3 如 所示 , y插 补 轨迹 与理 想 轨迹 之 间的误 建立误差综合模型 , 、 进行多次检测与补偿 , 才可达 到理想 差是 由于直线轴联动 回转 中心 D 与 c轴 回转中心 0在 的几何精度 , : 以提高机床加工精度 。
解决方案
工艺 , 工装 , 骥真 , 诠断 , 姬焉 , 维俺 , 改造 墨臣墨圆
数控机床进行实例研究 , 验证此方法有效 。
2 转摆 台式 五轴 数 控机 床 结构 建模 如图 1 所示 为 转摆 台
5 误 差 补 偿 参 数 算
法 描述
以只 考 虑 直 线 轴
式 五轴 数控 机 床结 构 示 联动回转中心 0 与 C 意图。 直线轴 、 、 l Z联动 轴 回转 中心 0在 、 , y
最小 , 成为了提高五轴机床联动精度的必要手段。
3 几 何误 差 检测 方 法设 计
ak cs =・ O o
() 2
6 HE D N A N I NC 3 数 控 系统 结构 参数 修正 IE H I T 50
() 1检测球头检棒长度补偿值 , 半径补偿值 ;
( ) 量 A 轴 回转 中心 与 C轴 回转 中心 在 y方 向上 2测
回 转 中 心 矢 量 位 置 由加 工 中 心 数 控 系 统 按 照 加
五轴数控机床旋转轴转角定位误差建模及补偿

五轴数控机床旋转轴转角定位误差建模及补偿黄奕乔,冯文龙,沈牧文,杨建国(上海交通大学机械与动力工程学院,上海 200240)摘要:为了提高五轴数控机床加工精度,减小旋转轴转角定位误差,提出了基于三次样条插值的转角定位误差数学模型,研发了基于数控系统外部坐标原点偏移功能和以太网通讯的误差实时补偿系统。
对测量所得的转角定位误差进行三次样条插值建模,得到误差数学模型,应用该误差模型和自主研发的误差实时补偿系统,对VMC0656型双转台五轴数控机床实施转角定位误差补偿。
补偿结果表明所提出的模型具有拟合精度高、计算简便直观、补偿效果好等优点,可以有效地提高五轴数控机床旋转轴转角定位精度。
关键词:五轴数控机床;旋转轴;定位误差;实时补偿;样条插值1 引言随着现代制造业的不断发展,对具有复杂几何形状的高精度机械零件的需求量大幅增加。
由于五轴数控机床具有可加工各种曲面、装夹简便、生产高效、灵活性强等特点,越来越多的五轴数控机床被应用于模具制造、航空部件制造等领域。
然而,五轴数控机床的结构复杂,刚度较低,精度低于传统的三轴机床[1]。
目前,五轴数控机床平动轴的定位误差已经被广泛研究[2]。
ISO 230-3和ISO 1079-10给出了标准的旋转轴变形测量与辨识方法。
常见的旋转轴误差直接检测法有激光干涉仪测量转角定位误差;常见的联动检测方法有球杆仪法[3]、平面光栅法[4]和R-test装置法[5]。
旋转轴的各项误差元素中,转角定位误差对加工精度的影响最大[6]。
针对旋转轴除转角定位误差之外的与位置相关误差,文献[7]提出了相应的数学模型并补偿,但转角定位误差建模与补偿问题并未涉及。
对旋转轴转角定位误差进行测量,对测量所得的误差值,运用插值节点自适应选择的三次样条插值进行建模,该模型具有拟合精度高、计算简便直观的优点。
建立基于数控系统外部坐标原点偏置功能和以太网通讯的误差实时补偿系统,在VMC0656型五轴数控机床上进行补偿实验,验证了模型的正确性和有效性,机床的转角定位精度得到明显提升。
五轴联动机床的误差补偿与优化研究
化趋势的工作可以重复进行,以获取更多数据。通过 以上检测步骤,可得修正后的机床结构参数如表2
所示。
表2修正的机床结构参数
参数
a
参数值
说明
qb一口.+42qb—g-
A、B旋转中心在笛K尔坐标系下z 方向的距离
A、B旋转中心在笛卡尔坐标系下工
b
b+Pb=Pb
方向的距离
A、B旋转中心在笛卡尔坐标系下y
C
c+P-2P-
,。一
2(1一cos p)
’
(【11,)
f.再次回复机床零点位置,进行千分表校零;
g.只摆动机床B轴至某一角度,记录千分表的变 化值和变化趋势;
h.代人式(2)计算误差值:
Xl(1一COS口)一Zl sin 0
,“一
2(1一cos口)
’
qb2—=丛—等1万羔j忑茅而业一 (‘2z,)
在上述过程中,摆动角度记录千分表变化值和变
利用上述得到的误差检测与计算方法,可以得到 如图7、图8所示的实验结果。不难发现,经过优化之
赢,忝r 后,实际的运动精度得到了大幅度的改善。
图7 A轴实验结果
y
v
补馑懒!ldiv.:2坤
补偿后:ldiv.:2脚
Z飘,Z疆r
图8 B轴实验结果
2 同步龙门轴的调整
同步龙门轴可驱动较大的负载,也可能应用于五 轴联动机床,因此有必要对同步龙门轴的调整进行讨 论。同步龙门轴的结构如图9所示,机床X方向由两 个轴X。和五组成,Z方向由z,和z2组成。系统共 有六个轴,两个龙门轴组。
验结果表明了所述方法的有效性。
关键词:五轴联动机床;误差补偿;优化
中图分类号:THl61.5
文献标识码:B
五轴数控机床空间误差测量、建模与补偿技术研究
平动轴和旋转轴的类型序号后,多余的变换矩阵将自 动转变为单位阵,可适用于12种类型的五轴机床。 与现有的统一模型相比,该模型更加具体且方便,用 户只需向模型输入机床平动轴和旋转轴对应的类型序 号(0,1,2,3),即可得到最终的空间误差模型,不需要 任何人为操作。
五轴机床相比于三轴机床,它能加工各种复杂 表面,具有更高的生产效率、更好的灵活性和更少 的装夹时间,广泛应用于航空航天、汽车和模具等行 业。然而,两个旋转轴引入了更多的几何误差,导致 了五轴机床有较大的空间误差。本论文以五轴机床误 差测量-建模-补偿一体化为主线,提出了旋转轴误差 的辨识新方法、建立了适用于多种结构五轴机床的空 间误差统一模型,给出了基于螺旋理论的空间误差补 偿方法,具体研究内容与贡献包括:
◆广告 查询编号:2012
(3) 给出了五轴机床空间误差的解析解补偿方 法。基于螺旋理论,通过引入误差旋量对各项误差 元素进行建模,最终建立了五轴机床的空间误差模 型。并利用螺旋理论逆运动学计算出五个运动轴补偿 量的解析解。相比于传统的雅克比矩阵求取补偿量近 似解的方法,螺旋理论不仅简化了坐标系,而且提高 了补偿精度。
(4) 开发了基于虚拟CNC的五轴机床空间误差补 偿软件。选择机床对应结构之后,输入所有误差元素 的拟合模型,即可预测机床当前刀具路径在不同位置 处的空间误差值,并同时精确计算各运动轴的补偿 量,从而实现对空间误差的补偿仿真。该软件可适用 于任意结构的五轴机床,并有效地对五轴机床的空间 误差进行预测和补偿。
(1) 提出了基于球杆仪的五轴机床旋转轴误差的 高效高精度低成本测量方法。针对现有辨识方法中单 独辨识8项装配误差和12项运动误差而忽略它们相互 之间耦合关系的缺点,提出了同时辨识上述20项误 差的测量方法。通过球杆仪切向、径向和轴向的测量 模式,给出了基于迭代方法的8项装配误差和12项运 动误差的辨识解析解。
双转台五轴数控机床热误差建模_检测及补偿实验研究

双转台五轴数控机床热误差建模 、检测及补偿实验研究 ———王秀山 杨建国 余永昌等
丝杠处的 2 号传感器 、Y 轴溜板上端面靠近丝杠 处的 24 号传感器 、Z 轴溜板上端面靠近丝杠处的 21 号传感器的温度数据和机床热误差间存在最 大的相关性 ,如表 2 所示 。而且这 4 个传感器也分 布在机床的主要发热区 。因此选取 2 、15 、21 、24 号 传感器的所在位置为最优敏感热源点 。
回归方程 :
yi = a0 + a1 x i,1 + a2 x i,2ቤተ መጻሕፍቲ ባይዱ+ … + an x i, n
(2)
式中 , a0 、a1 、…、an 为待估计的参数 。
令
n
∑ M =
[ yi - ( a0 + a1 x i,1 + a2 x i,2 + … + an x i , n) ]2
i =1
(3)
并用最小二乘的方法求解方程 , 获得相应的方程 系数 ,即令
结合的方法求得 ,最常用的方法是相关分析法 。相
关分析是数理统计学最常用的数据分析方法之
一 ,用来描述两个变量 (离散点) 之间相互关联程 度 , 常用相关系数ρX , Y 表示 X 与 Y 的关联程度[8 ] :
ρX , Y =
Cov ( X , Y) D( X) · D( X)
(1)
本文中各温度测点的数据和热误差间的相关
系数通过编程由 MA TL AB 求得 。对 1 ~ 24 号传
感器的采样数据和热误差作相关分析 , 得到相应
的相关系数 ,24 个温度传感器读数θ与 X 、Y 、Z 方向 的误差数据间的平均相关系数ρθ, X = 01732 047 , ρθ, Y = 01745 667 ,ρθ, Z = 01721 504。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
万方数据
万方数据
万方数据
五轴数控机床的空间误差建模与解耦补偿分析
作者:要小鹏, 殷国富, 方辉, 程锦, 李光明, Yao Xiaopeng, Yin Guofu, Fang Hui, Cheng Jin,Li Guangming
作者单位:要小鹏,李光明,Yao Xiaopeng,Li Guangming(四川大学制造科学与工程学院 成都610065;西南科技大学制造科学与工程学院 绵阳621010), 殷国富,方辉,Yin Guofu,Fang Hui(四川大学制造科学与工程学院 成
都610065), 程锦,Cheng Jin(浙江大学流体传动及控制国家重点实验室 杭州310027)
刊名:
高技术通讯
英文刊名:Chinese High Technology Letters
年,卷(期):2011,21(10)
被引用次数:1次
1.Lin Y.Shen Y Modeling of five-axis machine tool metrology models using the matrix summation approach[外文期刊] 2003(04)
2.杨建国数控机床误差综合补偿技术及应用[学位论文] 1998
3.She C H.Chang C C Development of a five-axis postprocessor system with a nutating head[外文期刊] 2007(12)
4.任永强.杨建国五轴数控机床综合误差补偿解耦研究[期刊论文]-机械工程学报 2004(02)
5.Bjorklund S.Bjurstam P.Novak A Compensation of systematic errors in five-axis high-speed machining[外文期刊]
2002(15)
6.栗时平.李圣怡五轴数控机床综合空间误差的多体系统运动学建模[期刊论文]-组合机床与自动化加工技术 2003(05)
7.李圣怡.戴一帆精密和超精密机床精度建模技术 2007
8.Bohez Erik L J.Ariyajunya B.Sinlapeecheewa C Systematic geometric rigid body error identification of 5-axis milling machines[外文期刊] 2007(04)
9.Ulutan zoglu I.Dinc C Three-dimensional temperature predictions in machining processes using finite
difference method[外文期刊] 2009(02)
10.孟翔宇五轴数控机床几何误差建模与测量技术[学位论文] 2008
11.Hsu Y Y.Wang S S A new compensation method for geometry errors of five-axis machine tools[外文期刊] 2007(02)
12.Makhanov S Optimization and correction of the tool path of the five-axis milling machine part 1:spatial optimization 2007(5-6)
13.Makhanov S Optimization and correction of the tool path of the five-axis milling machine part 2:rotations and setup 2007(5-6)
14.Wang S M.Lui Y L.Kang Y An efficient error compensation system for CNC multiaxis machines 2002(11)
15.Lei W T.Hsu Y Y Accuracy enhancement of five-axis CNC machines through real-time error compensations[外文期刊] 2003(09)
1.要小鹏.殷国富.方辉五轴机床误差建模与补偿解析新算法[期刊论文]-四川大学学报(工程科学版) 2013(5)
本文链接:/Periodical_gjstx98201110014.aspx。