电焊机型号说明及分类
电焊机品种很多

电焊机品种很多:(1)交流手工弧焊机、(2)氩弧焊机(3)直流焊机(4)二氧化碳保护焊机(5)埋弧焊机(6)对焊机(7)点焊机(8)高频直逢焊机(9)滚焊机(10)铝焊机(11)闪光压焊机。
(12)激光焊机(1)交流手工弧焊机:主要焊接2.5MM上以钢板(2)氩弧焊机:焊接2MM以下的合金钢(3)直流焊机:焊接生铁和有色金属(4)二氧化碳保护焊机:焊2.5MM以下的薄材料(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主(7)点焊机:以点击方式将二块钢板焊接(8)高频直逢焊机:以焊接管子直逢如水管等为主) (9)滚焊机:以滚动形式焊接罐底等(10)铝焊机:专门焊接铝材(11)闪光压焊机:以焊铜铝接头等材料(12)激光焊机:可以焊接三极管内部接线。
1、气焊工艺(1)焊丝和焊剂气焊所用的焊丝是没有药皮的金属丝;其成分与工件基本相同,原则上要求焊缝与工件达到相等的强度。
焊接合金钢、铸铁和有色金属时,熔池中容易产生高熔点的稳定氧化物,如Cr2O3、Si O2和Al2O3等,使焊缝中夹渣。
故在焊接时,使用适当的焊剂,可与这类氧化物结成低熔点的熔渣,以利浮出熔池。
因为金属氧化物多呈碱性,所以一般都用酸性焊剂,如硼砂、硼酸等。
焊铸铁时,往往有较多的SiO2出现,因此通常又会采用碱性焊剂,如碳酸钠和碳酸钾等。
使用时,通常用焊丝蘸在端部送入熔池。
焊接低碳钢时,只要接头表面干净,不必使用焊剂。
手工电弧焊使用各种各样的方法保护焊接熔池,防止和大气接触。
热能由电弧提供。
和MIG焊一样,电极为自耗电极。
金属电极外由矿物质熔剂包覆,熔剂熔化时形成焊渣(药皮)盖住焊接熔池。
包覆的熔剂释放出气体保护焊接熔池,含有合金元素用来补偿合金熔池的合金损失。
有些情况下,包覆的熔剂内含有所有合金元素,中部的焊条仅是碳钢。
然而,在采用这些类型的焊条时,需要特别小心,因为所有飞溅都具有软钢性质,在使用过程中焊缝会锈蚀。
焊条电弧焊机的种类和主要技术参数
焊条电弧焊机的种类和主要技术参数1. 引言焊接是一种常见的金属连接技术,而焊条电弧焊机是常用的焊接设备之一。
本文将探讨焊条电弧焊机的种类和主要技术参数,以帮助读者更好地了解和选择适合自己需求的设备。
2. 焊条电弧焊机的种类焊条电弧焊机可以根据其工作原理和结构特点分为以下几种类型:2.1 手持式焊条电弧焊机手持式焊条电弧焊机是最常见的一种类型。
它具有体积小、重量轻、携带方便等特点,适用于小型焊接作业和维修工作。
手持式焊条电弧焊机通常采用交流供电,输出电流范围较窄。
2.2 半自动焊条电弧焊机半自动焊条电弧焊机是一种适用于大批量焊接作业的设备。
它可以实现焊接过程的自动化,提高焊接效率和质量。
半自动焊条电弧焊机通常采用直流供电,输出电流范围较宽。
2.3 气体保护焊条电弧焊机气体保护焊条电弧焊机是一种适用于焊接不锈钢、铝合金等特殊材料的设备。
它通过在焊接过程中喷射保护气体,防止熔池氧化和污染,提高焊接质量。
气体保护焊条电弧焊机通常采用直流供电。
3. 焊条电弧焊机的主要技术参数选择合适的焊条电弧焊机需要了解其主要技术参数,下面将介绍几个常见的参数:3.1 额定电流额定电流是焊条电弧焊机的最大输出电流。
根据焊接作业的需要,选择适当的额定电流非常重要。
过小的额定电流可能导致焊接质量不理想,而过大的额定电流可能导致设备过载。
3.2 电压范围电压范围是焊条电弧焊机的工作电压范围。
根据不同的焊接需求,选择适当的电压范围可以确保焊接稳定性和质量。
较宽的电压范围可以提供更大的适应性。
3.3 电极直径范围电极直径范围是焊条电弧焊机适用的电极直径范围。
不同直径的电极适用于不同的焊接作业,选择合适的电极直径范围可以确保焊接质量和效率。
3.4 工作周期工作周期是焊条电弧焊机的工作时间和休息时间的比例。
较长的工作周期可以提高焊接效率,但也需要注意设备的散热问题。
根据具体需求选择合适的工作周期非常重要。
4. 总结本文介绍了焊条电弧焊机的种类和主要技术参数。
电焊机型号
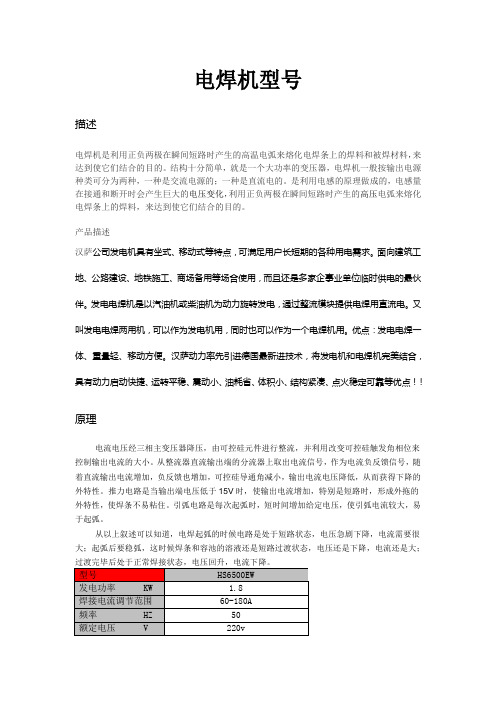
电焊机型号
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流。
ZX 中的Z表示直流。
X表示降特性,另外有P表示平特性。
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)。
三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲。
WS功能:手工焊(MMA),钨极。
TIG功能:钨极。
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-300,ZX7-315,BX1- 500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
汉萨品牌不同焊机的使用对象区别
(1)交流手工弧焊机:主要焊接2.5MM上以钢板。
(2)氩弧焊机:焊接2MM以下的合金钢。
(3)直流焊机:焊接生(汉萨)铁和有色金属。
(4)二氧化碳保护焊机:焊2.5MM以下的薄材料。
(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主。
(7)点焊机:以点击方式将二块钢板焊接。
(8)高频直逢焊机:以焊接管子直逢如水管等为主)。
(9)滚焊机:以滚动形式焊接罐底等。
(10)铝焊机:专门焊接铝材。
(11)闪光压焊机:以焊铜铝接头等材料。
(12)激光焊机:可以焊接三极管内部接线。
[电焊机型号]电焊机型号的代表字母(符号)
![[电焊机型号]电焊机型号的代表字母(符号)](https://img.taocdn.com/s3/m/13ffa501af1ffc4fff47ac37.png)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
焊机种类及特点
焊机种类及特点
焊机是一种用于焊接金属的设备,它可以将两个或多个金属部件连接在一起。
根据不同的焊接方式和应用场景,焊机可以分为多种类型,下面将介绍几种常见的焊机及其特点。
1. 电弧焊机
电弧焊机是一种常见的焊接设备,它使用电弧将两个金属部件连接在一起。
电弧焊机的特点是焊接速度快,焊接效果好,适用于焊接各种金属材料。
但是,电弧焊机需要使用电源,且操作较为复杂,需要一定的技术水平。
2. 气体保护焊机
气体保护焊机是一种利用惰性气体保护焊接的设备,它可以在焊接过程中保护焊接区域不受氧化和污染。
气体保护焊机的特点是焊接质量高,焊接速度快,适用于焊接高强度、高精度的金属部件。
但是,气体保护焊机需要使用惰性气体,成本较高。
3. 点焊机
点焊机是一种利用电流将两个金属部件连接在一起的设备,它可以在焊接过程中产生高温,使金属部件熔化并连接在一起。
点焊机的特点是焊接速度快,焊接效果好,适用于焊接薄板金属部件。
但是,点焊机只能焊接薄板金属部件,不适用于焊接厚板金属部件。
4. 激光焊机
激光焊机是一种利用激光束将两个金属部件连接在一起的设备,它可以在焊接过程中产生高温,使金属部件熔化并连接在一起。
激光焊机的特点是焊接速度快,焊接效果好,适用于焊接高强度、高精度的金属部件。
但是,激光焊机需要使用激光器,成本较高。
不同类型的焊机各有特点,选择适合自己的焊机可以提高焊接效率和质量。
在选择焊机时,需要考虑焊接材料、焊接厚度、焊接质量等因素,以便选择最合适的焊机。
电焊机的铭牌及标识介绍
电焊机铭牌及标识介绍1.1电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要介绍如下。
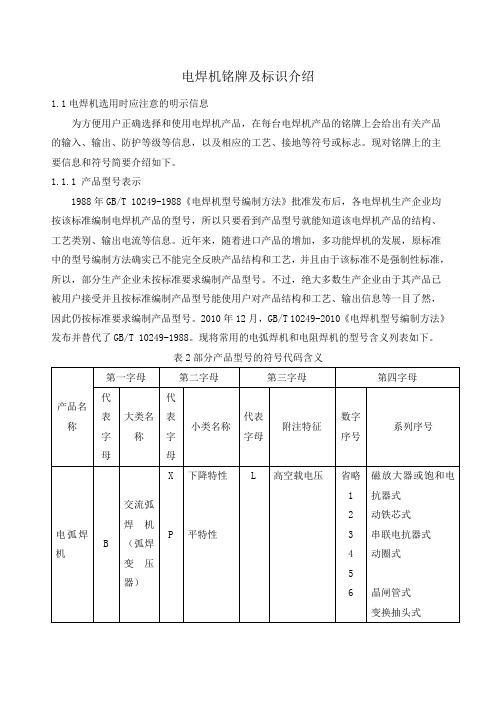
1.1.1 产品型号表示1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表2部分产品型号的符号代码含义表2部分产品型号的符号代码含义(续)1.1.2接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导体接线端(俗称接地端),并标有图示符号“”。
在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。
电焊机的铭牌及标识介绍
电焊机铭牌及标识介绍1.1电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要介绍如下。
1.1.1 产品型号表示1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表2部分产品型号的符号代码含义表2部分产品型号的符号代码含义(续)1.1.2接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导体接线端(俗称接地端),并标有图示符号“”。
在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。
焊条电弧焊机的种类和主要技术参数

焊条电弧焊机的种类和主要技术参数焊条电弧焊机是一种常用的焊接设备,广泛应用于制造业、建筑业和维修行业等领域。
它由电源、焊条供给装置和电弧焊枪等组成,通过产生高温电弧将焊条和工件熔化并连接起来。
根据不同的应用需求和焊接材料,焊条电弧焊机有多种类型和主要技术参数。
一、焊条电弧焊机的种类1. 直流手持焊机:直流手持焊机是一种简单、易于操作的焊接设备,广泛应用于家庭维修和小型制造业。
它具有体积小、重量轻、便于携带的特点,适用于焊接各种金属材料。
2. 直流工业焊机:直流工业焊机是一种用于大型制造业的焊接设备,具有高功率、高效率的特点。
它适用于焊接厚板、重型结构和高强度材料,能够提供稳定的焊接电流和电弧弧稳定性。
3. 交直流手持焊机:交直流手持焊机是一种具有多功能的焊接设备,可实现直流焊接和交流焊接两种工艺。
它适用于各种焊接材料和焊接位置,具有焊接速度快、焊缝质量高的优点。
4. 逆变焊机:逆变焊机是一种采用逆变技术的新型焊接设备,具有体积小、重量轻、功率密度高的特点。
它能够提供稳定的焊接电流,并具有能量调节和电弧稳定性控制等功能,适用于高要求的焊接作业。
二、焊条电弧焊机的主要技术参数1. 额定输入电压:焊条电弧焊机的额定输入电压通常为220V或380V,根据不同的工作环境和电网要求选择合适的电压。
2. 额定输入功率:焊条电弧焊机的额定输入功率是指设备在正常工作状态下所消耗的电功率。
一般来说,额定输入功率越大,焊接能力越强。
3. 额定焊接电流:额定焊接电流是焊条电弧焊机能够提供的最大焊接电流。
根据不同的焊接要求和焊接材料选择合适的额定焊接电流。
4. 电弧稳定性:焊条电弧焊机的电弧稳定性是指设备在焊接过程中,电弧是否能够保持稳定。
好的电弧稳定性能够提高焊接质量和效率。
5. 焊接电流调节范围:焊条电弧焊机的焊接电流调节范围是指设备能够调节的最小和最大焊接电流。
较大的调节范围能够满足不同焊接要求。
6. 重复率:焊条电弧焊机的重复率是指设备在连续工作中,能够保持稳定的焊接电流和电弧弧稳定性的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊机型号说明及分类
电焊机型号说明:
一、BX1,BX2,BX3,BX4,……
其中1234表示变压器形式
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流
ZX 中的Z表示直流
X表示降特性,另外有P表示平特性
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)
另外有型号为NB的
三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲
WS功能:手工焊(MMA),钨极
TIG功能:钨极
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-125,ZX7-160,BX1-500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
电焊机分类
1、交流电焊机BX1、BX3、BX6等等,有250A-630A不等
1)BXI 动铁交流焊机
2)BX6开关交流焊机
3)BX3动包交流焊机
2、可控硅WS或TIG系列,如WS-250A、TIG-200
3、可控硅交直流氩弧焊机,WSE系列,如WSE-400A
4、IGBT逆变直流氩弧焊机型号各个厂家都不一样
5、IGBT逆变交直流氩弧焊机型号各个厂家都不一样
6、空气等离子切割机
7、逆变直流电焊机
1)ZX1动铁直流焊机
2)ZX6开关直流焊机
3)ZXE交直两用焊机
4)ZX5硅整流弧焊机
5)ZX7逆变直流弧焊机。