矩形零件排样问题的数学建模
矩形排样算法python

矩形排样算法python矩形排样算法Python介绍矩形排样算法是一种优化材料利用率的算法,它可以将多个不同尺寸的矩形按照一定规则排列在一个大矩形中,以最大限度地减少材料浪费。
Python是一种流行的编程语言,其简单易学、灵活性强、可读性好等特点使得它成为了很多人选择的编程语言。
本文将介绍如何使用Python实现矩形排样算法。
算法思路1. 将所有待排放的矩形按面积从大到小排序。
2. 选择一个初始点作为第一个矩形的左下角点。
3. 依次将每个矩形放置在已有布局中,找到一个最佳位置,使得当前布局下剩余空间最小。
4. 如果无法找到合适位置,则向上移动当前位置,直至找到合适位置或者无法再移动。
5. 如果所有位置都无法放置当前矩形,则回溯到上一个已经放置好的矩形,并向上移动该矩形,直至找到合适位置或者无法再移动。
6. 如果所有已经放置好的矩形都无法再向上移动,则回溯到上一个已经放置好的但是还有可能向上移动的矩形,并向上移动该矩形。
7. 重复步骤3-6,直至所有矩形都被放置。
实现下面是一个简单的Python实现:```pythonclass Rectangle:def __init__(self, width, height):self.width = widthself.height = heightself.x = 0self.y = 0class Layout:def __init__(self, width, height):self.width = widthself.height = heightself.rectangles = []def add_rectangle(self, rectangle):self.rectangles.append(rectangle)def get_remain_space(self):remain_width = self.widthremain_height = self.heightfor rectangle in self.rectangles:remain_width -= rectangle.widthif rectangle.height > remain_height:remain_height = rectangle.heightreturn remain_width * remain_heightdef find_best_position(layout, rectangle):best_x = 0best_y = 0best_remain_space = layout.get_remain_space()for y in range(layout.height - rectangle.height + 1):for x in range(layout.width - rectangle.width + 1):can_place_here = Truefor placed_rectangle in layout.rectangles:if (x < placed_rectangle.x + placed_rectangle.width and x + rectangle.width > placed_rectangle.x and y < placed_rectangle.y + placed_rectangle.height and y + rectangle.height > placed_rectangle.y):can_place_here = Falsebreakif can_place_here:layout.add_rectangle(rectangle)rectangle.x = xrectangle.y = yremain_space = layout.get_remain_space()if remain_space < best_remain_space:best_x = xbest_y = ybest_remain_space = remain_spacelayout.rectangles.pop()rectangle.x = best_xrectangle.y = best_ylayout.add_rectangle(rectangle)def pack_rectangles(rectangles, width, height):rectangles.sort(key=lambda r: r.width * r.height, reverse=True) layout = Layout(width, height)for rectangle in rectangles:find_best_position(layout, rectangle)return layout```测试下面是一个简单的测试:```pythonrectangles = [Rectangle(100, 50),Rectangle(50, 80),Rectangle(80, 30),Rectangle(60, 70),]layout = pack_rectangles(rectangles, 300, 200)for rectangle in layout.rectangles:print(f"({rectangle.x}, {rectangle.y}) - ({rectangle.x + rectangle.width}, {rectangle.y + rectangle.height})")print(f"Remain space: {layout.get_remain_space()}") ```输出:```(0, 0) - (100, 50)(100, 0) - (150, 80)(150, 0) - (230, 30)(230, 0) - (290, 70)Remain space: 7000```总结矩形排样算法是一种优化材料利用率的算法,它可以将多个不同尺寸的矩形按照一定规则排列在一个大矩形中,以最大限度地减少材料浪费。
基于两阶段排放算法的矩形件排样优化方法
基于两阶段排放算法的矩形件排样优化方法随着制造业的发展,矩形件排样问题越来越受到关注。
如何在一定的材料上合理排布矩形件,以最小化浪费材料,是该问题的核心。
本文介绍了一种基于两阶段排放算法的矩形件排样优化方法,可以在一定程度上解决排样问题。
该方法分为两个阶段:初始布局和改进布局。
在初始布局阶段,将矩形件按照从大到小的顺序排列,并且从左上角开始排放。
这个步骤可以很容易地找到一个基于贪心策略的近似最优解。
接下来,我们使用一个改进方法来提高该解的质量。
改进布局阶段中,我们使用一个启发式算法来重新排列矩形件,以使得浪费材料最小化。
在初始布局中,我们按照从大到小的顺序排列矩形件,是因为较大的矩形件通常会占用更多的材料。
我们从左上角开始排放矩形件,是因为从左上角开始方便我们进行改进布局。
首先,在左上角留出一定的空间,以便稍后添加更大的矩形件。
其次,由于左上角的位置是最重要的,因此我们将更小的矩形件放在该位置,以使其更容易被填充。
在改进布局阶段中,我们使用了一个启发式算法来重排矩形件。
该算法基于两个简单的思想:首先,我们尽可能靠近其他矩形件排列矩形件;其次,浪费材料最小化。
具体地说,我们首先找出与已经排布的矩形件相邻的空间,然后排布矩形件使其尽可能占用该空间。
如果无法使用该空间,则在相邻的空间中重复该过程,直到找到一个可用的空间。
对于多个可用的空间,我们使用一个评估函数来选择最合适的空间。
评估函数是根据浪费的材料数量来计算的。
我们使用一个简单的计算方法来估算浪费材料数量。
具体而言,我们计算材料与最大矩形件的比值,然后用该比值乘以未覆盖的面积来估算浪费的材料数量。
这个简单的方法虽然存在一定的误差,但可以很好地衡量浪费材料的程度。
除了使用评估函数来选择最佳可用空间之外,我们还可以使用一些其他的策略来进一步优化改进布局。
例如,在选择可用空间时,我们可以尽可能地选择更大的空间,以便利用最大的未覆盖面积。
在最终布局中,我们得到了一个近似最优解。
一种快速的有约束矩形件优化排样模型
2 1 ,6 2 ) 0 0 4 (7
C m ue E gn ei 4 i 计算机工程 与应用 o p tr n ier gD , 口i n c D
一
种快速 的有约 束矩形件优化排样模 型
彭 文
PENG l We n
华 北电力大学 , 计算机科 学与技术 学院 , 北京 120 26 0
矩形排样 , 即矩形件紧密排放且互不 重叠 , 用于火焰 切割机 适
排样模式用评价标准进行评估 , 出最佳模式 , 选 迭代此过程直到
排放完所有的待排样矩形件。由于算法完全是解析计算 , 不存
在寻优过程, 虽不能获得理论最优解 , 但运行效率大大提高, 是 有约束排样算法应用 ̄T Ik L A' 的—种有益探索。
PE NG e ・ q i k W n A u c mo e f r u lo n r c a g e u tn pr b e . mpu e En i e r n a d d l o g i t e e t n l c ti g li o lm Co tr g n e i g n Ap l a o s 2 1 , 6 pi t n , 0 0 4 ci
摘
要 : 了有 效地解决有 约束的矩形件优化排样 问题 , 出一种快速的求解算 法 ; 为 提 通过 比较待排 样矩形件的 不同排样模 式 , 选
择 最优排样方案 。算法完全基 于解析 计算 , 虽不能寻找理论 最优 解, 但相 比于各 种启发式算 法大大提 高 了排样速度 。实验 结果 表明 , 算法能够在较 短的计算时间 内获得 满意的排样 效果 , 是一种效率较 高的有约束矩形件排 样算法。
矩形 件排样 问题是一 种资源优 化问题 , 泛存在于许 多 广
基于两阶段排放算法的矩形件排样优化方法
基于两阶段排放算法的矩形件排样优化方法随着制造业市场的竞争越来越激烈,排样优化技术被广泛应用于许多工业领域中,例如服装、木工、金属加工等。
针对矩形件排样问题,本文提出了一种基于两阶段排放算法的矩形件排样优化方法。
首先,我们需要确定一个适当的矩形件排放方案,使得每个矩形件都被分配到合适的位置上,并且最终生成的布局图面积最小。
这就需要引入一个经典的排放算法——两阶段排放算法。
具体来说,该算法分为两个阶段:首先,将所有矩形件根据宽度进行排序,并将其插入到一个类似于二叉树的结构中,使得它们的宽度和尽可能平均地分布在整个结构中;接下来,再按照高度顺序,将每个矩形件放置到最合适的位置上,使得每个矩形尽可能少地出现重叠或无法插入的情况。
在这个过程中,我们可以使用一种称为“贪心策略”的技术,即优先放置最大的矩形,并尽量利用小矩形填补空隙,以获得最优解。
接下来,我们需要考虑如何优化已经生成的矩形布局,使其更加节省空间并且能够适应不同的生产需求。
为此,我们提出了以下两种方法:一,采用“局部优化”策略,即选择任意一个矩形进行移动或旋转,以改善原始布局的整体效果。
在这个过程中,我们可以设置一种称为“Hill Climbing”的技术,即每次选择当前解的最优方案,并将其作为下一步优化的起点,以求得全局最优解。
同时,我们还可以使用一些评估指标,例如布局面积、矩形间距等,以衡量不同解的质量,为后续优化提供参考。
二,采用“自适应调整”策略,即根据特定的生产需求,动态地改变矩形布局的参数,例如矩形宽度、高度、间距等,以适应不同的生产要求。
在这个过程中,我们可以通过感知系统监测生产线上不同批次的产品需求,并自动调整矩形布局的参数,以最大化利用空间并满足生产要求。
这种方法的优点是具有较高的适应性和灵活性,并且能够有效减少人为干预造成的损失。
总之,本文提出了一种针对矩形件排样问题的优化方法,基于两阶段排放算法,并采用“局部优化”和“自适应调整”两种策略。
离散粒子群优化算法求解矩形件排样问题
Ke r s:d s’ l a t r S i l l l z l n t a tu a li a k n r b q : 】 i z l n y w0 d i( e e p rhl l : lLl i a i :I g l lsrP p c i g p u h n I ¨ mia i r hl l mi o r J lr 】 n
的规则 不断 调攫 自己的位 求搜 索 新解 。 每个j= I子 } 6
r ca lu a ti a。 i g p . d m t w“’ol ao a w p l q iI’ . r l mi r s( nl a 1wih P o g n f( f tr [ ls rp p t n 1 e wih ・ g k r l i l l nd s a p i ' e h・a g t n i  ̄ lp l t , P e 。 el l , PI c ( h l v ag rt ms a t I e cmluhto a e u t i d c t h t h l r i m s e i i t lo ih . n i h { p ti n l s ls n i ae I a e a gJ t r t r h i f ten. :
Dic e e Pa tc eSwa m go ih f r t c a u arSt i ki g s r t r i l r Al r t m o he Re t ng l r p Pac n Pr l m ob e
SONG e - u P i h a。 CUIYa - on , CHEN a o- d g Xln. YANG - i Yu l
匾影响 , 根据 各 自的速 度和 位置搜 索求 解 PO算 法现 已 S 广泛应 用 于 函数优 化 、 网 络 训练 . 分 类 、 糊 系 神经 模式 模 统控制 等领域 】 。 在 P O算法 中 , S 牲子群 在 一 n 空问 中搜索 , 个 个 维 每 粒千所 处lJ E化置都 表示 问题 的 ・ } c 个解 牲 f通过 梭 一定
关于零件加工排序问题的数学模型、
零件的加工排序的最优模型摘要:根据问题“建立模型求出使总加工时间最短的加工顺序”可知,本题为建立最优化模型,求出零件加工时间最短的加工顺序。
本题根据已知数据,结合问题中的具体要求,我们引入0/1变量建立工件排序的数学规划模型。
借助Lingo软件进行求解运算,得出其中的最优排序方案。
使得完成这批工件加工任务所需要的总时间最省。
在这里,我们通过对各个工件(排序后)完成某项特定工序所需总时间进行求和得到整个加工任务所需要的总时间。
而各工件的总时间包括其机床加工时间和加工其他零件时的等待时间。
最后,根据我们建立的模型求解得出某塑料厂加工十个零件模型所需最短总加工时间为943分钟,总加工时间最短的加工顺序为:4-5-10-7-8-2-9-1-6-3,具体结果如表6-1,6-2。
一、问题重述某塑料厂要加工十个零件模型(编号为1,2,…,10),这些零件模型必须依次通过3个设备C1,C2,C3,每个设备一次只能加工一个零件,其加工时间如下表(单位:分钟)。
二、问题分析零件在C1工序上的总加工时间是固定的。
关键是在C2及C3工序上会出现等待。
如果采用不同序加工,那么在C1上已加工好的零件,在C2上加工的时间会落到在C1上比其后加工的零件的后面,则其在C2上等待的时间更长,同样在C2与C3工序上也是这样,要求加工时间最短的加工顺序,就必须尽量减少工件在C2及C3工序上的等待时间,由于工件必须在它们要求的时间内完工,即某工件在任务开始起到该工件加工完毕之间所用的总时间应少于该工件的规定完工时间。
所以要使整个加工任务的工件总价值最大,必须合理选择加工工件的种类及其加工的次序。
三、模型假设假设一:在后面的模型中,我们都假定了忽略工件在转换工序时的运输时间。
即将整个工件加工过程简化为一个连续的过程,只考虑机床在加工工件时其他工件的等待时间。
假设二:零件之间是相互独立的,从生产的角度看,先加工一个零件并不影响对后面零件的加工。
二维矩形排样问题算法

二维矩形排样问题是在给定的矩形板材上排放一系列矩形零件,且所有零件采用正交排放的方式,被排放的零件之间不能有重叠,且零件必须全部排放在板材内部。
以下是一种可能的算法:
1. 初始化水平线集,初始状态下水平线集中只有一条水平线,为坐标系中板材最底部的边。
2. 选择要排入的零件。
3. 从水平线集中的选取最低的那条水平线,如果最低水平线不止一条则选取最靠左边的那条。
4. 如果被选中的水平线的宽度大于要排入的矩形零件的长度,执行步骤(4),否则执行步骤(5)。
5. 将该零件排放在最低水平线的最左端,更新水平线集。
6. 选择与最低水平线相邻且高度较低的一段水平线,将最低水平线提升与该水平线平齐,更新水平线集。
7. 判断所有零件是否排样完毕,若排放完毕则排样结束,否则转向执行步骤(2)。
这个算法的基本思想是尽可能地将零件放入更少的层数中,以提高板材的利用率。
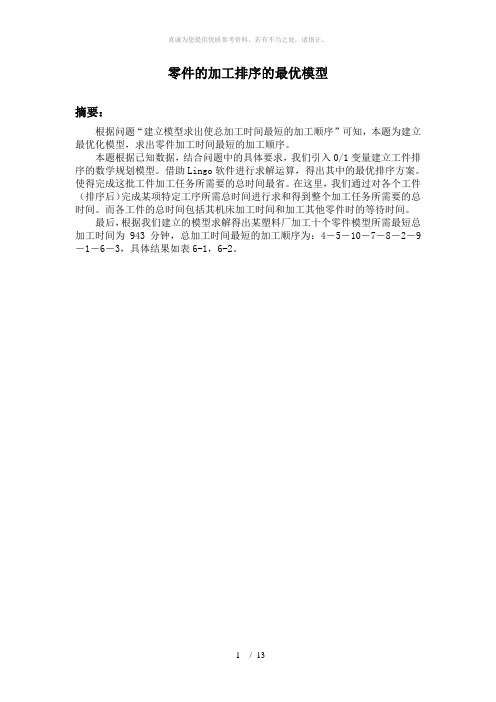
矩形件排样算法探讨
大小来确定矩形零件的状态。
图1矩形零件的放置状态各个矩形零件之间不得相互重叠。
为了满足任意两个矩形零件不重叠放置,须满足如下数学关系:假设两个矩形分别为);B(x lj,y lj)(x hj,y hj),Max[x li-x hj,x lj-x hi,y li-y不等于j;各个矩形零件不得超出板材区域。
算法实现过程在板材上的定位(排列)具体算法步骤[4-5]:输入给定板材件宽度B,确定原点(0,0);输入各矩形零件X i(a i,b i)i=1,2,3;S i=a i*b i;由大到小排列[S i](即新数列S1>S2>S3……);定位算法实例如图2所示。
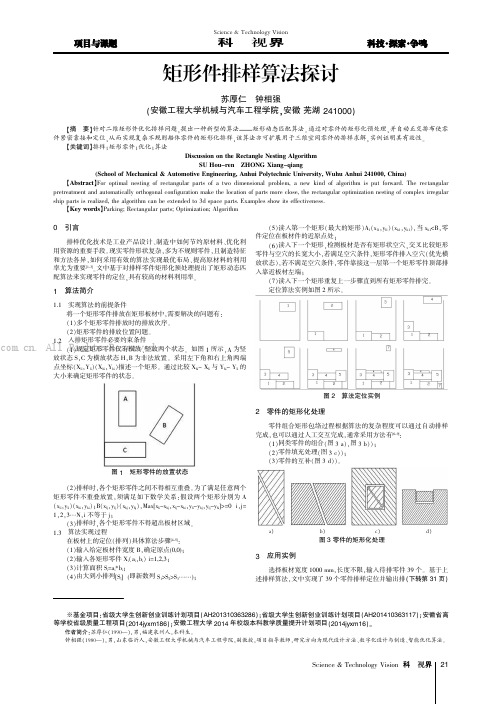
图2算法定位实例2零件的矩形化处理零件组合矩形包络过程根据算法的复杂程度可以通过自动排样完成,也可以通过人工交互完成,通常采用方法有[6-9]:(1)同类零件的组合(图3a),图3b));(2)零件填充处理(图3c));(3)零件的互补(图3d))。
a)b)c)d)图3零件的矩形化处理3应用实例选择板材宽度1000mm,长度不限,输入待排零件39个。
基于上述排样算法,文中实现了39个零件排样定位并输出排(下转第31页)省级大学生创新创业训练计划项目(AH201310363286);省级大学生创新创业训练计划项目(AH201410363117);安徽省高等学校省级质量工程项目(2014jyxm186);安徽工程大学年校级本科教学质量提升计划项目(2014jyxm16)。
苏厚仁(1990—),男,福建泉州人,本科生。
,项目指导教师,研究方向为现代设计方法、数字化设计与制造、智能优化算法。
这促使高职物流管理专业要以培养企业。
89.18%。
图439个零件的排样图4结论定位算法是求解最佳排样布局的核心技术,对于不规则零件更是难点。
文中采用较为简单的定位算法,同时对待排零件进行矩形化预处理,大大降低了排样计算的复杂度,能解决一般矩形件的排样问题,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
问题2: 欲从宽为15 (分米) 的卷材上切割出二十五个零件(编号1~25), 尺寸 (分米) 分别是(按编号排列): 零件长度:12 8 8 6 2 零件宽度:6 6 3 3 6 4 8 7 2 6 3 7 5 10 2 2 5 2 3 5 4 6 2 4 4 4 2 4 6 7 9 4 5 6 4 4 6 6 3 4 5 2 4 8 4
5.1.4 模型一的求解
对于上述线性规划,利用 LINGO 软件进行求解,得到最优排样方案,如下表所 示: 零件编号 排样行数 排放方式 每行排放个数 1 3 45 竖放 3 1 29 横放 6 5 36 竖放 表一 模型一求解结果 排样零件总面积 S 2482170mm 2 ,板材利用率
max S tij si
i 1 j 1
18
66
5.2.2 模型二的约束条件 (1)每行的宽度应等于某种零件的宽度或等于零(表示该行不排件) ,可表示为
p j {l | l li或l 0,1 i 18, i Z},1 j 66, j Z
(2)每行内排件的零件宽度应不超过该行宽度,可表示为
L 示为 1 ,则排样零件所占板材面积最大的目标函数为: li
L max S zi 1 li wi li
5.1.2 模型一的约束条件
L (1)存在排样零件面积不超过板材面积,即: W1 L1 zi 1 li wi的每种零件个数不能超出题目所给的限制, 排样的所有行宽度之和不能超过板材宽度,以此作为约束条件,可以建立整数规 划模型。 问题一第二问要求在切割只能实行“一刀切”的工艺(在整料或余料中,从 一边的某点到另外一边某点的连线一次切割, 但可以在切割下来的板料中再次切 割)的限制条件下对 9 种零件进行排样,使板材利用率最高。板材利用率可以用 排样零件的总面积与板材面积的比值表示, 因此可以将排样零件总面积最大作为 目标函数,而排样零件总面积可以用每种零件面积乘以排样个数再求和来表示。 若考虑先从下方开始沿平行于板材长边方向进行切割, 将板材切割成若干长为 L 的行,再分割成若干零件,则最多可切割为 66 行,每行的宽度应等于某种零件 的长度或宽度。 每行内排样零件的宽度应不超过该行宽度,排样长度应不超过板 材长度,同时每种零件排样个数应不超过题目所给的限制。以此为约束条件,可 以建立整数规划模型。 2.2 问题二的分析 问题二是针对固定宽度的卷材设计使用长度最短的方案以满足各个规格的 零件的排样问题。 该问题中零件的排样和问题一第二问中方式相同,均为无只能 沿一个方向排样和一行只能排放同一种类零件两个约束的排样, 因此可考虑建立 与上述去除约束条件后排样模型类似的整数规划模型。区别于上述模型,该问题 的目标为卷材使用长度最短, 因此将模型的目标函数改为最后一个零件的右上角 坐标最小。结合上述模型的约束条件,即可建立起问题三的排样优化模型。
tij 0,(i, j) {(i, j) | wi p j ,1 i 18且i Z ,1 j 66且j Z}
(4)每行内排件的零件总长度应不超过板材长度,可表示为
tij li
j
p
i 1
18
w i
L1
(5)每种零件排样个数不应超过题目所给限制,可表示为
(2)每种参与排样的零件个数不能超过题目所给出的对应零件的个数 M i , 每种 参与排样的零件由横放和竖放两部分构成, 横放或竖放的个数为横放或竖放的行
L L 数与每行摆放的个数的乘积,横放的个数为 zi 1 ,竖放的个数为 zi 9 1 , li li 9
矩形零件排样问题
摘要
本文针对矩形板材的排样问题,建立了整数规划模型,利用了贪心算法和遗 传算法,给出了多种限制条件下的最优排样方案。 针对问题一第一问, 对于 9 种零件进行排样且限制只能沿一个方向排样,每一 行只能排放一种类型的零件的问题, 将排样零件所用面积占板材的比率最大作为 目标函数, 所有排样零件面积不超过板材面积,排样的每种零件个数不超出题目 所给的限制以及排样的所有行宽度之和不超过板材宽度作为约束条件, 建立整数 规划模型。利用 LINGO 软件进行计算,最终得到最优排样方案如表一所示,排样 零件总面积 S 2482170mm 2 ,板材利用率
S 99.5875% S0 。
针对问题二,对于固定宽度的卷材设计使用长度最短的方案以满足各个规格 的零件的排样问题。在板材上建立直角坐标系,用每一个零件的左下角坐标
( xbi , ybi ) 和右上角坐标 ( xai , yai ) 来描述零件安放位置, 用 0-1 变量 i 表示该零件横
排或纵排。 将卷材使用长度最短转化为最末端零件右上角横坐标最大并以此作为 目标函数, 以两零件之间的应满足不重叠的要求,每一种零件的数量应满足需求 量以及同一零件右上角坐标和左下角坐标之间的关系作为约束条件, 建立整数规 划模型。 利用遗传算法计算得到使用卷材长度最小的排样方案如图二所示,卷材 使用长度为 40dm。
(t
j 1
66
ij
ti 9, j ) M i
5.2.3 模型二整数规划模型 综上所述,用于求解问题一第二问的整数规划模型为
max S tij si
i 1 j 1
18
66
p j {l | l li 或l 0,1 i 18, i Z },1 j 66, j Z tij 0, (i, j ) {(i, j ) | wi p j ,1 i 18且i Z ,1 j 66且j Z } 18 t l ij i L1 i 1 p j wi 66 s.t. (tij ti 9, j ) M i j 1 0 t 1, t Z ij ij 1 i 18, i Z 1 j 66, j Z
综上所述,该限制条件下矩形零件排样优化问题的整数规划模型为:
18 L max zi 1 si i 1 li 18 L1 W L 1 1 zi si 0 i 1 li L L s.t. zi 1 zi 9 1 M i (1 i 9) li 9 li 18 zi wi W1,(0 zi 67, zi Z) i 1
问题一第一问以排样零件占用板材面积最大为目标函数,排样零件总面积不超 过板材面积, 各种排样零件数量不超过题目给出的相应零件数量等为约束条件建 立了限制条件下矩形零件排样优化问题的线性规划模型。
5.1.1 模型一的目标函数
以 zi 表示第 i 种零件所排行数,可将每种零件的长宽交换变为另一种零件,表示 该零件竖放,故 9 种零件变为 18 种零件, li 表示第 i 种零件的长, wi 表示第 i 种 板材的宽, L1 表示板材的长,W1 表示板材的宽度,每一行第 i 种零件的个数可表
L L 则该约束条件为: zi 1 zi 9 1 M i li li 9
(1 i 9)
(3)排样的所有行宽度之和能超过板材宽度,即:
z w W ,(0 z
i 1 i i 1
18
i
67, zi Z)
5.1.3 整数规划模型一
关键词:二维矩形排样
整数规划
贪心算法
遗传算法
§1 问题重述
问题1: 有九种矩阵零件,按1~9编号。它们的尺寸(毫米)分别是(按编号排列): 零件长度l=15,85,85,155,93,176,150,185,185 零件宽度w=55,70,75,115,185,69,37,175,120 零件个数M=200,200,200,100,100,200,400,100,300 现有一个长2500宽1000的板材,欲充分利用该板材切割出零件,应采用什么 样的方案? 有时由于工艺或其他实际情况限制,只能沿一个方向(纵向或横向)排样, 而且每一行只能排放一种类型的零件,排放这一行时,要么都是竖着排,要么都 是横着排(如下图所示)。如果有这种限制,应该怎样切?当工艺提高了,限制 少了, 切割的方法会更灵活, 请结合实际讨论几种限制更少的情况下的切割方法。
W 15
图一
max xai 模型目标函数示意图
§3 模型假设
(1) (2) (3) (4) (5) 假设不考虑刀具的厚度; 假设不考虑在切割过程中的损耗; 假设不考虑板材厚度的影响; 假设不考虑切割工艺的不同; 假设矩形零件只横排和纵排,不斜着排;
§4 符号说明
§5 模型建立与求解
5.1 模型一的建立与求解
请给出使用卷材长度尽可能小的方案。
§2 问题分析
2.1 问题一的分析 问题一第一问要求在限制条件为只能沿一个方向排样, 且每一行只能排放一 种类型的零件, 每行零件排放方式相同的情况下,对 9 种零件进行排样使板材利 用率最高。 排样零件占用板材面积可以由排样的每种零件所占的行数与每行相应 的个数表示出来, 所以可以以排样零件占用板材面积最大作为目标函数。所有排
5.2.4 模型二的求解 行号 1 2 3 4 5 6 7 8 9 该行宽 度 15 15 15 75 176 176 176 176 176 排样总长 度 2475 2475 2475 2495 2490 2490 2490 2430 2430 排样方式 零件 1 并排排放 45 个,竖放 零件 1 并排排放 45 个,竖放 零件 1 并排排放 45 个,竖放 零件 3 并排排放 28 个,横放;零件 1 竖放,每 5 个并 为一列,排放 2 列,共 10 个 零件 6 并排排放 35 个,竖放;零件 1 横放,每 3 个并 为 1 列,排放 5 列,共 15 个 零件 6 并排排放 35 个,竖放;零件 1 横放,每 3 个并 为 1 列,排放 5 列,共 15 个 零件 6 并排排放 35 个,竖放;零件 1 横放,每 3 个并 为 1 列,排放 5 列,共 15 个 零件 6 并排排放 36 个,竖放;零件 1 横放,每 3 个并 为 1 列,排放 1 列,共 3 个 零件 6 并排排放 36 个,竖放;零件 1 横放,每 3 个并 为 1 列,排放 1 列,共 3 个 表二 模型二求解结果