第五章 计数值控制图
经济师初级工商管理章节要点:第五章

经济师初级工商管理章节要点:第五章第五章质量管理第一节质量与全面质量管理一、质量的基本概念及其发展质量的概念最初仅用于产品,以后逐渐扩展到服务、过程、体系和组织,以及以上几项的组合。
(一)质量的概念质量是指一组固有特性满足要求的程度。
质量的内涵是由一组固有特性组成,并且这些固有特性具备满足顾客及其他相关方所要求的能力。
质量具有经济性、广义性、时效性、相对性。
(二)质量特性质量特性是指产品、过程或体系与要求有关的固有特性。
质量概念的关键是“满足要求”,这些“要求”必须转化为有指标的特性,作为评价、检验和考核的依据。
由于顾客的需求是多种多样的,所以反映产品质量的特性也是多种多样的。
它包括:性能适用性、可信性(可靠性、维修性、维修保障性)、安全性、环保性、经济性和美学性。
硬件质量特性有内在特性,如结构、性能、精度、化学成分等;有外在特性,如外观、形状、色泽、气味、包装等;有经济特性,如使用成本、维修时间和费用等;还有其他方面的质量管理特性,如安全、环保、美观等。
质量的适用性就是建立在质量特性基础之上的。
服务质量特性是服务产品所具有的内在特性。
服务特性可以分为五种类型:可靠性,准确地履行服务承诺的能力;响应性,帮助顾客并迅速提供服务的愿望;保证性,员工具有的知识、礼节以及表达出自信与可信的能力;移情性,设身处地地为顾客着想和对顾客给予特别的关注;有形性,有形的设备、设施、人员和沟通材料的外表。
不同的服务对各种特性要求的侧重点会有所不同。
软件质量是反映软件产品满足规定和潜在需求能力的特性的总和,描述和评价软件质量的一组属性称为软件质量特性。
软件质量特性包括功能性、可靠性、易使用性、效率、可维护性和可移植等六个特性。
软件作为有别于电气、电子元件等硬件的新元素被引进计算机系统。
按传统观念,软件寿命是无限的,软件没有物理的磨耗或耗散,它的质量问题与硬件相比具有较特殊的属性。
流程材料质量,有可定量测量的特性,如强度、黏度、速度、抗化学性等,也有定性的特性,只能通过主观性的判断来测量,如色彩、质地或气味等。
计数值数据控制图过程能力分析

计数值数据控制图过程能力分析引言计数值数据控制图是一种用于监控过程稳定性和能力的有效工具。
通过收集样本数据并绘制控制图,可以帮助我们判断过程是否处于统计性控制,并评估过程的能力。
本文将介绍计数值数据控制图的基本原理和常用的过程能力分析方法。
计数值数据控制图介绍计数值数据控制图是一种用于监控离散型数据的过程控制工具。
它通过收集数据并绘制控制界限来判断过程的稳定性和能力。
计数值数据通常指的是在一定时间或空间范围内,某个特定事件的发生次数。
常见的计数值数据控制图包括:P图、NP图、C图和U图。
P图和NP图适用于二项分布的离散型数据,C图适用于计数型数据,U图适用于事件发生的时间间隔。
过程能力分析方法过程能力分析是指通过统计量和控制界限来评估过程的能力。
常用的过程能力指标有过程潜在能力指数(Cp)、过程实际能力指数(Cpk)和过程盒子能力指数(Cpm)。
过程潜在能力指数(Cp)过程潜在能力指数是用来评估过程在规格范围内的可变性的指标。
它是根据过程的规格上下限与控制限之间的距离来计算的。
Cp的计算公式为:Cp = (USL - LSL) / (6 * sigma)其中,USL表示过程的规格上限,LSL表示过程的规格下限,sigma 表示过程的标准差。
Cp的值越接近1,表示过程的能力越高。
过程实际能力指数(Cpk)过程实际能力指数是用来评估过程在规格范围内的偏移和可变性的指标。
它考虑了过程的中心位置。
Cpk的计算公式为:Cpk = min((USL - μ) / (3 * sigma), (μ - LSL) / (3 * sigma))其中,USL表示过程的规格上限,LSL表示过程的规格下限,mu 表示过程的均值,sigma表示过程的标准差。
Cpk的值越接近1,表示过程的能力越高。
过程盒子能力指数(Cpm)过程盒子能力指数是用来评估过程在规格范围内的偏移、可变性和非正常情况比例的指标。
它考虑了过程的中心位置和不符合规格的比例。
质量管理05控制图

I—Rs图 计算移动极差Rsi
质量管理05控制图
控制图的绘制(续)
•4.(1)控制图样本参数的计算:
图名称 np图
步骤
计算平均不合格 品率
p 图 计算各组不合格 品率pi
c图 计算各样本的平 均缺陷数
u图 计算各样本的单 位缺陷数ui
计算公式
备注
(np)i——第i样本的 不合格品数(各样本 样本容量皆为n)
质量波动的来源主要有五个方面(简称 5M1E ):
• 操作人员(Man)——人 • 设备(Machine) —— 机 • 原材料(Material)——料 • 操作方法(Method)——法 • 环境(Environment)——环 • 测量(Measurement) ——测
质量管理05控制图
控制对象-质量波动(续)
质量管理05控制图
控制图的由来
•控制图的发展:
20世纪40年代,美国 贝尔电话公司应用统计质量 控制技术取得成效;美国军 方在军需物资供应商中推进 统计质量控制技术的应用; 美国军方制定了战时标准 Z1.1《质量控制指南》、 Z1.2《数据分析用的控制图 法》、 Z1.3《生产中质量管 理用的控制图法》。
质量管理05控制图
均值-极差控制图(续)
极差控制图随生产过程的特点不同 有其不同的作用: •在自动化水平比较高的生产过程中, 产品质量的一致性好。因此,当极差增 大,意味着机器设备出现故障.需要进 行修理或更换; •在非自动化生产过程中,极差反映出 操作者的技术水平,生产熟练程度,故 又称为操作者控制图。
–所谓满足规格要求,并不是指上、下控制线必须在规格上、下限内侧,
即UCL>TU;LCL< TL。而是要看受控工序的工序能力是否满足给定 的Cp值要求。
控制图的种类及用途

第五章 休哈特控制图一特控制图的种类及其用途国标GB4091常规控制图是针对休哈特控制图的根据该国标,常规休哈特控制图如表常规的休哈特控制图表中计件值控制图与计点值控制图又统称计数值控制图这些控制图各有各的用途, 应根据所控制质量指标的情况和数据性质分别加以选择常规的休哈特控制图表中的二项分布和泊松分布是离散数据场合的两种典型分布,它们超出3界限的第类错误的概率当然未必恰巧等于正态分布3界限的第I 类错误的概率=0.0027,但无论如何总是个相当小的概率因此,可以应用与正态分布情况类似的论证,从而建立p pn c u 等控制图常规的休哈特控制图现在简单说明各个控制图的用途:1. x 一R 控制图对于计量值数据而言,这是最常用最基本的控制图它用于控制对象为长度重量强度纯度时间和生产量等计量值的场合x 控制图主要用于观察分布的均值的变化,R 控制图用于观察分布的分散情况或变异度的变化,而x 一R 图则将二者联合运用,用于观察分布的变化2. x 一s 控制图与x 一R 图相似,只是用标准差图(s 图)代替极差图(R 图)而已极差计算简便,故R 图得到广泛应用,但当样本大小n>10或口,这时应用极差估计总体标准差的效率减低,需要应用s 图来代替R 图3. 一R控制图与x~x一R图也很相似,只是用中位数图(XMED图)代替均值图(x图)所谓中位数即指在一组按大小顺序排列的数列中居中的数例如,在以下数列中237 1318,中位数为7又如,在以下数列中23791318,共有偶数个数据这时中位数规定为中间两个数的均值在本例即297+=8由于中位数的计算比均值简单,所以多用于现场需要把测定数据直接记入控制图进行控制的场合,这时为了简便,当然规定为奇数个数据4. x一Rs控制图多用于下列场合:对每一个产品都进行检验,采用自动化检查和测量的场合;取样费时昂贵的场合;以及如化工等过程,样品均匀,多抽样也无太大意义的场合由于它不像前三种控制图那样能取得较多的信息,所以它判断过程变化的灵敏度要差一些5. p控制图用于控制对象为不合格品率或合格品率等计数值质量指标的场合这里需要注意的是,在根据多种检查项目总合起来确定不合格品率的情况,当控制图显示异常后难以找 出异常的原因因此,使用p图时应选择重要的检查项目作为判断不合格品的依据常见的不良率有不合格品率废品率交货延迟率缺勤率,邮电铁道部门的各种差错率等等6. np控制图用于控制对象为不合格品数的场合设n为样本大小-户为不合格品率,则 t为不合格品个数所以取np作为不合格品数控制图的简记记号由于计算不合格品率需进行除法,比较麻烦,所以在样本大小相同的情况下,用此图比校方便7. c控制图用于控制一部机器,一个部件,一定的长度,一定的面积或任何一定的单位中所出现的缺陷数目如布匹上的疵点数,铸件上的砂眼数,机器设备的缺陷数或故障次数,传票 的误记数,每页印刷错误数,办公室的差错次数等等8. u控制图当上述一定的单位,也即样品的大小保持不变时可以应用c控制图,而当样品的大小变化时则应换算为平均每单位的缺陷数后再使用u控制图例如,在制造厚度为2mm 的钢板的生产过程中,一批样品是2平方米的,下一批样品是3平方米的这时就都应换算为平均每平方米的缺陷数,然后再对它进行控制二应用控制图需要考虑的一些问题应用控制图需要考虑以下一些问题:1. 控制图用于何处?原则上讲,对于任何过程,凡需要对质量进行控制管理的场合都可以应用控制图但这里还要求:对于所确定的控制对象一质量指标应能够定量,这样才能应用计量值控制图如果只有定性的描述而不能够定量,那就只能应用计数值控制图所控制的过程必须具有重复性,即具有统计规律对于只有一次性或少数几次的过程显然难于应用控制图进行控制2. 如何选择控制对象?在使用控制图时应选择能代表过程的主要质量指标作为控制对象 一个过程往往具有各种各样的特性,需要选择能够真正代表过程情况的指标例如,假定某产品在强度方面有问题,就应该选择强度作为控制对象在装配车间,如果对于胶水胶量要求很高,这就需要把胶量作为我们的控制对象3. 怎样选择控制图?选择控制图主要考虑下列几点:首先根据所控制质量指标的数据性质来进行,如数据为连续值的应选择x一R x一s XMED一Rs或x一Rs图;数据为计件值的应选择p或pn图,数据为计点值的应选择c或u图其次,要确定过程中的异常因素是全部加以控制 (全控)还是部分加以控制(选控),若为全控应采用休哈特图等;若为选控,应采用选控图,本讲义不做介绍;若为单指标可选择一元控制图,若为多指标则须选择多指标控制图本讲义不做介绍最后, 还需要考虑其他要求,如检出力大小,抽取样品取得数据的难易和是否经济等等例如要求检验胶水胶量就可采用成组数据的控制图,如x一R 图4. 如何分析控制图?如果在控制图中点子未出界,同时点子的排列也是随机的,则认为生 产过程处于稳定状态或控制状态,如果控制图点子出界或界内点排列非随机,就认为生产过程失控对于应用控制图的方法还不够熟悉的工作人员来说,即使在控制图点子出界的场合,也首先应该从下列几方面进行检查:样品的取法是否随机,数字的读取是否正确,计算有无错误,描点有无差错,然后再来调查生产过程方面的原因,经验证明这点十分重要5. 对于点子出界或违反其他准则的处理若点子出界或界内点排列非随机,应执行第二章五的20个字,立即追查原因并采取措施防止它再次出现应该强调指出,正是执行了第二章五的20个字,才能取得贯彻预防原则的作用因此,若不执行这20个字,就不如不搞控制图6. 对于过程而言,控制图起着告警铃的作用,控制图点子出界就好比告警铃响,告诉现在是应该进行查找原因采取措施防止再犯的时刻了虽然有些控制图,如x一R控制图等,积累长期经验后,根据x图与R图的点子出界情况,有时可以大致判断出是属于哪方面的异常因素造成的,但一般来说,控制图只起告警铃的作用,而不能告诉这种告警究竟是由什么异常因素造成的要找出造成异常的原因,除去根据生产和管理方面的技术与经验来解决外,应该强调指出,应用两种质量诊断理论和两种质量多元诊断理论来诊断的方法是十分重要的有关内容参见第七章7. 控制图的重新制定控制图是根据稳定状态下的条件(人员设备原材料工艺方法环境,即4M1E)来制定的如果上述条件变化,如操作人员更换或通过学习操作水平显著提高,设备更新,采用新型原材料或其他原材料,改变工艺参数或采用新工艺,环境改变等,这时,控制图也必须重新加以制定由于控制图是科学管理生产过程的重要依据所以经过相当时间的使用后应重新抽取数据,进行计算,加以检验8.控制图的保管问题控制图的计算以及日常的记录都应作为技术资料加以妥善保管对于点子出界或界内点排列非随机以及当时处理的情况都应予以记录,因为这些都是以后出现 异常时查找原因的重要参考资料有了长期保存的记录,便能对该过程的质量水平有清楚的了解,这对于今后在产品设计和制定规格方面是十分有用的三x-R(均值-极差)控制图对于计量值数据, x一R(均值一极差)控制图是最常用最重要的控制图,因为它具有下列优点:1. 适用范围广对于x图而言,计量值数据x服从正态分布是经常出现的若x非正态分布,则当样本大小n≤或5时,根据中心极限定理,知道x近似正态分布对于R图而言, 通过在电子计算机上的统计模拟实验证实,只要总体分布不是太不对称的,R的分布没有大的变化这就从理论上说明了x一R图适用的范围广泛42. 灵敏度高x图的统计量为均值x,反映在x上的偶然波动是随机的,通过均值的平均作用,这种偶然波动得到一定程度的抵消;而反映在x上的异常波动往往是在同一个方向的,它不会通过均值的平均作用抵消因此,正图检出异常的能力高至于R图的灵敏度则不如x图高现在说明一下x一R图的统计基础,假定质量特性服从正态分布N(,2),且,均已 知若x1,x2,...,x n是大小为n的样本,则样本均值为∑=nx x i由于x 服从正态分布,并且样本均值落入下列两个界限)/,(2n N σµn Z Z x σµσµααΩΩ−=− nZ Z x σµσµααΩΩ+=+ 间的概率为1-α因此若µ与σ已知,则式(5.3-1a)与式(5.3-1b)可分别作为样本均值的控制图的上下控制界限如前述,通常取Z a/2=3,即采用3控制界限当然,即使x 的分布是非正态的,但由于中心极限定理,上述结果也近似成立在实际工作中,与通常未知,这时就必须应用从稳态过程所取的预备样本的数据对它们进行估计预备样本通常至少取25个(根据判稳准则(2),最好至少取35个预备样本)设取 m 个样本,每个样本包含n 个观测值样本大小n 主要取决于合理分组的结构,抽样与检查的费用,参数估计的效率等因素,n 通常取为4,5或6令所取的m 个样本的均值分别为x 1,x 2,..., x m ,则过程的的最佳估计量为总均值x ,即=x =x1+x 2+…+x m /m (5.3-2)于是x 可作为x 图的中心线为了建立控制界限,需要估计过程的标准差可以根据m 个样本的极差或标准差来进行估计应用极差进行估计的优点是极差计算简单,所以至今R 图的应用较s 图为广现在讨论极差法设x1,x2,...,xn 为一大小为n 的样本,则此样本的极差R 为最大观测值x max 与最小观测值x min 之差,即R= x max -x min (5.3-3)若样本取自正态总体,可以证明样本极差R 与总体标准差σ有下列关系:令W=R/σ,可以证明 E(W)=d2,为一与样本大小n 有关的常数,于是,σ的估计量为=E(R)/d2令m 个样本的极差为R1,R2,...,Rm,则样本平均极差为R =mRm R R +++...21 (5.3-4)故的估计量为=E(R)/d2 (5.3-5)若样本大小n 较小,则用极差法估计总体方差与用样本方差去估计总体方差的效果是一样的但当n 较大,如n>10或12,则由于极差没有考虑样本在x max 与x min 之间的观测值的信息, 故极差法的效率迅速降低但在实际工作中, x 一R 图一般取n=45或6,所以极差法是令人满意的若取的估计量为xσ的估计量为E(R)/d2,则x 图的控制线为UCL=+ A2RCL=x (5.3-6)LCL=x -A2R式中nd A 232σ= (5.3-7) 为一与样本大小n 有关的常数,参见值控制图系数表由上述,已知样本极差R 与过程标准差σ有关,因此可以通过R 来控制过程的变异度,这就是R 图R 图的中心线即R=R为了确定R 图的控制界限,需要对σR 进行估计若质量特性服从正态分布,令W=R/σ,可以证明σw=d3(d3为一与样本大小n 有关的常数),于是从R =W σ知知σR =w σ=d3σ由于σ未知,故从式=E(R)/d2得σR 的估计量为=d 3R /d 2 (5.3-8) 根据上述,得到R 图的控制线如下UCL=R+ 3R R+ 3R =R + 3d 3R /d 2CL=R R=R (5.3-9)LCL=R-3RR-3R =R -3d 3R /d 2令D 3=1-3d 3/d 2D 4=1+3d 3/d 2则代入上式后得R 图的控制线为UCL=D4RCL=R (5.3-10)LCL=D3R现实应用中人们已经把A2D3,D4,d2等参数计算出来做成表格已方便使用现在我们通过例子说明建立x 一R 图的步骤,其他控制图的建立步骤也与此类似例5.3-1 厂方要求对汽车引擎活塞环的制造过程建立x 一R 控制图进行控制现取得25个样本每个样本包含5个活塞环的直径的观测值如活塞环直径的数据表所示解 我们按下列步骤进行步骤1:取预备数据已取得预备数据如活塞环直径的数据表所示步骤2:计算样本均值x 例如,对于第一个样本,我们有010.745008.74992.73019.74002.74030.741=++++=x其余类推步骤3:计算样本极差R例如,对于第一个样本, x max =74.030, x min =73.992,于是有R1=74.030-73.992=0.058 其余类推活塞环直径的数据13 73.983 74.002 73.998 73.999 74.007 74.006 0.029 14 74.006 73.967 73.994 74.000 73.984 73.990 0.039 15 74.012 74.014 74.998 73.999 74.007 74.006 0.016 16 74.000 73.984 74.005 73.998 73.996 73.997 0.021 17 73.994 74.012 73.986 74.005 74.007 74.001 0.026 18 74.006 74.010 74.018 74.003 74.000 74.007 0.018 19 73.984 74.002 74.003 74.005 73.997 73.998 0.021 20 74.000 74.010 74.013 74.020 74.003 74.007 0.018 21 73.998 74.010 74.013 74.020 74.003 74.009 0.020 22 74.004 73.999 73.990 74.006 74.009 74.002 0.019 23 74.010 73.989 73.990 74.009 74.014 74.002 0.025 24 74.015 74.008 73.993 74.000 74.010 74.005 0.022 2573.98273.98473.99574.01774.01373.9980.0351850.024 0.581 小 计 平 均 74.0010.023步骤4:计算样本总均值x 与平均样本极差R 由于ix i ∑=251=1850.024,∑=251i R=0.581,故001.7425024.1850251251===∑=i i x x023.025581.0251251===∑=i R R 步骤5:计算R 图与x 图的控制线计算x 一R 图应该从R 图开始,因为x 图的控制界限中包含R ,所以若过程的变异度失控,则计算出来的这些控制界限就没有多大意义对于样本大小n=5,D3=0,D4=2.115,又从步骤4知R=0.023,于是代入式(5.3-10)后,得到R 图的控制线为023.0049.0023.0115.234=====×==R D LCL R CL R UCL D事实上,LCL=D3R =(1一3d2/d3) R ,当n=5,1-3d2/d3=1-3(0.864)/2.326=-0.114为负值,但R 不可能为负,故此时LCL 不存在这里,LCL=0不过作为R 的自然下界而已当把25个预备样本的极差描点在R 图中后,根据判断稳态的准则(1) 知过程的变异度处于控制状态对于样本大小n=5,从附录V 查得A2=0.577,又从步骤4知x =74.001,R=0.023,于是代入式RA x UCL x CL R A x LCL 22−==−=后,得到x 图的控制线为 UCL=x +A 2R =74.001+0.577(0.023)=74.014CL=x =74.001 LCL=-A2R =74.001一0.577(0.023)=73.988如图控制图所示当把预备样本的均值描点在x 图中后,根据判断稳态的准则(1)知过程的均值处于稳态由于x 图和R 图都处于统计稳态,且从该厂知过程也处于技术稳态,于是上述x -R 图可加以延长,作为控制用控制图供日常管理之用步骤6:延长上述x一R图的控制界限作控制用控制图为了进行日常管理,该厂又取了R图的日常管理数据表在计算出各个样本的x与R后在x一R图描点,明存在异常因素事实上,从x 图上第9第10个点子后的点子逐渐上升的趋势已可看出这是由于过程均值逐渐增大的结果现在对x一R图进行一些讨论:1. 如何联合应用x一R图查找异常如表x一R图的判断所示,表中情况一二四的判断是成立的,至于情况三,现在说明如下:对于正态分布总体N(µ2),只有µ变化而σ不变,则在x 图将由于描点出界的概率增大而告警;但若只有σ变化,而µ不变,这时不仅R 图将由于描点出界的概率增大而告警,且x图中描点出界的概率也增大,从而也会告警所以在情况三,R图告警可以判断σ变化,而x图同时告警则不能判断µ一定发生变化,因为有可能是由于σ变化引起的,µ是否发生变化应视具体情况而定,x一R图的判断2.容差图在x图上的描点是样本的平均值x而非样本的各个测量值x,有时将样本中的逐个x反映在规格界限的容差图中是有用的,如图容插图所示图中的竖线表示该样本中各个x值的范围,规格界限为74.000±03从图容插图可见,图x一R图用于日常0.管理图连续4个点子出界并非是由于样本的个别异常观测值造成的,而是由于过程均值的偏移而造成的我们求得从第9组到第15组样本的总均值为74.015,若过程均值从原来的稳定值74.001偏移到此值, 则将产生6.43%的不合格品3. 控制界限规格界限与自然容差界限间的关系x一R图的控制界限与规格界限毫无关系完全是两码事规格界限是由技术经济要求所决定的,而控制界限则是由过程的以标准差σ度量的自然变异度,亦即过程的自然容差界限所决定的.两者不可混为一谈如图控制界限 规格界限于自然容差界限所示4. 应用x一R的一些注意事项(1)合理分组原则在收集数据进行分组时要遵循休哈特的合理分组原则:1)组内差异仅由偶然波动(偶然因素)造成;2)组间差异主要由异常波动(异常因素)造成下面作些说明首先,若过程稳定,则在过程中只存在偶然波动(偶然因素),它由3方式中的所反映如果确定值不仅有偶然波动而且还有异常波动,则值增大,也即上下控制界限的间隔加大在极端情况下,若异常波动全部进入值的计算,上下控制界限的间隔将大到使任何点都不会出界则从而控制图就失去了控制的作用因此,一个样本组内各个样品特性值的差异要求尽可能由偶然波动造成这就要求同一个样本组的各个样品的取样应在短时间内完成其次,各个样本组的统计量平均值也是有差异的由于偶然波动始终存在,它必然会对此差异有影响,但这种影响是微小的若过程异常,要求统计量平均值之间的差异主要由异常波动(异常因素)造成,这样便于由控制图检出异常这就要求在容易产生异常的场合增加抽样频率, 反之,亦然(2)经济性抽的样费用不得高于所获得的效益(3)样本大小n 和抽样频率若用移,则可用较小的样本(如n=4,或6)即可将其检出,若检出较小的过程偏移,则需用较大的样本,甚至需要n=15至25当然,较小的样本在抽样时正好碰到过程偏移的可能性也小因此, 可以采用添加警戒限和其他判定界内点非随机排列的原则,来提高控制图检出过程小偏移的能力,而不采用大样本的作法对于R 图,若采用小样本则对于检出过程标准差的偏移是不很灵敏的,但大样本(n>10),用极差法估计标准差的效率将迅速降低因此,对于n>10的样本,应该采用s 图而不用R 图x x 控制图去检出过程的较大偏移,例如2或更大的偏5四若样大小n 较大,例如n>10或12,这-s(均值-标准差)控制图本时用极差法估计过程标准差的效率较低最好在xR 中用s 图代替R 图s x −图的计算公式如下x图sA x LCL x CL s A x UCL 33−==+=s图sB LCL s CL s B UCL 34===五R x −~(中位数-极差)控制图R x − 图与~x ~中位数图代替x 图而已由于计算机技术的普及这种控制图已逐步淘汰故不做介绍六x-Rs(单值-移动极差)控制图-R 图相似,只不过用x 现在样本大小为1,所以对过程标准差的估计要通过相邻两个样本间的移动极差Rs 来进行设从过程抽取的样本为,i=1,2,...,n,则移动极差定义为Rsi=|一|, i=1,2,...,n-1x x xiit 1+而平均移动极差为R si =11−n ∑−=11n i siR下面给出x-Rs 图的控制线公式推导从略X图Rsx LCL xCL Rs x UCL 66.266.2−==+=Rs图27.3===LCL R CL R UCL七p{不合格晶率)控制图布当控制图的控制对象为不合格品率时,过程处于稳定状态p 图的统计基础为二项分是指任何单位产品不合格品的概率为一常数P 且所生产的各个单位产品都是独立的这时,所生产的每一单位产品都是具有参数P 的二项随机变量的一个实现设我们取一个包含n个单位产品的随机样本,其中不合格单位产品数为D,则D 服从参数为n 和P 的二项分布即P{D=x}=n x P P C x D P x n x x,,2,1,0,)1()(K =−==−n随机变量p 的均值和方差分别为nP 与nP 1-P样本不合格品率p 定义为样本不合格品数D 与样本大小n 的比值,即 p=D/n随机变量p 的均值和方差分别为 p =P P (=n P /)12−σ这里,与正态分布情况不同µp 与的的,2pUCL=P+3n P P /)1(−是不独立故只需一张控制图即p 图对过程进行控制若过程不合格品率P 已知,则从式(3.3.2-1)可知p 图的控制线为CL=P n P P /)1(−LCL=P-3若不合格品率P 未知,这时须根据以往的数据对其进行估计通常至少取25个预备样本 设每个样本的样本大小为ni,第i 个样本中的不合格品数为Di,则其样本不合格品率为 pi=Di/ni (i=1,2,...,m) 式中,m 为样本个数,而样本平均不合格品率为∑===mi imi Inp 11∑Dp 可作为不合格频率P 的估计量于是P 未知的情况的p 图的控制为UCL=+3ni p p /)1(−p CL=p LCL=-3p ni p p /)1(−下面对P 图进行简单的讨论1检查单位的大小一个检查单位可以包含一个或若干个产品,确定检查单位的大小主要考虑下列因素:(1)便于取得数据;(2)参数np 不能过小以保证p 图对检出过程偏移有一定的检出能力;(3)要考虑检查产品缺陷的费用,所以n 也不能过大;(4)要求np>1,否则样本缺陷经常为0,容易造成误解,以为过程已经处于良好状态因此,通常取大小适当的检查单位,使得1np52.通常p 图用于检查单位即样本大小保持不变的场合如果检查单位不能保持不变,则参数n 也将随之而变,这样p 图的UCL CLLCL 三者都呈凹凸状,作图极其不便八np不合格数控制图np 图与p 图类似下面给出控制线公式)1(3)1(3p np np LCL p np np UCL −−−=−−+=npCL =九c(缺陷数)控制图一定检查单位的产品的缺陷数通常服从泊松分布,即)(e x P xλλ−=!x 式中x 为缺陷数平均缺陷数λλ0为泊松分布的参数泊松分布的均值与方差都等于参数λ若考虑3σ控制界限则已知过程平均缺陷数λ的情况的c 图的控制线为UCL=+3CL= LCL=-3若参数未知,则须根据以往的数据进行估计设检验了m 个检查单位的产品,其缺陷数分别数,为c,i=1,2...,m,于是样本的平均缺陷为∑=ci c可以用来估计参数λ因此=mi m 11c ,当平均缺陷数λ未知时,c 图的控制线为UCL=c +3c CL=c LCL=c -3c现在对c 图进行→些讨论:1.检查单位的大小一个检查单位可以包含一个或若干个产品,确定检查单位的大小主要考虑下列因素:(1)便于取得数据;(2)参数不能过小以保证c 图对检出过程偏移有一定的检出能力;(3)要考虑检查产品缺陷的费用,所以也不能过大;(4)要求>1,否则样本缺陷经常为0,容易造成误解,以为过程已经处于良好状态因此,通常取大小适当的检查单位,使得1λ 52.通常c 图用于检查单位即样本大小保持不变的场合如果检查单位不能保持不变,则参数λ也将随之而变,这样c 图的UCL CLLCL 三者都呈凹凸状,作图极其不便十u(单位缺陷数)控制图u 图与c 图的关系和p 图与pn 图的关系相似只是将每个样本的缺陷数折算成每个检查单位缺陷数设检验了n 个检查单位的产品,总共发现C 个缺陷于是样本平均单位缺陷数为nu= c u 图的控制线为UCL=u +3n u / CL= LCL=-3u nu /u 十一计量值控制图与计数值控制图的比较在实际应用中,必须决定到底是选择计量值控制图,例如x 一R 图,还是选择计数值控制图,例如p 图有时,这种选择是显而易见的譬如,若质量特性是布匹的色泽,对于这种情况,宁可选用计数值控制图,而不会尝试去把质量特性“色泽',加以定量但有时,作出选择也不是那么容易计数值控制图的优点是可以同时考虑若干个质量特性,如果受检单位不满足其中任一特性的规格,则将被判断为不合格品另一方面,如果把这若干个质量特性看作是变量,这时需要采用多元控制图同时控制这些质量特性对质量特性的测量往往耗资费时,而计数值控制图的处理则比较简单反之,计量值控制图的优点是:(1)能提供远较计数值控制图为多的信息例如,可以直接 获得关于过程均值和变异度的信息当计量值控制图显示异常时可以提供潜在的异常因素的信息在研究工序能力时总是应用计量值控制图等等2计量值控制图在检出异常方面比计数值控制图更有效如图3.5.11一1所示,设过程的标称均值为切,则当过程均值从µ1 偏移到的时,x一R图即有所反映,加以检出;而p图则要等过程均值从µ2继续偏移到µ3,靠近上规格限US处才能有反映因此,可以说计量值控制图的最重要特点,是能够在真正造成不L合格品之前就已经及时发现异常,采取纠正措施(3)对于给定的过程偏移水平而言,计量值控制图所需要的样本大小要小得多,这点在破坏性检验场合尤其重要。
计数值控制图的制作及应用
计数值控制图的制作及应用4.1 选择计数值控制图l 计数值在质量控制的范围中是用作为量度那些不可以用量度数值代表的质量特性。
更简单的是那些质量特性可以判定允收或拒收。
l 典形的计数值有:–汽车档风玻璃的气泡–涂漆表面的抓痕–测试不合规格的单位–外壳的缺点l 计数值控制图的作用,包括:a. 决定质量的平均水平;b. 当平均质量水平转变,给管理阶层一个信息;c. 提高产品的质量;d. 在付运给顾客前决定产品的允收特征。
l 计数值控制图有两种不同的组别。
a. 不良品控制图:一般是建基于『二项分布(Binomial distribution)』。
『不良率控制图(p chart)』是用来显示在生产进中的不良品的比率;而『不良数控制图(np chart)』是监生产中的不良品的数目。
b. 缺点控制图:它是建基于『泊松分布(Poisson distribution)』。
『缺点数控制图(c chart)』是显示在查验之工件上发现的缺点数目;另一个相似的控制图是『单位缺点数控制图(u chart)』是显示平均每一查验之工件的单位缺点数目。
l 计数值控制图的样本数目:控制图每次样本数目不良数(np)不变不良率(p)可变缺点数(c)不变单位缺点数(u)可变l 下列的流程图可以作为一个指引去选择合适的计数值控制图:接下来,我们将先集中在『不良率控制图』;然后才解说『不良数控制图』、『缺点数控制图』和『单位缺点数控制图』。
『不良率控制图(p chart)』是显示在某一样本组内发生事件之数目对全部事件的比值。
在统计制程控制中,『不良率控制图(p chart)』是用作报告产品内的不良品比率。
不良率的设计是可以应付在不同样本数目中的不良品,但我们提议在可能的情形下祗使用一个样本数目。
一个不良率控制图的设立是用作控制单一质量特性或一组质量性中的不良率。
同时也可以设立作为操作员,工作间或某一班制的表现控制。
4.2 数据收集4.2.1 决定样本以下各是作为决定样本数的参考:a. 样本数最少大于50个单位b. 常用的惯例,样本数目的多少一定可以足够找出4个或以上的不良品。
第五章计数值控制图
5.1 不合格品率控制图
关于样本规模的说明
在 n i 大小不等时,上、下控制界限均不等,控制 图的控制界限不是一条直线,而是呈凸凹不平状
当样本大小相差不大时:
即 n i 在 n0.25 n 与 n0.25n 代替 n i ,p图的控制界限变为
之间,用 n
UCLCLp p 3 p(1 p) / n LCL p 3 p(1 p) / n
比如: 一个铸件上的气孔数 一匹布上的疵点数。
第五章计数值控制图
5.1 不合格品率控制图
假设生产过程处于一稳定状态,产品的不合格品率为 p,且各单位的生产是独立的,则单位产品的不合格 品数服从参数p的贝努利(Bernoulli)分布
设抽出容量为n的样本,且含有D个不合格品,则样本 中不合格品数D服从参数为n和p的二项分布
如果不合格率p未知,则估计值
样本不合格频率为: piD i/nii1,2,...m
m
m
样本不合格频率为: p Di / ni
i1
i1
p未知时,p控制图的控制限
UCL p 3 p(1 p) / ni CL p
LCL第五章p计数3值控制p图(1 p) / ni
5.1 不合格品率控制图
使用说明 在p图中,若点子超出上控制界限,说明过程不合格品 率变大,过程存在异常因素需进行分析,并采取措施加 以解决 解释低于控制下限的点时必须很小心 这些点常常不是代表过程质量有真正的改善,反而 常常是训练或经验不足的检验者和检验设备的校准 刻度不适当所引起的错误 也有检验者让不合格品通过或者是伪造资料 当分析者再寻找这些在控制下限以外的点的非机遇原因 时,应将以上各点牢记于心 并非所有p的“向下变动”都是因为质量提高
计量值数据控制图精品PPT课件
X-R图——中位数图用以观察样本中位 ~数的变化,标准图用以观察误差的变化;
X-RM图——单值图用以观察单个数值 的变化移动极差图用以观察误差的变化。
上海杰尔雅企业管理咨询有限公司
5 10.10.2020
计量值控制图选用程序
计量值数据控制图
Байду номын сангаас编制:吴文杰
1 10.10.2020
内容简介
计量值数据控制图的概述 为什么要使用计量值数据控制图 计量值数据控制图的用途 计量值控制图选用程序 各种计量值控制图的讲解及Minitab制作
计量值控制图的流程说明
上海杰尔雅企业管理咨询有限公司
2 10.10.2020
计量值数据控制图概述
7 10.10.2020
计量值数据控制图的制作和流程
选择控制图种类
根据计量值控制图选用程序
收集数据
选择有代表性的数据、选择样本
设定控制界限 分析控制图
计算过程能力 改善能力
上海杰尔雅企业管理咨询有限公司
3σ原理
极差/标准差图的分析及决策图、 平均值/中位数图的分析决策图。
关键的质量特性计算其CPK
如何制作Xbar-R图
收集数据
a.进行测量系统分析
b.确定子组样本容量(1.子组样本容量小于 9,通常每组个子组5个样本;2.样本抽样要 考虑过程稳定性和经济性;子组内的样本 连续进行,不要间隔太长时间3.一般子组 数要25个以上)
上海杰尔雅企业管理咨询有限公司
13 10.10.2020
Minitab制作Xbar-R图
计量值数据控制图用以监控过程中质量 特性或过程参数的自然变化趋势,发现 过程变异的特殊原因,是过程控制的有 力工具,也是最常用的控制图。
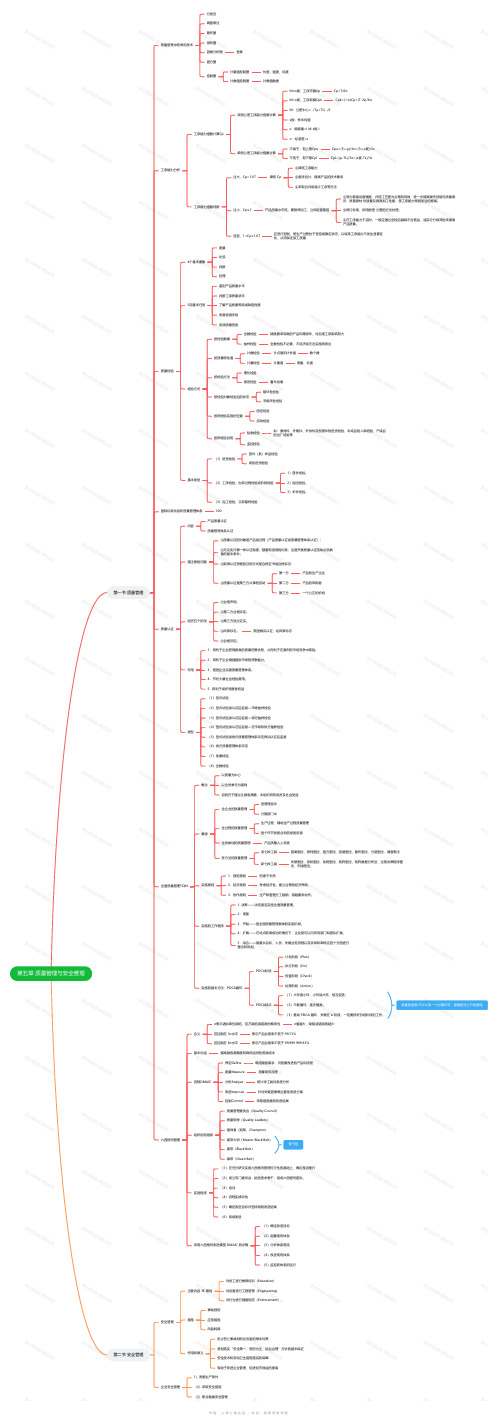
高级经济师-第五章思维导图
ISO
内容
产品质量认证 质量管理体系认证
①质量认证的对象是产品或过程(产品质量认证或质量管理体系认证);
需注意的问题
②无论实行哪一种认证制度,都要有适用的标准,这是开展质量认证活动必须具 备的基本条件;
③取得认证资格的证明方式是合格证书或合格标志;
第一方
产品的生产企业
④质量认证是第三方从事的活动
第二方
5.综合——需要从目标、人员、关键业务流程以及评审和审核这四个方面进行 整合和规划。
计划阶段(Plan)
PDCA阶段
执行阶段(Do) 检查阶段(Check)
实施的基本方法:PDCA循环
处理阶段(Action) (1)大环套小环,小环保大环,相互促进;
PDCA特点
(2)不断循环,逐步提高;
质量改进是 PDCA 的一个必要环节,是螺旋式上升的基础
降低 Cp
①降低工序能力 ②更改设计,提高产品的技术要求
③采取合并或减少工序等方法
工序能力指数判断
过小,Cp≤1
产品质量水平低。要暂停加工,立即追查原因
①努力提高设备精度,并使工艺更为合理和有效,进一步提高操作技能与质量意 识,改善原材 料质量及提高加工性能,使工序能力得到适当的提高。
②修订标准,即用放宽 公差的方法处理。
目的在于通过让顾客满意、本组织所有成员及社会受益
全企业的质量管理
各管理层次 分散部门中
要求
全过程的质量管理 全员参加的质量管理
生产过程、辅助生产过程质量管理 各个环节的配合和信息的反馈
产品质量人人有责
多方法的质量管理
老七种工具 新七种工具
因果图法、排列图法、直方图法、控制图法、散布图法、分层图法、调查表法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
0.0125 0.0639
2
0.0260 0.0648
1
0.0128 0.0645 合计 2148
40 0.0186
5.1 不合格品率控制图
0.07
UCL
0.06
0.05
0.04
0.03
0.02
CL=0.186
0.01
0
LCL=0
1 3 5 7 9 11 13 15 17 19 21 23 25
在样本不合格品率较小时,需要抽取足够大的样本,以 使下控制界限非负,即
n 9(1 p) / p
5.1 不合格品率控制图
例1 在某产品生产过程中抽取25个样本,测得样本的不合
格品数如表所示。试作p控制图,并分析过程是否处于 稳态。 首先计算各样本的不合格品率和平均不合格品率,
填入表中 计算出样本的平均不合格品率为 p 0.0186 由于 n 9(1 p) / p 475 ,所有样本的LCL=0 由于各样本大小不等,上控制界限大小不等
检验机器调整前后的不合格频率是否改变,假设为 H0 : p1 p2, H1 : p1 p2
上述检验的统计量为
拒绝原假设,结论为过程的缺陷显著的减小.
5.1 不合格品率控制图
根据显然成功的过程调整,似乎要再一次修正控制界限才合逻 辑。只用最近的样本(号码31-54),新控制界限的参数如下:
不计入控制线计 算的点
可用将在后面介绍的通用控制图方法加以解决
5.1 不合格品率控制图
例2 冷冻浓缩柳橙汁以6盎司纸罐装,这些纸罐是先
用机器把纸板制成罐状,然后在底部加入金属板。检 验这些纸罐时,将纸罐装满液体,检查液体是否会由 侧边或底部的接缝漏出,若这些接缝有液体漏出,即 为不合格品。我们想建立控制图改善这部机器的不合 格率。
UCLc 3
CLc
LCLc
3
UCLc c 3 c CLc c LCLc c 3 c
5.3 缺陷数控制图
过程的平均缺陷数 c 很小时,必须选择较大的样本才 能使得样本中包含1个缺陷的概率很大
一般可选择恰当的样本大小n,使样本平均缺陷数在15之间
1 c 5
c控制图一般用于样本大小不变的场合
5.1 不合格品率控制图
新的 操作员
故样本15及23可删除,再重新计算新的中心线及修正控 制界限如下:
5.1 不合格品率控制图
在调整机器后的三班中,另外取24个样本,每个 样本取50个观察值作控制图,数据略,并将这些样本 的不合格率画在控制图上,如下图
不计入控制线计 算的点
5.1 不合格品率控制图
5.3 缺陷数控制图
例 在某产品生产过程中抽取25个样本,测得样本的缺 陷数如表。试作c控制图,并分析过程是否处于稳态。
分析
计算平均缺陷数
控制图的界限为
m
c ci / m 97 / 25 3.88
i1
UCLCL
c
c3 c 3.88
3.88
3
3.88 9.789
5.1 不合格品率控制图
关于样本规模的说明
在 ni 大小不等时,上、下控制界限均不等,控制 图的控制界限不是一条直线,而是呈凸凹不平状
当样本大小相差不大时:
即 ni在 n 0.25n 与 n 0.25n 代替 ni ,p图的控制界限变为
之间,用 n
UCLCL
p
p
3
p(1 p) / n
LCL p 3 p(1 p) / n
第五章 计数值控制图
5.1 不合格品率控制图 5.2 不合格品数控制图 5.3 缺陷数控制图 5.4 单位缺陷数控制图 5.5 通用控制图 5.6 控制图的应用
第五章 计数值控制图
计数控制图分为计件控制图和计点控制图 计件控制图:考虑是否具有某种特性, 比如:产品是否合格,记录不合格的产品数。
计点控制图:记录所考察的个体或一定量、 一定面积上某种特性出现的次数。
5.3 缺陷数控制图
缺陷发生的次数可能是有限的或发生缺陷的概率可能并不是常 数,通常服从泊松分布(Poisson Distribution)
设X表示单位产品上的缺陷数,则x是一个随机变量,它可能取0,1
,2…等一切非负整数。经研究,x取这些值的概率可用泊松分布给
出,即:
P(X x) x e , x=0,1,2,…… x!
5.1 不合格品率控制图
关于过程不合格率p 当过程不合格率p很小时,必须选择较大的样本才能使
得样本中包含1个不合格品的概率很大 否则,p图的控制界限将使样本中只要出现1个不合格品
就判断过程失控,这样就失去了控制图的作用 一般来说,可选择恰当的样本大小,使样本中不合格品
数在1-5之间,即1<np<5。 当n<9(1-p)/p时, p图下控制界限为负。可令LCL=0 但为了能准确地反映过程实际不合格品率的波动情况,
80
2
0.0211 0.0602 25
77
0
0.0000 0.0593
2
0.0267 0.0654
0
0.0000 0.0651
1
0.0112 0.0616
3
0.0345 0.0621
2
0.0233 0.0623
2
0.0206 0.0598
1
0.0106 0.0604
2
0.0253 0.0642
2
0.0247 0.0636
5.1 不合格品率控制图
假设生产过程处于一稳定状态,产品的不合格品率为 p,且各单位的生产是独立的,则单位产品的不合格 品数服从参数p的贝努利(Bernoulli)分布
设抽出容量为n的样本,且含有D个不合格品,则样本 中不合格品数D服从参数为n和p的二项分布
则
D np D np(1 p)
为了建立控制图,我们取30组样本,每组样本有 50个纸罐,这些样本是在机器每天三班制的连续工作 下每半小时取一次而得,数据如表1。
5.1 不合格品率控制图
表1:收集的数据
样本编号 不合格纸罐数 样本不合格率 样本编号 不合格纸罐数 样本不合格率
5.1 不合格品率控制图
5.1 不合格品率控制图
将每一个初始样本的不合格率画在图上,发现样本15及23的两个 点超出控制上限,所以过程超出控制,须检查这些点是否有异常 原因 分析样本15得知,在这半小时里,有一批新的纸板投入生产 中,有时候新原料的引进会造成不规则的生产情况 在样本23那半小时里,有一个没有经验的操作员暂时被指派 到这部机器,而使样本23有这么高的不合格率
泊松分布仅含一个未知数λ,在不同场合λ的值是不一样的,但λ
永远为正数。由于λ恰好是X的均值E(X),所以λ的实际含义是单位
产品的平均缺陷数,国外文献上常把它记为DPU。即:
λ=E(X)=DPU
5.3 缺陷数控制图
对产品缺陷数c实施控制 由于缺陷数c的均值和方差相同 只需要一张c控制图就可对过程进行控制 该控制图的控制界限为
5.3 缺陷数控制图
缺陷数:单位产品上的缺陷数已被很多产品用来作为质 量特性,如:
• 一个铸件上的缺陷(砂眼等)数; • 一定布上的缺陷(疵点)数; • 一平方米玻璃上的缺陷(气泡)数; • 一只螺栓上的缺陷(裂缝)数; • 一盘录象带上的缺陷(疵点)数; • 一公尺金属丝外层绝缘材料上的缺陷(伤痕)数; • 一双球鞋上的缺陷(伤痕、脱胶、污染等)数;
5.3 缺陷数控制图
缺陷(defect)是指残损或不圆满的地方。产品的缺 陷是指产品上不符合规定要求的地方。如金属抛光后 ,表面遗留的凹痕、班点等都是缺陷。这些缺陷都是 随机地、孤立地、间断地出现。
没有缺陷的产品被认为是合格品。有缺陷的产品 被认为是不合格品。在研究有缺陷产品时,人们关心 的是单位产品上的缺陷数,这里的单位产品是为了实 施抽样或统计缺陷数而划分的单位体或单位量。对于 按件制造的产品来说,一件产品就是一个单位产品, 如一个螺丝、一个电阻、一台电视机等。但有些产品 的单位产品的划分是不明确的,需要人为地规定一个 单位量,如一公尺导线、,一平方米玻璃等被人们规 定为一个单位产品。
p控制图数据表
样本号
样本 大小
不合格品 数
不合格 品率
UCL
样本号
样本 大小
不合格 不合格 品数 品率
UCL
1
95
2
87
3
86
4
97
5
94
75
10
76
11
89
12
95
13
78
2
0.0211 0.0602 14
99
1
0.0115 0.0621 15
75
2
0.0233 0.0623 16
第五章 计数值控制图
常用的计件控制图为:
不合格品率控制图(p图) 不合格品数控制图(np图) 它使用的统计基础是二项分布,只有一个参数
第五章 计数值控制图
常用的计点控制图是:
缺陷数控制图(c图) 单位缺陷数控制图(u图) 它基于泊松分布,仅有一个参数。
比如: 一个铸件上的气孔数 一匹布上的疵点数。
76
1
0.0103 0.0598 17
89
1
0.0106 0.0604 18
87
0
0.0000 0.0642 19
86
1
0.0128 0.0645 20
97
6
0.0606 0.0593 21
94
2
0.0267 0.0654 22
79
1
0.0132 0.0651 23
81
2
0.0225 0.0616 24
某生产过程的p控制图