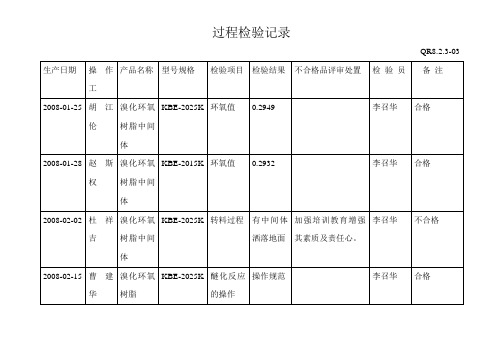
过程检验记录
过程检验记录
KBE-2025K
闭环反应的操作
操作规范
李召华
合格
过程检验记录
QR8.2.3-03
生产日期
操作工
产品名称
型号规格
检验项目
检验结果
不合格品评审处置
检验员
备注
2008-03-02
陈亮
溴化环氧树脂中间体
KBE-3020
环氧值
0.2921
李召华
合格
2008-03-06
邓亦龙
溴化环氧树脂
KBE-2025K
检验员
备注
2008-03-18
高健
溴化环氧树脂
KBE-2025K
敲料
料块大小合适
李召华
合格
2008-03-23
陈亮
中间体
KBE-2025K
环氧值
0.2875
李召华
合格
2008-03-26
赵斯权
溴化环氧树脂
KBE-2025K
醚化反应的操作
符合工艺流程的操作要求
李召华
合格
2008-03-29
高健
溴化环氧树脂
杜祥吉
溴化环氧树脂中间体
KBE-2025K
转料过程
有中间体洒落地面
加强培训教育增强其素质及责任心。
李召华
不合格
2008-02-15
曹建华
溴化环氧树脂
KBE-2025K
醚化反应的操作
操作规范
李召华
合格
过程检验记录
QR8.2.3-03
生产日期
操作工
产品名称
型号规格
检验项目
检验结果
不合格品评审处置
过程审核检查记录---来料检验

-纠正效果的证明(客户的质量信息反馈减少)。
√
√
√
√
√
√
八、以往顾客投诉情况、纠正措施实施情况、以往质量问题
1.是否按时落实要求的纠正措施并检查其有效性? -审核结果整改结果; -内/外部抱怨; -纠正效果的证明.
1、按时落实要求的纠正措施并检查其有
效性;
-对顾客投诉的情况,填写《质量信息反馈处置单》追溯其根源,制定《纠正或预防措施报告》、运用《顾客报怨及组织内部报怨与制造过程/产品矩形图》,形成闭环并审核结果整改结果;
工序名称
来料检验
工序编号
01
审核要点
审核记录
判定
一、过程负责人
是否指定过程负责人
已指定过程负责人
√
二、完整的输入(待加工零件、作业指导书、零件周转卡)
1.生产文件与检验文件中是否标出所有的重要技术要求,包括产品安全特性,并坚持执行?
2.是否持有PFMEA、控制计划、过程作业指导书/检验指导书,
3.特殊特性标识;
-精度/状况;
-检定/能力调查。由有资质的单位进行检定
2、生产设备/工装模具能保证满足产品特定的质量要求;
-验证结果,适当时包括Cmk;
-防错功能(报警,自动断开); -维修状态。
3、生产工位、检验工位符合要求; -照明/清洁;
-人机工程;
-零件搬运/安全生产。
4、对产品调整/更换有必备的辅助器具;
1、产品数量/生产批次的大小是按需求而定,是有目的地运往下道工序;
2、产品是按要求贮存、运输方式/包装方法按产品的特性而定。
√
√
过程质量检验记录

过程质量检验记录一、引言过程质量检验是组织实施质量管理的重要环节,它通过对产品的生产过程进行监控和评估,以确保产品符合质量标准和规范要求。
本文档旨在记录过程质量检验的相关内容,包括检验日期、检验内容、检验结果以及采取的改进措施等。
二、检验日期1. 根据产品生产计划的要求,确定过程质量检验的日期和时间。
2. 在检验开始前,进行充分的准备工作,包括检验设备和工具的校准、检验员的培训和确认,以及准备检验所需的材料和文档等。
三、检验内容1. 根据产品的特点和质量标准,确定过程质量检验的内容和指标。
2. 检验内容可以包括以下几个方面:(1) 原材料检验:检验原材料的质量和规格是否符合要求,包括外观、尺寸、化学成分等方面的检验。
(2) 加工工艺检验:检验加工工艺的合理性和可行性,包括工艺路线、工艺参数和工艺文件等方面的检验。
(3) 在线检验:对生产过程中的关键节点进行检验,包括加工精度、外观质量、安全性能等方面的检验。
(4) 最终产品检验:对最终产品进行全面检验,包括外观、尺寸、性能等方面的检验。
(5) 过程数据分析:通过对检验数据的统计和分析,评估生产过程的稳定性和一致性。
四、检验结果1. 根据检验内容和质量标准,对每个检验项目进行评估,并记录检验结果。
2. 检验结果可以分为合格、不合格和待定三种情况。
3. 对于不合格的检验项目,应追溯其原因,并采取相应的改进措施。
五、改进措施1. 根据不合格项目的原因,确定相应的改进措施。
2. 改进措施可以包括以下几个方面:(1) 提供员工培训和技术支持,以提高操作人员的技能水平和质量意识。
(2) 优化工艺流程和工艺参数,以提高产品的质量稳定性和一致性。
(3) 完善质量管理体系,包括制定和执行相关的操作规程和标准,加强对生产过程的监控和控制。
(4) 追踪和分析不合格品的原因,并采取纠正和预防措施,以避免同类问题的再次发生。
六、总结过程质量检验是确保产品质量的关键环节,通过对生产过程进行监控和评估,可以及时发现和纠正质量问题,提高产品的质量稳定性和一致性。
汽车维修过程和检验记录单

汽车维修过程和检验记录单车辆信息:品牌:__________型号:__________车牌号:__________车主姓名:__________维修时间:__________维修过程记录:日期:____________维修人员:____________维修项目:____________维修描述:____________维修费用:____________检验记录单:车辆信息:品牌:__________型号:__________车牌号:__________车主姓名:__________维修时间:__________检验项目:1.车身外观检查:a)前保险杠:__________b)后保险杠:__________c)左前门:__________d)右前门:__________e)左后门:__________f)右后门:__________g)引擎盖:__________h)后备箱:__________i)车顶:__________j)车窗:__________2.发动机检查:a)点火系统:__________b)隔音罩:__________c)冷却系统:__________d)燃油系统:__________e)排气系统:__________f)电气系统:__________3.刹车系统检查:a)刹车片:__________b)刹车盘:__________c)刹车液:__________d)刹车管路:__________e)刹车泵:__________4.悬挂系统检查:a)前悬挂:__________b)后悬挂:__________c)减震器:__________d)悬挂弹簧:__________e)轮胎:__________5.转向系统检查:a)转向器:__________b)轮轴:__________c)轮毂:__________d)轮胎:__________维修结果:1.维修项目:__________2.维修描述:__________3.维修费用:__________维修过程和检验记录单用于记录整个汽车维修过程和检验结果,通过这份记录单,可以清楚地了解到每个维修项目的细节,包括车辆的维修项目、维修描述和维修费用等信息。
过程检验记录范文

过程检验记录范文1.引言过程检验是生产过程中的一项重要工作,通过对生产过程中各个环节的检验,可以及时发现问题,采取相应措施,保证产品质量的稳定和可靠性。
本文将对过程检验的重要性、过程检验的内容和方法、过程检验结果的分析及处理等进行详细叙述。
2.重要性过程检验是对生产过程中各个环节进行监控的重要手段,它可以帮助生产管理人员及时了解生产状况,及时发现和解决问题,提高生产效率和产品质量。
过程检验可以帮助企业减少废品和缺陷品的产生,降低不合格品的流出率,在竞争激烈的市场中保持较高的市场份额。
3.过程检验的内容和方法过程检验的内容包括:原材料的检验、关键工序的检验、重要参数的检验、设备的检验等。
原材料的检验主要是对原材料的外观、尺寸、硬度、化学成分等进行检测,确保原材料符合生产要求。
关键工序的检验主要是对关键工序的操作规程、工艺参数、设备状态等进行检验,确保工序能够正确进行。
重要参数的检验主要是对生产过程中的重要参数进行监控,通过采集数据、进行统计分析,判断生产过程是否稳定。
设备的检验主要是对设备的使用情况进行检查,预防设备故障和事故的发生。
过程检验的方法包括:外观检验、尺寸检验、物理性能检验、化学分析检验、设备操作检验等。
外观检验是通过人工对产品的外观进行检查,判断产品是否存在缺陷。
尺寸检验是通过测量产品的尺寸,与产品设计要求进行比较,判断产品尺寸是否符合要求。
物理性能检验是对产品的物理性能进行检测,如强度、硬度等,以确定产品的可靠性。
化学分析检验是对产品的化学成分进行检测,以保证产品的质量稳定。
设备操作检验是对设备的操作流程、操作规程等进行检查,以确保设备正常运行。
4.过程检验结果的分析及处理过程检验结果的分析及处理主要是对检验数据进行统计分析,判断生产过程是否稳定,以及发现问题并采取相应的措施。
对于异常数据,应及时进行排查,并进行异常处理,以保证产品质量的可靠性。
对于超出规定范围的参数,应立即停止生产并进行调整,以避免不合格品的产生。
过程检验记录首过程末件1

过程检验记录
记录人:QR824-05
日期/
时间
工件名称
检验数
合格数
不合格数
不合格原因/处理结果
合格率
(%)
验证时间及人员
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/
修边
/
注塑
/修边/Fra bibliotek注塑/
修边
/
注塑
/
修边
/
丹阳峰日车辆配件有限公司
过程检验记录单QR/QB21-04
检验员:日期:
产品名称
设备
型号
生产车间
装配
序号
检验项目
技术要求
检验
类型
实测值
判定结果
样本1
样本2
样本3
样本4
样本5
Y
N
首末件比对
1
机构灵活性
操作轻便、不卡滞,无异响
首件
□Y
□N
过程
末件
2
外观
产品表面平整、光滑、无损伤
首件
□Y
□N
过程
末件
3
外观
无错漏、漏装现象
首件
□Y
□N
过程
末件
4
涂层
涂层表面平整、色泽一致、无起泡等
首件
□Y
工序检验记录
工序检验记录
工序检验记录是一种记录工序质量检验结果的文件,用于跟踪和记录工序生产过程中
的质量问题和质量控制措施。
该记录包括以下内容:
1. 工序信息:记录工序的名称、编号、日期等基本信息。
2. 检验项目:列出工序需要进行的各项质量检验项目,包括外观检验、尺寸检验、功
能性能检验等。
3. 检验方法:说明进行质量检验时所采用的检验方法和标准,例如使用的仪器设备、
具体检验步骤等。
4. 检验结果:记录每个检验项目的具体检验结果,包括合格、不合格、待处理等状态,并标明具体问题和不符合要求的原因。
5. 处理措施:对不合格项进行记录和处理,包括采取的纠正措施、预防措施和返工措
施等,并记录处理的具体结果。
6. 审核签字:由质量控制人员对检验记录进行审核,确认符合质量要求后进行签字确认。
工序检验记录的目的是为了确保工序的质量符合要求,及时发现和解决质量问题,提
高工序的生产效率和产品质量。
这些记录对于质量管理和问题分析具有重要的参考价
值和作用。
喷塑检验过程验证记录

7 8
结论
确认:
日备有限公司 前处理及喷塑过程检验记录表
产品名称 序号 1 2 3 4 5 6 规格型号 检验要求 装框前检查零部件无变形,装框时个零部件之间要有大于或等于2mm的间 隙,不得相互挤压撞击,清点数量,做好记录。装框完成后整体重量不得 大于起吊允许重量。 碱性脱脂浸泡时间为10-15分钟,起槽时工件表面形成不间断水膜即为合格 。游离碱度25-45点即为合格,此参数每隔2小时检测一次。 除锈浸泡时间为8-10分钟,视工件生锈情况而定。起槽时检查工件表面有 无未除掉的锈迹和氧化层,无则合格。槽液检测参数为总酸度,总酸度 350-450点即为合格,此参数每隔2小时检测一次。 中和处理浸泡时间时间为5-8分钟。 表调处理浸泡时间为30秒-1分钟。检测参数为PH=8-9。 磷化处理浸泡时间为8-10分钟,工件表面形成瓦灰色磷化膜。检测参数为 PH=3.0-3.5,总酸度为25-40点,游离酸度为1.1-1.9点,总酸度/游离酸度 比一般为20/1,促进剂为1.5-4.5点,磷化膜厚度要求在1.5-4.5微米之 间,以上相关参数在各自范围内即为合格,此槽参数每隔2小时检测一次。 各清洗槽清洗时间为1-2分钟,要求为活水清洗。 喷粉各项参数符合要求;塑粉颜色符合要求;烘烤温度为185度,时间为15 分钟;目测表面有无喷塑质量缺陷,如露底、电击、吐粉、颗粒等明显质 量问题,用膜厚仪检测塑层厚度,塑层厚度在50-100微米之间即为合格。 合格( ),接收。 不合格( ),退回返工处理。 数量 检查日期 实测结果 检验员 判定 备注