逆变电阻点焊.
电阻点焊的工作原理
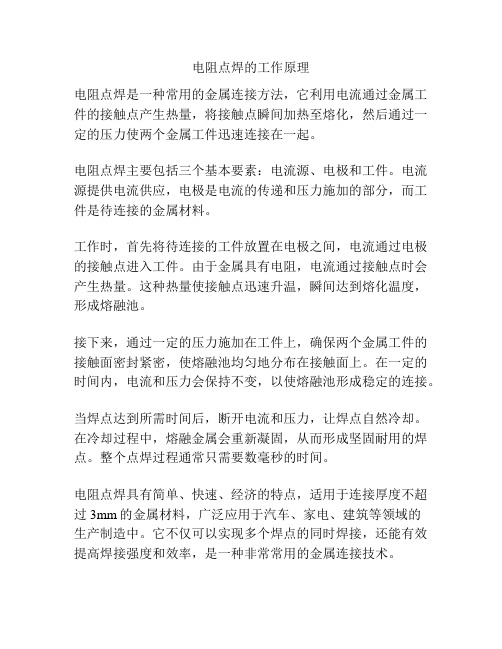
电阻点焊的工作原理
电阻点焊是一种常用的金属连接方法,它利用电流通过金属工件的接触点产生热量,将接触点瞬间加热至熔化,然后通过一定的压力使两个金属工件迅速连接在一起。
电阻点焊主要包括三个基本要素:电流源、电极和工件。
电流源提供电流供应,电极是电流的传递和压力施加的部分,而工件是待连接的金属材料。
工作时,首先将待连接的工件放置在电极之间,电流通过电极的接触点进入工件。
由于金属具有电阻,电流通过接触点时会产生热量。
这种热量使接触点迅速升温,瞬间达到熔化温度,形成熔融池。
接下来,通过一定的压力施加在工件上,确保两个金属工件的接触面密封紧密,使熔融池均匀地分布在接触面上。
在一定的时间内,电流和压力会保持不变,以使熔融池形成稳定的连接。
当焊点达到所需时间后,断开电流和压力,让焊点自然冷却。
在冷却过程中,熔融金属会重新凝固,从而形成坚固耐用的焊点。
整个点焊过程通常只需要数毫秒的时间。
电阻点焊具有简单、快速、经济的特点,适用于连接厚度不超过3mm的金属材料,广泛应用于汽车、家电、建筑等领域的
生产制造中。
它不仅可以实现多个焊点的同时焊接,还能有效提高焊接强度和效率,是一种非常常用的金属连接技术。
电阻点焊原理
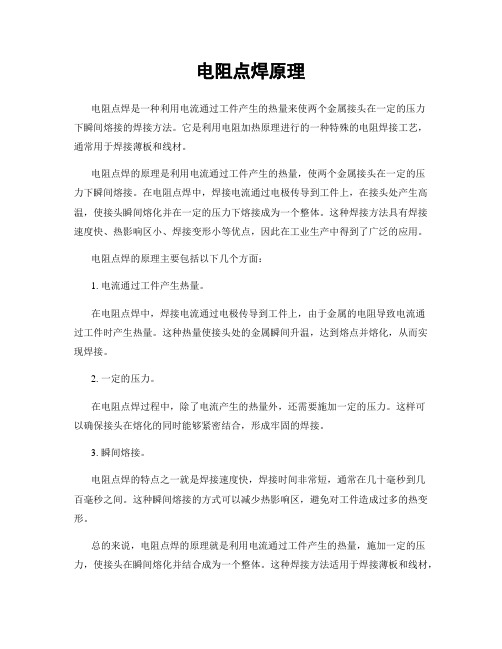
电阻点焊原理电阻点焊是一种利用电流通过工件产生的热量来使两个金属接头在一定的压力下瞬间熔接的焊接方法。
它是利用电阻加热原理进行的一种特殊的电阻焊接工艺,通常用于焊接薄板和线材。
电阻点焊的原理是利用电流通过工件产生的热量,使两个金属接头在一定的压力下瞬间熔接。
在电阻点焊中,焊接电流通过电极传导到工件上,在接头处产生高温,使接头瞬间熔化并在一定的压力下熔接成为一个整体。
这种焊接方法具有焊接速度快、热影响区小、焊接变形小等优点,因此在工业生产中得到了广泛的应用。
电阻点焊的原理主要包括以下几个方面:1. 电流通过工件产生热量。
在电阻点焊中,焊接电流通过电极传导到工件上,由于金属的电阻导致电流通过工件时产生热量。
这种热量使接头处的金属瞬间升温,达到熔点并熔化,从而实现焊接。
2. 一定的压力。
在电阻点焊过程中,除了电流产生的热量外,还需要施加一定的压力。
这样可以确保接头在熔化的同时能够紧密结合,形成牢固的焊接。
3. 瞬间熔接。
电阻点焊的特点之一就是焊接速度快,焊接时间非常短,通常在几十毫秒到几百毫秒之间。
这种瞬间熔接的方式可以减少热影响区,避免对工件造成过多的热变形。
总的来说,电阻点焊的原理就是利用电流通过工件产生的热量,施加一定的压力,使接头在瞬间熔化并结合成为一个整体。
这种焊接方法适用于焊接薄板和线材,具有焊接速度快、热影响区小、焊接变形小等优点,因此在汽车制造、家电制造、金属加工等领域得到了广泛的应用。
在实际应用中,电阻点焊的原理需要结合具体的工件材料、厚度、形状等因素来确定焊接参数,包括焊接电流、焊接时间、压力等。
只有合理地控制这些参数,才能确保焊接质量,达到预期的焊接效果。
总之,电阻点焊作为一种利用电流产生的热量来实现瞬间熔接的焊接方法,其原理简单清晰,应用广泛,是现代工业生产中不可或缺的重要工艺之一。
通过对电阻点焊原理的深入理解和合理应用,可以提高焊接质量,提高生产效率,降低生产成本,推动工业制造的发展。
逆变电阻点焊机设备操作说明书
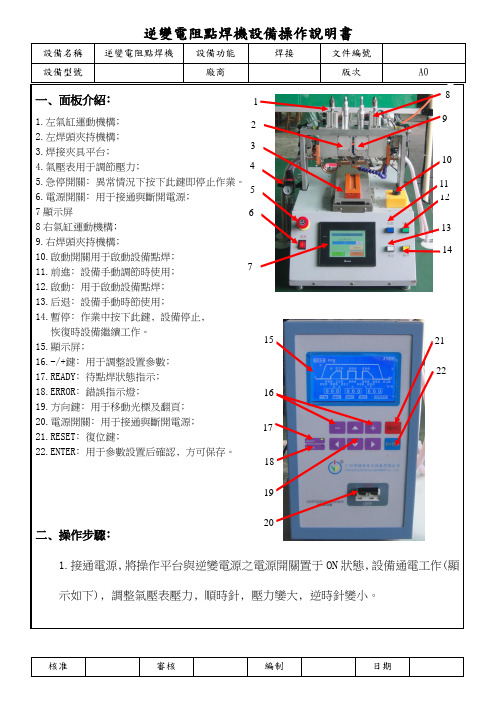
一﹑面板介紹﹕1.左氣缸運動機構﹔2.左焊頭夾持機構﹔3.焊接夾具平台﹔4.氣壓表用于調節壓力﹔5.急停開關﹕異常情況下按下此鍵即停止作業。
6.電源開關﹕用于接通與斷開電源﹔ 7顯示屏 8右氣缸運動機構﹔ 9.右焊頭夾持機構﹔10.啟動開關用于啟動設備點焊﹔ 11.前進﹕設備手動調節時使用﹔ 12.啟動﹕用于啟動設備點焊﹔ 13.后退﹕設備手動時節使用﹔14.暫停﹕作業中按下此鍵﹐設備停止﹐ 恢復時設備繼續工作。
15.顯示屏﹔16.-/+鍵﹕用于調整設置參數﹔17.READY ﹕待點焊狀態指示﹔ 18.ERROR ﹕錯誤指示燈﹔19.方向鍵﹕用于移動光標及翻頁﹔ 20.電源開關﹕用于接通與斷開電源﹔ 21.RESET ﹕復位鍵﹔22.ENTER ﹕用于參數設置后確認﹐方可保存。
二﹑操作步驟﹕1.接通電源﹐將操作平台與逆變電源之電源開關置于ON 狀態﹐設備通電工作(顯示如下)﹐調整氣壓表壓力﹐順時針﹐壓力孌大﹐逆時針變小。
1234 56 71413 12 11 10 98 15 16 17 18 19 2022212.按下上圖“自動運行”圖標﹐進入如下界面3.按下“啟動”圖標﹐機器自動進入校正零位﹐進入如下界面﹕4.將理線后夾具裝后焊接治具﹐再放入運動平台后﹐按下操作平台“啟動”鍵﹐進行自動焊接﹐焊接后自動返回。
4.1按主界面按下“參數設定”圖標﹐進入如下界面﹕4.2按下上圖中“確認”圖標﹐進入如下界面4.3用手指按下“焊接位置手動輸入”圖標﹐進入如下界面﹕4.4用手指按下上圖“確定”光標機器進入下圖用手指按下“機種代號”之方框處“”出現如下對話框﹕在上圖中按下對應數字(最多儲存20組資料)﹐按下ENTER即調出已儲存檔案或空檔案。
或按下“機種開啟”圖標﹐選擇已儲存檔案或未儲存檔案。
按下確認即可調用。
4.5在此界面下﹐用手指按下“下頁”圖標﹐進入下一界面﹕在上圖左側與右側第“1”組輸入左側“2”﹔左側“9”﹐第2組以后。
中频逆变点焊机技术介绍ppt课件
图1 控制原理图
中频逆变原理
图2 波形图
4
中频逆变优势(1)
5
中频逆变优势(2)6Biblioteka 中频逆变优势(3)7
中频逆变焊接的经济效益
8
操作成本
9
投资成本
10
质量成本
11
交流能耗
12
中频能耗
13
交流与中频焊接时间对比
14
交流与中频焊接能量对比
15
点焊原理
16
点焊的典型程序
17
点焊焊接质量的一般要求
中频逆变点焊机 介绍
1
中频逆变原理
控制系统简介
1.工频交流电阻焊控制电源 采用反向并联的两晶闸管与焊接变压器的初级绕组串联后接
入电网,利用触发控制装置,使两晶闸管分别在交流电的正负半 周期通电源。改变晶闸管的导通角,便可实现对焊接变压器次级 输出电流的调节。
工频交流电源由于设计原理相对简单、元件生产技术成熟、 制造成本较低等在电阻焊电源中占有最多的份额。 2.中频直流电阻焊控制电源
52
中频逆变点焊机特点
➢提供高质量、高效率的焊接能力; ➢1000Hz的工作频率,时间控制精度为1ms; ➢功率因数接近于1,无电感分量,无需调整功率因素; ➢三相平衡负载,减少对供电系统的要求; ➢减少电源消耗,节约生产成本。
53
中频逆变点焊机特点
配置德国博世UIR动态电阻控制功能,保证点焊质量; 在设备本体右侧方便操作的地方安装工业级平板电脑。实现焊接数据存贮 、查询、分析;实现网络连接,在办公网络及互联网上可查询相关焊接数 据;显示各项异常、报警、提示信息;并为电脑安装可翻转门,方便用户 操作。电脑上方安装电脑电源通/断开关。
中频逆变点凸焊机和传统电阻焊机的比较
中频逆变点(凸)焊机与传统电阻焊接机的比较中频逆变点(凸)焊机与传统电阻焊接机相比,优势体现在以下几方面:1)中频焊机焊接控制电流更精确:逆变系统几乎不受供电系统影响,即使在网压波动±15%情况下,仍可实现焊接电流精度控制在2%;不受工件的形状和工件材料的影响(无电感损失);调整精度和监视精度比AC 系统高20倍。
2)中频焊机焊接电源输出稳定:采用焊接直流工艺,相比传统的交流电,电流输出更加稳定.3)中频焊机数字化控制更加提高电流控制和测量精度4)中频焊机焊接时间精度为毫秒,可以对焊接的时间任意控制。
5)中频焊机经济效益好。
而中频点焊机三相负载平衡、低输入、没有电网过渡过程、耗电功率低6)中频焊机焊接条件范围扩大.按点焊规定,在稳定的焊接范围内的焊核直径为4t(t为板厚)。
经试验,在单相交流焊机点焊100焊点情况下,单相整流焊机为129焊点,中频焊机为241焊点;同样对镀层钢板,单相交流焊机为110焊点,中频焊机为355个焊点.。
本公司的中频逆变式点焊机全部采用人机界面触摸屏以数字方式控制,操作简单易懂。
可以通过个人电脑编程扩展焊机性能。
可根据客户要求设计搭配不同夹具以满足各种各样工件焊接,并可为客户设计制作自动化的专机以提高生产效率。
中频逆变式点凸焊机相比普通交流电阻点焊机具有以下特点:1. 焊接稳定性高;2. 省电30%以上,运行成本低;3. 三相电源平衡输入,功率因数高达95%;4. 较低的焊接电流和电极压力;5. 次级回路几乎没有感应能量损失;6. 电极寿命提高一倍以上,减少电极修磨时间;7. 大幅节约电力安装和水,气等辅助设施的安装成本;8. 更准确,更快速,更全面地控制和分析焊接参数;9. 更短的焊接时间,提升工作效率和焊接质量;10. 焊接范围更广泛,对低碳钢,不锈钢,铜,铝,镀锌板的焊接效果更好。
额定功率最大焊接电流输入电压暂载率电极压力电极行程冷却水流量KVA KA V % KN mm L/minJH-10T 16 10 380 3φ50 3.0 50 6JH-20T 50 20 380 3φ50 3.6 50 15JH-20 50 32 380 3φ50 7.2 80 30JH-40 90 40 380 3φ50 12/18 80 30JH-60 180 60 380 3φ50 18/29 80 45JH-80 200 80 380 3φ50 18/29 160 60JH-100 330 100 380 3φ50 18/29 140 80公司做了长远的战略规划,正在向集团型方向发展,通过与国外优秀企业的交流与合作,不断引进吸收消化国外先进的技术,同时自主研发独立设计具有精焊特色的金属焊接设备,打造精焊品牌。
中频逆变点焊机优势总结

普通交流或次级整流点焊机中焊接变压器的工作频率与工业电网的频率相同(故称之为交流工频点焊机),而中频逆变点焊机的焊接变压器工作频率则高达1000Hz以上,这就是两类焊机的根本区别。
正是这个根本区别使得逆变电阻焊机具有许多独特的优点。
1. 中频逆变点焊机是目前全球最先进的电阻焊设备;2. 中频逆变点焊机具有无可比拟的焊接稳定性;3. 中频逆变点焊机运行成本低;4. 中频逆变点焊机三相电源平衡输入,功率因数高达95%;5. 中频逆变点焊机次级回路几乎没有感应能量损失;6. 中频逆变点焊机可以较低的焊接电流和电极压力;7. 中频逆变点焊机节约能量达33%以上;8. 中频逆变点焊机电极寿命提高1倍以上,减少电极修磨时间;9. 中频逆变点焊机大幅度节约电力安装和气等辅助设施的安装成本;10.中频逆变点焊机更准确、更快速、更全面地控制和分析焊接参数;11. 中频逆变点焊机更短的焊接时间,提高生产效率,并获得更佳的焊接外观效果。
一、中频逆变点焊机焊接电流无过零效应交流电阻焊机提供的焊接电流每个周期(20ms)有二次过零,在此期间焊接区不仅没有得到电流加热而且散热过程却没有停止,热量损失严重。
中频逆变点焊机输出的是纹波极小的直流电流,没有过零效应,因而在轻合金、耐热钢、精密件、高速缝焊及焊接质量要求高的场合具有不可替代的优势。
二、中频逆变点焊机具有电流集束作用1、交流电流在通过焊接区时,由于趋表效应而出现发散现象。
与此相反,逆变式焊机输出纹波很小的直流电流通过焊接区时有向中心集中的“集束作用”。
中频逆变点焊机能使焊接热量集中、焊点周围热影响区减小。
这一特点对多层板和厚板的焊接尤其重要;2、中频逆变点焊机由于直流焊接电流的集束作用和没有过零效应使得在同样焊接条件下,采用中频逆变点焊机时所用的焊接电流比交流焊接时可降低25%~30%;(这是中频逆变点焊机运行成本低的特点之一)3、中频逆变点焊机电极冷却要求有所降低,可以减少冷却水消耗;(这是中频逆变点焊机运行成本低的特点之二)4、中频逆变点焊机直流焊接电流的集束作用极少产生焊接飞溅,提高电极使用寿命1倍以上,并节省了电极修磨时间,提高了生产效率。
逆变电阻点焊电源研究现状与趋势
加 到焊 接变压 器 上进行 降压 , 级整 流则 变成可 供 次 点 焊 的直流 电 。 另外 , 逆变 频率 不变 的情 况下 , 在 通
过 调 节 脉 宽 调 制器 (WM 的 占空 比来 调 节 逆 变 器 P ) 的输 出 电流 , 而 实现 对焊 接 电流 的调 节 , 终完 从 最
研与 计 究 设
焊 电源 的二 次 电流可真 正保持 恒 电流 。
雹晖梭
功率 电源 。
第4卷 0
() 接 时问 为 ms 。 对 焊接 时间 进行 任意 5焊 级 可
控制 , 这特 别适 用 于航 天 、 空 铝合 金 和 特 种材 料 航
的焊 接 。
RL
() 6节能效果 明显 。 与传统交 流电源相 比, 逆变点 焊 电源总体节 能 2 %~ 2 5 3 %。
C 兰 l 2 V 一D I:, Cl d≠ r
I GBT ,
C2 =
几部分 组成[ 逆变 电源 电路 原理 如 图 1所示[ 输 3 1 。 4 1 。
入 的 三 相 交 流 电 经 三 相 整 流 电 容 滤 波 后 变 成 直 流 电 加 到 逆 变 器 上 , 全 桥 逆 变 器 后 产 生 的 交 流 电再 经
I_ _ — —
皿
式 主 电路 中 , 变压 器 能 工作 在 双 向励 激 的模 式 下 ,
这样 可 以减小 变压 器 的质量 和体 积 , 变压 器二次 且 侧 的最 大 占空 比接 近 l从 而 大大 提 高输 出 电流 的 ,
上 升 速 度 。 桥 式 主 电路 的 开 关 管 在 承 受 相 同 电压 全
理 如 图 7所示 。 7中开 关 管 I B I B , 成 图 G T 和 G T组
逆变电阻点焊
逆变电阻点焊设备调研报告焊接原理:电阻焊(resistance welding)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
逆变式焊机市场发展概况国际逆变式焊机产品发展总体概况一、本产品国际现状分析电焊机是现代工业重要的工艺装备,广泛应用于造船、化工、冶金、建筑、机械、汽车、轻工、电力等各工业部门,也是航天、电子、原子能等国防尖端工业中不可缺少的加工设备,目前世界各国均对电焊机产品的研制给予了足够的重视。
随着科学技术的进步,电力电子技术、材料加工技术和计算机技术的发展,极大地推动了焊接电源的发展。
焊接电源从电磁控制发展到电力电子控制,从整流电源发展到逆变电源,逆变技术得到了突飞猛进的发展。
目前,日本、美国等工业发达国家的焊机制造厂商和中国的许多焊机制造企业几乎全部进入到逆变式焊机时代。
这是因为逆变焊机对大幅度节省原材料(铜、硅钢片),降低制造成本,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造企业产品更新换代的必由之路。
IGBT逆变式焊机是目前工业机型的主要产品,它从20世纪90年代一直到现在都在快速发展着,这一类产品是目前逆变焊机的主导产品,也是以后电焊机产品的发展方向。
二、本产品主要国家和地区概况1、美国①美国林肯电气公司总部位于美国俄亥俄州克利夫兰市的林肯电气公司是一家弧焊产品设计、开发和制造的跨国性企业。
其机器人焊接系统、等离子和氧乙炔切割设备、钎焊等产品在全球市场中占据主导地位。
目前在全世界20个国家拥有36个工厂,并在160多个国家设有经销商和销售代表处。
林肯电气公司是国际焊切设备制造业先驱。
进入中国后,林肯弧焊设备的足迹遍及中国石化、造船、电建、汽车制造等许多行业,为国内众多产业,提供了最可靠的质量保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
逆变电阻点焊设备调研报告焊接原理:电阻焊 (resistance welding 是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
逆变式焊机市场发展概况国际逆变式焊机产品发展总体概况一、本产品国际现状分析电焊机是现代工业重要的工艺装备,广泛应用于造船、化工、冶金、建筑、机械、汽车、轻工、电力等各工业部门,也是航天、电子、原子能等国防尖端工业中不可缺少的加工设备,目前世界各国均对电焊机产品的研制给予了足够的重视。
随着科学技术的进步,电力电子技术、材料加工技术和计算机技术的发展,极大地推动了焊接电源的发展。
焊接电源从电磁控制发展到电力电子控制, 从整流电源发展到逆变电源, 逆变技术得到了突飞猛进的发展。
目前,日本、美国等工业发达国家的焊机制造厂商和中国的许多焊机制造企业几乎全部进入到逆变式焊机时代。
这是因为逆变焊机对大幅度节省原材料(铜、硅钢片 ,降低制造成本,大幅度减少电耗和明显改善焊接性能等方面都有突破性的意义,是电焊机产品发展的必然,也是我国电焊机制造企业产品更新换代的必由之路。
IGBT 逆变式焊机是目前工业机型的主要产品,它从 20世纪 90年代一直到现在都在快速发展着,这一类产品是目前逆变焊机的主导产品,也是以后电焊机产品的发展方向。
二、本产品主要国家和地区概况1、美国①美国林肯电气公司总部位于美国俄亥俄州克利夫兰市的林肯电气公司是一家弧焊产品设计、开发和制造的跨国性企业。
其机器人焊接系统、等离子和氧乙炔切割设备、钎焊等产品在全球市场中占据主导地位。
目前在全世界 20个国家拥有 36个工厂,并在160多个国家设有经销商和销售代表处。
林肯电气公司是国际焊切设备制造业先驱。
进入中国后,林肯弧焊设备的足迹遍及中国石化、造船、电建、汽车制造等许多行业,为国内众多产业,提供了最可靠的质量保证。
②米勒电气制造有限公司米勒电气制造有限公司作为全球最大的焊接产品生产商— ITW 焊接集团的子公司, 专门从事焊接电源的研发生产。
米勒电焊机产品系列包括:TIG 焊机、 MIG 焊机、埋弧焊机、多功能焊机、发电机驱动焊机、手弧焊机、等离子切割机、送丝机、点焊机、自动焊接系统、感应加热系统、焊枪及附件等。
米勒焊机进入中国近三十年来,产品已广泛应用于航空航天、造船、集装箱、油田、油气管道、大型钢结构、重型机械、石油化工、有色金属及不锈钢产品等工业制造或生产领域, 享有极高的声誉。
2004年, ITW 集团在华投资成立了北京米勒电气制造有限公司,不但生产米勒电焊机系列产品,还为用户提供广泛的培训服务和售后支持,更好地满足国内客户的需求。
北京米勒公司已经顺利取得ISO9001:2000和 CCC 的产品强制性认证。
2、日本日立集团(Hitachi 在全世界拥有约一千多家公司,日立集团经营的业务涵盖了极其广泛的领域,是世界范围内罕见的、独具特色的企业集团。
日立在广泛的事业领域中为社会提供系统、产品及服务,其中包括信息通信系统、电子设备、电力/产业系统、数字媒体/家用电器、高性能材料、物流及服务、金融服务等领域。
1996年, 日本日立公司的 IGBT 逆变焊机已占 MIG/MAG焊机的 70%, 占 TIG 焊机的 95%以上, 占切割机的 100%, 除此之外, 日本松下, 大阪变压器公司的逆变式焊机都超过 50%。
3、芬兰芬兰 KEMPPI 公司是世界上最大的弧焊设备生产厂商之一, 自 20世纪 70年代率先在世界上推出工业用逆变焊接电源以来,一直以其高度创新的产品成为国际逆变焊机的领导者。
随着科技的不断发展, KEMPPI 将最先进的数字化微机智能控制技术和 IGBT 逆变技术应用到其产品的制造中,推出新一代革新焊接产品——采用微处理器监控焊接全过程,程序化引弧和收弧,极小的焊接飞溅,智能化的参数调节,完美的焊接特性,轻量化的重量和体积,极高的性能价格比,并具有功能多样性和应用广泛性等特点。
KEMPPI 出色的产品特性使其用户遍及石化、冶金、造船、锅炉、航空航天、汽车制造、化工、铁路、建筑安装等众多行业。
本产品国际发展趋势分析1、高效和高功率密度 (小型化是国际上弧焊逆变器追求的主要目标之一。
高频化和降低主要器件的功耗是实现这一目标的主要技术途径。
2、焊机产品将逐步走向数字化数字化焊接电源的不断发展将推动整体焊接技术的进步, 将促使焊接技术向着焊接工艺高效化、焊接质量控制智能化、焊接生产过程机器人化的方向发展。
随着数字控制技术的发展,尤其是数字信号处理器(DSP 的广泛应用,使数字化焊接电源的波形控制能力更为精确,为广大焊接工作者提供了方便的新型焊接工艺研发手段,使新工艺、新设备的更新换代成为可能。
例如:多年来 CO2气体保护焊接工艺方法大量用于产品的焊接生产过程, 但焊接飞溅较大一直是人们急于解决的问题。
数字化焊接电源可以实现电弧电压、电流波形在线快速检测并计算短路过渡特征参数,进行自适应最优控制,用现代控制理论算法使特征参数和焊接规范始终调节于最佳范围内,使焊接电弧处于稳定、动态性能最佳的工作状态。
对短路过渡电流波形的上升时间、燃弧时间、下降时间及各时段的电流峰值进行精确控制,以达到进一步减小焊接飞溅、改善焊接性能及焊接质量的目的。
高速和高效化焊接是现代焊接的发展方向,是实现现代化焊接的必由之路。
数字化焊机是高效焊接和自动化焊接的基础,数字化焊接的概念及其特点,数字化焊机的实现方式及数字化焊机对整个焊接生产工艺必将起到极大的推动作用, 也将推动整个焊接行业的技术进步。
四、 2009年 -2010年国际国内逆变式焊机市场发展概况近年来全球逆变式焊机的产量基本保持稳定的增长趋势,但受经济危机的影响,国际市场萎缩,全球产量增长放缓;但随着全球经济的逐步好转以及下游行业需求的恢复,逆变式焊机的市场规模将逐渐回暖。
我国逆变式焊机的发展概况一、我国逆变式焊机发展基本情况长期以来, 国外的焊机产品占据了我国电焊机市场的半壁江山, 而国产焊机因设计水平低、制造工艺落后和可靠性差等原因,在市场竞争中处于劣势。
自改革开放以来,我国先后引进和研制了一些先进的焊接设备及技术,不仅提高了我国焊接设备的设计和制造水平,而且也使设备的品种、规格得到了丰富和发展。
在我国,逆变弧焊机的研究工作起步不算晚,始于 80年代初, 1983年成都电焊机研究所第一台商品化的可控硅逆变弧焊整流器通过部级鉴定; 1983-1991年,清华大学、哈尔滨工业大学、华南理工大学等相继推出各式开关器件的逆变焊机; 1992年, 深圳瑞凌创始人邱光先生成功研制出 110kHZ 的 MOSFET 的逆变焊机,并推向市场; 2000年,各种 IGBT 逆变焊机纷纷登台。
近 10年来,我国焊接设备研发、生产的整体水平通过“ 走出去,引进来” 已有了巨大进步, 但与欧美发达国家的同类产品相比,无论是在产品的技术含量、设计水平,还是制造水平以及产品附加值上都存在着差距。
在欧美发达国家的焊机已依靠“ 创新” 取胜时,国产焊机的水平还停留在初级的“ 制造” 阶段。
目前,我国逆变式焊机技术已有突破性的进展,国内有些技术力量雄厚、研发基础好、生产经验丰富的单位和企业、已较好地解决了逆变式焊机的设计、制造工艺以及产品可靠性、安全性等问题, 逆变式焊机产品已进入全面推广应用的阶段, 可靠性和性能上也满足火电、造船等工程的结构焊接要求。
二、逆变式焊机总体市场现状中国经济的发展给逆变式焊机行业带来了一个巨大的发展空间, 在增加内需和扩大就业等方面有着突出的作用,市场规模不断扩大。
目前, 我国的逆变焊机已可取代包括晶闸管在内的国内传统焊机, 还可取代国际名牌焊机, 并出口到海外市场;同时逆变式焊机优势企业积极采用高新技术和先进适用技术改造产业,提升企业的自主创新能力,如北京时代科技股份有限公司积极应对市场需求,研发了具有时代特色的逆变双电源双丝双弧埋弧焊机, 不仅能满足多种大工业制造场合下对高质量、高效率焊接的需求,而且对将来多丝多弧焊接设备的开发研制起到积极地推动作用。
受金融危机的影响, 2009年,逆变式焊机行业经济运行增速放缓、总体平稳,销售收入为 31.9亿元,较 2008年增长 13%;行业产量为 60万台。
同时,随着市场的变化,中、高技术含量的逆变式焊机产品已越来越受用户的青睐。
但随着价格竞争的加剧,中低档产品价格下滑,企业只有通过努力开发高技术含量、高附加值产品来获取更高的盈利和市场占有率。
三、逆变式焊机市场发展中存在的问题我国逆变式焊机行业取得了长足的发展,但是行业在快速发展的同时,也不可避免的存在着一些亟待解决的问题 :1、逆变式焊机仍存在质量问题,原因主要有 :①部分逆变式焊机生产企业的制造设备及工艺手段不符合电力电子产品的生产要求, 一些焊机生产企业原有的车间和设备不适应逆变式弧焊机的生产;②制造工艺结构安排和布线不合理,检测手段落后或不严格。
③生产规模小的企业,未能使用生产线和模具进行组装调试。
2、研发投入少,创新能力差目前我国逆变式焊机大多数企业投入的开发资金少,科研人员与资金投入长期不足,企业创新能力差。
创新能力是一个企业实力、科技水平和潜力的综合体现,依靠科技创新来推动企业的技术进步,使企业的每种产品都具有高水平、高起点和持续发展,才能适应目前我国焊接生产的不断发展及市场需求。
一、主要产品及行业应用:电源 :精密逆变直流点焊电源、高频逆变直流焊接电源、热压焊电源(HOT BAR、缝焊电源、逆变交流电源。
焊机 :汽车电子点焊机、电光源材料焊接专用焊机、电池点焊机、电容器精密逆变点焊机、精密五金点焊机、电感点焊机、微型电机换向器点焊机、智能卡焊接机、继电器逆变点焊机、开关点焊机、变压器焊接机、多股铜线压方机、精密逆变线束焊接机、网络滤波器焊接机、铜合金点焊机、网络接口器件自动焊接设备、变压器铜箔漆包线全自动点焊机、银触点焊接机、电声器件点焊机、 LED 引线自动点焊机、电子元器件精密点焊机、、精密漆包线点焊机、汽车点火线圈点焊机、开关铜线压方、铜片铜线焊接机、温控保护器点焊机等等应用领域:1. 各类继电器、微动开关、弹簧片、等铜类、银类开关上的银触点焊接。
2. 灯丝、灯盖等电光源行业中:钼片与钨杆的焊接,钼杆与钼箔的焊接,灯盖的焊接,镍杯与可伐丝的焊接,镍杯与可伐丝以及杜镁丝三节的焊接。
3. 汽摩配件、五金行业中:适用于铜合金端子与单股、多股铜合金线焊接、多股铜线之间焊接、多股线与漆包线焊接、镀银端子与镀锡铜片焊接、汽车连接线等精密线束焊接、漆包线焊接、电感线与端子焊接、传感器端子与引线的焊接、电机碳刷引线焊接、铜编织线、微电机马达引线焊接、铜端子焊接,端子和线束焊接机、铜压线端子焊接机。