带有史密斯预估器的退火炉温度控制系统
基于Smith预估模糊PID的主汽温控制系统
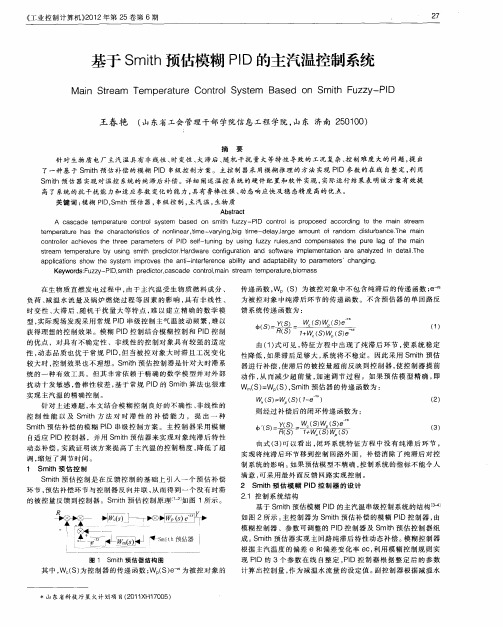
传递函数 , W。( )为 被 控 对 象 中不 包 含 纯 滞后 的 传递 函数 ; S e 为 被 控 对 象 中纯 滞 后 环 节 的 传 递 函 数 。不 含 预 估 器 的单 回路 反
馈系统传递函数为 :
, = = ㈩
获 得 理 想 的控 制 效 果 。模 糊 PD控 制结 合 模 糊 控 制 和 PD 控 制 I I 的 优点 ,对 具有 不确 定 性 、非 线 性 的控 制对 象 具 有 较 强 的 信 息工程学院, 山东 济南 2 0 0 ) 5 1 0
摘 要
针 对 生 物质 电 厂 主 汽 温 具 有 非 线 性 、 变 性 、 滞后 、 机 干 扰 量 大 等 特 性 导 致 的 工 况 复 杂 、 制 难 度 大 的 问题 , 出 时 大 随 控 提 了一种 基 于 S l 4  ̄ 偿 的模 糊 PD 串级 控 制 方 案 。 主控 制 器 采 用 模 糊 推 理 的 方 法 实 现 PD 参 数 的 在 线 自整 定 , 用 ml h预 # I - I I 利
Ke wors: z —PI s i pr c o ,as a c to, an te y d Fu zy D,m t h edit rc c de onr l i sr am em peat e, omas m t r ur bi s
在 生 物 质 直 燃 发 电过 程 中 , 于 主 汽 温 受 生 物 质 燃 料 成 分 、 由 负荷 、 温水流量及 锅炉燃烧过程等 因素的影 响 , 有 非线性 、 减 具 时 变 性 、 滞 后 、 机 干 扰 量 大 等 特 点 , 以建 立 精 确 的数 学 模 大 随 难 型 , 际 现 场 发 现 采 用 常 规 PD 串级 控 制 主气 温 波 动 频 繁 , 以 实 I 难
SMITH预估器技术在火电厂过热汽温控制中的应用优势

l简介 现代锅 炉的过热器是在高温 、 高压条件下 工作的。锅炉 出口过热蒸汽温度是整个汽水 回 路中工质的最高温度 , 于电厂的安全 、 对 经济运 行有重大的影 响。过热器正常运行 的温度 已接 近钢材允许 的极 限温度 ,强度方面的安全系数 也很小 , 因此, 必须严格地将过热汽温控制在给 定的范围。高 压锅炉过热汽温 的暂时偏差不允 许超过 ±I &C,长期偏差不允许超过 45C, - 这 o 个要求对 于汽温控制系统来说是非常高的。 影响过 热器 出口蒸汽 温度变 化的原 因很 多, 如蒸 汽流量 变化 、 燃烧工 况变化 、 给水 温度 变化、 进入过热器 的蒸汽焓值变化 、 流经过热器 的烟气温度及流速变化 、 锅炉受热面结垢等 , 但 归结起来扰动 主要有 以下几种 : 蒸汽扰动 、 过热 器吸热量 扰动 、 过热器入 口汽温扰动。 这三种扰 动是造成过热器 出口汽温变化的主要原因。 简单的 控制理论 无法保 证锅炉 汽温 的稳 定和平衡 , 应用了 S IH预估 器模 拟控制技术 MT 的串级过热汽温控制 系统在这方面显示出突出 的优势。 2S T MIH预估器模拟控制技术 介绍 在现今所 用的纯迟延补偿方法 中, 密斯 史 算法是最著名 的一种方法。 它是史密斯在 15 97 年提出的。 这是一种 以模型为基础 的方法 , 可以 用以改善大迟延控制系统的控制品质 ,后来 控 制界逐 渐把这种方法称为史密斯预估器。 下面介绍 一种用 于… 阶过程 的史密斯 预 估器算法,该过程可用于一个一阶惯性加纯迟 延的模 型来描述 。 这个过程从 原理 上可分 解为一 个纯惯性 环节和一个纯迟延环节 。如果能设 法将假想 的 变量 B测量 出来 , 那么就可以把 B信号输入 到 调节器 ,这样就把纯迟延环节移到了控制 回路 的外边。 经过迟延时间以后 , 被调量 c将重复 B 同样的变化。 由于反馈信 号 B没有迟延 , 以 所 系统的响应将会大大地改善。 3 S IH预估器模 拟控 制技术 的串级 过 MT 热汽温控 制系统 中的应用 蒸 汽扰动 、 过热器 吸热量 扰动 、 过热器人 口汽温扰 动是造成过热器出 口汽温变化的主要 原因。 当锅炉负荷变化时 , 沿过热器管道整个 长 度各点的温度几乎同时变化 , 其特点是有 滞后 、 有惯性 、 自平衡能力 。当锅炉负荷增 加时 , 有 过 热器出口温度升高。 很 显然 , 当流经过热器的烟气量或烟气 温 度增加时, 过热器 出口汽温也将增加。 在其它条 件都不变 的情况 F, 过热器 人口汽温增 加时, 过 热器出口汽温增加 。 下面介绍 一种典 型的 半级过热 汽温控 制
基于Smith预估器的恒温箱温度控制
定 温 度 相 差较 大 的情 况 下 , 快速 冷 却 作 用 。当 恒 温 箱 内 温 度 接 近 给 定 温度( 相差 5 ℃左 右 ) 停 止运 行 。恒 温 箱 加 热 温度 控 制 是 一 般 情 况 下 时
T 5 = T 5 = 5 N) 中 N ,r + T N + T (+ T, =f r
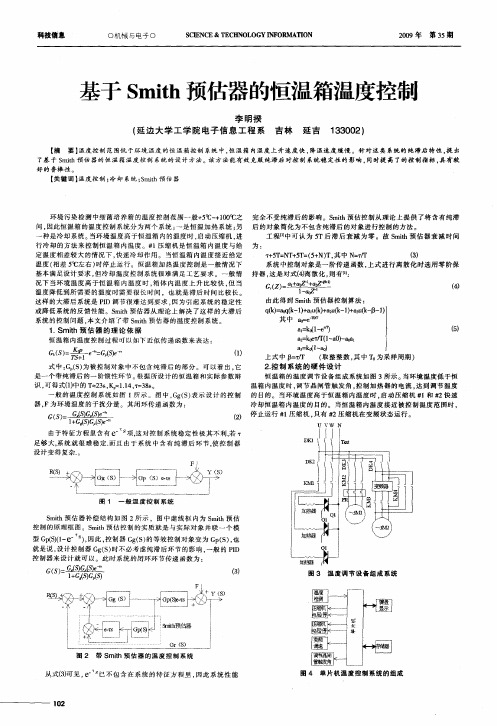
式 中 : ( ) 被 控 制 对 象 中 不 包 含 纯滞 后 的部 分 。可 以 看 出 , Gn 为 S 它 是 一个 带纯 滞 后 的 一 阶惯 性 环 节 。 据 所 设计 的恒 温 箱 和 实 际参 数 辩 根
一
2 控 制 系统 的硬 件 设 计 .
恒 温 箱 的 温 度 调 节设 备 组 成 系 统 如 图 3所 示 。 当环 境 温 度低 于恒
科技信息
0机械与电子o
S IN E E H O O Y N O MA I N CE C &T C N L G I F R TO
20 0 9年
第 3 期 5
基于 S t mi h预估器的恒温 箱温度控制
李 明揆 【 边大学 工学 院电子信 息工 程 系 吉林 延 延吉 1 3 0 3 0 2)
() 3
系统 中控 制 对 象 是 一 阶传 递 函数 . 式 进 行 离 散 化 时 选 用 零 阶 保 上 基 本 满 足设 计 要 求 , 冷 却 温度 控 制 系 统 很 难 满 足 工 艺 要 求 。 一般 情 持 器 , 是 对 式 () 散 化 , 有 【 但 这 4离 则 l 】 : 况 下 当 环 境 温 度 高 于 恒 温 箱 内温 度 时 , 箱体 内 温 度 上 升 比较 快 , 当 但 温 度 降低 到 所 需 要 的 温度 时 需 要 很 长 时 间 ,也 就是 滞 后 时 问 比较 长 。 这 样 的大 滞 后 系 统是 PD调 节 很 难 达 到 要求 , 为 引起 系统 的稳 定 性 I 因 或 降低 系 统 的 反 馈性 能 。S i m t 估 器从 理 论 上 解 决 了这 样 的 大 滞 后 h预 系 统 的控 制 问 题 , 文介 绍 了带 S t 本 mi h预估 器 的温 度 控 制 系统 。
锅炉主汽压Smith预估控制器的设计
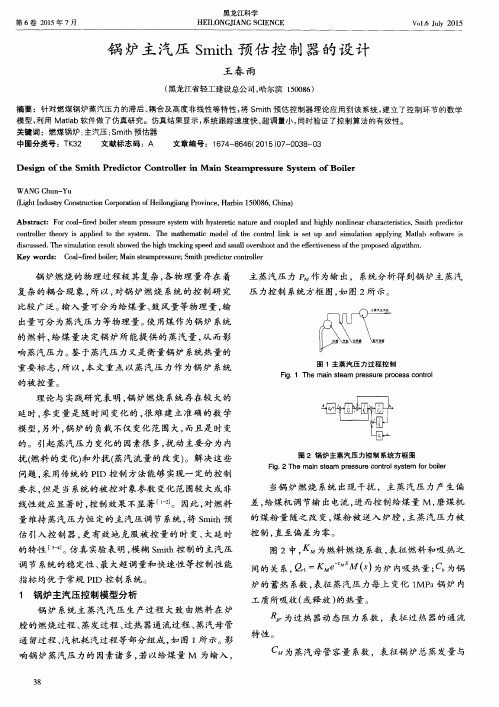
模型, 利用 Ma t l a b软件做 了仿真研究。仿真结果显示 , 系统跟踪速度 快、 超调量小, 同时验证 了控制算法的有效性。 关键词 :燃煤锅炉 ; 主汽压 ; S mi t h预估器
中图分 类号 :T K 3 2 文献标 志码 :A 文章编号 :1 6 7 4 — 8 6 4 6 ( 2 0 1 5) 0 7 — 0 0 3 8 ~ 0 3
Abs t r a c t :F o r c o a l — i f r e d b o i l e r s t e a m p r e s s u r e s y s t e m w i t h h y s t e r e t i c n a t u r e a n d c o u p l e d a n d h i g h l y n o n l i n e a r c h a r a c t e r i s t i c s , S mi t h p r e d i c t o r c o n t r o l l e r t h e o y r i s a p p l i e d t o t h e s y s t e m.T h e ma he t ma t i c mo d e l o f t h e c o n t r o l l i n k i s s e t u p a n d s i mu l a t i o n a p p l y i n g Ma t l a b s o f t wa r e i s d i s c u s s e d . T h e s i mu l a t i o n r e s u l t s h o we d he t h i g h t r a c k i n g s p e e d nd a s ma ll o v e r s h o o t a n d t h e e f f e c t i v e n e s s o f t h e p r o p o s e d a l g o r i t h m.
模糊免疫PID的Smith预估主汽温控制系统

调量。 将设计 的控制器应用到主汽温串级控制系统中 , 并用 M tb对该系统在不 同工 况下进行仿 真, aa l 结果表 明所设计 的控
制系统对模 型参数变化有较强的适应能力, 在稳定性 , 准确性方面优于常规 S i mt h预பைடு நூலகம்控制系统和串级控制系统 。
关键词 : 模糊控 制器; 免疫反馈 ; 预估控制; 主汽温
F su i nn 10 1C ia uh nLa ig13 0 , hn ) o
ABSTRACT: mi g a h a g i e a n a a t r u c ran y o i ta t mp r t r n ao sl— Ai n t e l r e t t me d l y a d p r me e n e i t fma n se m e a a u e i f s i t
1 引言
主汽温是 否稳 定是衡 量锅 炉运行质 量 的重 要技术 指标 之一 。 控制过热器 出 口汽温 在规定 范 围内, 既能使过 热器 管 壁温度不超过安全工作允许 的温度 , 从而保证过 热器 的正 常 使用寿命 , 能为蒸汽 的使用设 备 —— 汽机的安全 运行提 又 供有力的保障。 主汽温这一调节对象为一个 时变的 、 线性 、 非 大滞后 、 大惯 性 的复 杂控制 对象 , 控制起来 比较 困难 。mi S t h 预估补偿控制从理论上 为解决 时滞 系统 的控 制问题 提供 了
基于自适应Smith预估器的炉温控制系统

器
f e 1
-
z j 1 1 一
1 ]
_ — 1 L L r
: z) i 一_ K 卜 z【 ( l l
J
与 过 程 的 时 间 常 数 T之 比 大 于 03则 说 该 过 程 是 具 有 大 迟 延 的 工 艺 . 过 程 。 当 TI增 加 , 程 中 的相 位 滞 后 增 加 , 上 述 现 象 更 为 突 出 , 厂’ 过 使 有
1 a0 -
( 7 )
l al n
带入式() : ) — 1为 G :=
e TL  ̄- T
T A +l s
这 样 就 可 以在 线 对 被 控 生 产 过 程 对 象 进 行 S t 估 补 偿 了 。 mi h预
【 摘 要 】 对 目前 工 业 炉 控 制 系 统 中 存 在 的 大 纯 滞 后 现 象 , 出一 种 基 于 自适 应 S t 估 器的 炉 温控 制 系统 , 体 介 绍 了控 制 系统 的 针 提 mi h预 具
结构与算法 。 常规 的 PD 控 制 ,mi I S t 估 控 制 和 自适 应 s t 估 控 制 在 计 算 机 上仿 真 结 果表 明 自适 应 S i h预 mi h预 mt 估 控 制 具 有 超 调 量 更 小 , 整 h预 调 时 间更 快 . 度 更 高等 特 点 。 精 【 键词 】 温控制 ; 关 炉 自适 应 S t 估 器 ; 识 mi h预 辨
Smith预估补偿器在过热蒸汽温度控制系统系统中的应用
Smith预估补偿器在过热蒸汽温度控制系统中的应用摘要:本文介绍Smith预估补偿器在纯滞后控制系统中的补偿原理及作用,并在过热蒸汽温度控制系统系统中使用Smith预估补偿器获得了成功应用。
Smith预估补偿控制与常规的PID控制相比,具有调节时间短、超调量小、鲁棒性好等优点。
适应于一般工业生产过程中有纯滞后环节的控制系统,有较大的推广应用价值。
关键字:Smith预估补偿器,PID,超调量,鲁棒性,过热蒸汽温度控制系统1.引言在工业生产过程控制中,许多对象具有纯滞后的性质。
这类控制系统的纯滞后时间会使系统的稳定性降低,采用常规的PID的控制运算会引起大的超调和长时间的振荡,控制效果不佳。
有关纯滞后的控制系统,虽然国内外作过不少研究工作,但在工程上有效方法并不多。
本文介绍的就是其中用得较多且技术十分成熟的Smith预估补偿器法及其在过热蒸汽温度控制系统上的应用。
过热蒸汽温度控制系统是单元机组不可缺少的重要组成部分,其性能和可靠性已成为保证单元机组安全性和经济性的重要因素。
过热蒸汽温度较高时,机组热效率则相对较高,但过高时,汽机的金属材料又无法承受,气温过低则影响机组效率。
过热蒸汽温度的稳定对机组的安全经济运行非常重要,所以对其控制有较高的要求。
但是由于过热蒸汽温度是一个典型的大迟延、大惯性、非线性和时变性的复杂系统,本次设计采用串级控制以提高系统的控制性能,在系统中采用了主控-串级控制的切换装置,使系统可以适用于不同的工作环境。
通过使用该系统,可以使得锅炉过热器出口蒸汽温度在允许的范围内变化,并保护过热器营壁温度不超过允许的工作温度。
2. Smith 预估器的补偿原理2.1单回路控制系统于有纯迟延过程的控制系统,调节器采用PID 控制规律时,系统的静态和动态品质均下降,纯迟延愈大,其性能指标下降的愈大。
Smith 针对具有纯迟延的过程,提出在PID 反馈控制的基础上引入一个预补偿环节,使控制品质大大提高。
基于Smith预估器和自适应模糊PID的温控系统
电阻炉是 工业 生产 中常用 的 电加热 设备 .广泛 但 难 以得 到满 意的动 态响应 特性l 3】.常规整定 PID控 应 用于 冶金 、机械 、建材 等行 业Il1.PID控制 因其 简单 制对运 行 工况变 化 的适应 性较 差 .且 存在 供 电 电压 性 .在 范 围广泛 的各类 操 作 中获 得 了普遍 应用[21.常 波动 等干 扰 .在温 度偏 差较 大 时易 出现 超调 量偏 大 规 的炉温 控 制器 多采 用 PID控 制 .随 着工 艺要 求 的 和 调节 时 间过 长 的 问题 .模糊 控 制 比较适 合 电阻炉 提高 ,进 一步 提高 了对 温度 控 制系 统 的稳定 性及 精 温 度控 制 .但 常规 模 糊控 制 算法 稳 态误 差 又较 大[41. 度 要 求 .采 用 传统 的 PID控 制 稳 态 响 应 特性 较好 , 本 文在 常规 PID控制 的基 础上 .基于 模糊 控制 理论
关 键 词 :Smith预估 器 ;自适 应 ;模 糊 PID 控 制
中 图分 类 号 :TP273.3
文献 标 志 码 :A
文 章 编 号 :1673—2340(2016)叭 一0024—05
Based on Sm ith Prediction Com pensator and Self-adaption Fuzzy PID
许 玉 忠 :基 于 Smith预 估 器 和 自适应 模 糊 PID 的温 控 系统
.25.
的 PID 参数 自整定 .进 一步 结合 Smith预估 补偿 器 控 制 方法 .对温 控 系统 进行 仿 真分 析 .实现 了温度 控 制 系统更 高水 平 的控制 精度 .
基于Smith预估模糊PID控制的加热器温控系统
加热 器 是石 油 、 工 、 化 电力 、 冶金 等 工业 生 产 过 程 中重要 的加热 设备 。为保证 生产过程 正常进行 , 需 对 加热 器 出 口温度 进 行定 值 控制 , 热器 出 口温 加
法 对时 滞性 的补 偿 能力 .提 出一 种 S i mt h预估模 糊
PD复合 控制 方案 , 用模 糊 自适应 PD控 制器 , I 采 I 并
由S t mi h预估 器来 实现 温 度对象 纯滞 后 特性 动 态补 偿 。实 际运行 结果 表 明本 方 案提 高 了加 热器 出 口温 度 的控 制精度 , 降低 了述 温 控 系统 的硬 件 配 置和 软 件 实现 . 实际 运 行 结 果表 明该 方 案 有 效提 高 了 系统 的抗 干 扰 能 力和 适 应 参数 变化 的 能 力 , 有 鲁 棒性 强 、 态响 应 快及 稳 态精度 高 的优 点 。 具 动
关键 词 : 糊 P 0 参数 自整 定 ; m t 预 估 器 ; 热器 模 1 ; S 1h 加 中 图分 类 号 : P 7 T 23 文 献 标 志 码 : A
性 导致 的 工 况 复 杂 、 制 难度 大 的 问题 , 出一 种S 5h 估 模 糊P1 控 提 m c预 D复 合控 制 方 案 , 用模 利
糊 控 制 规 则 实现P D的 3 参 数 在 线 自整 定 .采 用S t预 估 器对 温 控 系统 的 纯滞 后 进 行 补 I 个 mi h
文 章 编 号 :0 l94 (0 20 —0 90 10 一942 1 )60 4 -4
基 于 SmI t h预 估 模 糊 P 控 制 的加 热 器 温 控 系统 l D
王 春 艳
( 山东 省 工 会 管理 干部 学院 , 南 2 0 0 ) 济 5 1 0
基于Smith预估器的温室加热系统控制的研究
是 一个 值得 研究 的方 向。 温 室 温度控 制 的 目的就是 要使 温 室环境 温 度符
合 作物 生 长 的要 求 , 温 室 温 度 控 制受 温 室建 筑 结 但
构及加 热 系统设 备 加温 能力 的制约 。另外 , 温度 、 湿 度 、 照 、 O 浓度 等 多 个 环 境 因子 往 往 相 互 影 响 , 光 C:
地源 热泵 系统 是充分 利用 蕴藏 于土壤 和 湖泊 中 的巨大能 量 , 环 再 生 , 循 以实现 供 暖 和制 冷 , 而运 因 行 费用较 低 。一般 不确 定性 等 特点 , 因而传 统 的 PD等 控 制 方 法无 法 I 取得 满 意 的控 制 效果 。与传 统 的锅 炉热水 对 温室加
故对 环境 要求 较高 的温 室对 温室 温度 精准控 制 系统 提 出了较 高要 求 。
在 温 室环 境 温度 控 制 中 , 控对 象 往 往 有模 型 被 复杂 、 因子 相互 作 用 、 大 的 非 线性 、 间 滞 后 和 多 较 时
其他 的加 热方式 来替 代锅 炉加 热成 为必要 。
上海 电器技 术 (o8 3 2o №. )
基于 S i mt h预估 器 的温室 加热 系统 控制 的研究 ・ 工业 自动 化
基 于 S t 估 器 的 温 室 加 热 系 统 控 制 的 研 究 mI h预
沈恩德 上海都 市绿 色工程有 限公 司
林 东 亮 张侃 谕 上 海 大 学机 电工 程 与 自动 化 学 院
prditr,wh c s d o he mah ma ia d l e co i h ba e n t te tc mo e ,wa e i n d a d i e ntd. Re u t h we h tt o tm p r — l s d sg e n mplme e s ls s o d t a he lw e e a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.3 施密斯预估器的缺点............................................................................................... 16
第五章控制系统的设计与仿真.......................................... 17
4.2.1 计算机纯滞后补偿控制系统........................................................................................................13 4.2.2 纯滞后补偿控制的算法................................................................................................................14
5.1 不带有施密斯预估控制器的系统仿真................................................................... 17 5.2 带有施密斯预估控制器的系统仿真....................................................................... 18
3.1.1 纯滞后的产生..................................................................................................................................9 3.1.2 纯滞后的相关定义..........................................................................................................................9
第一章绪论
1.1 退火炉温度控制研究的目的及意义
退火炉是常用在冶金和机械行业的热处理工艺设备。 带钢在冷轧过程中会发 生加工硬化,为了消除加工硬化并且同时能生成具有良好成型性能的显微组织, 从而获得优良的机械性能, 需要对冷轧后的带钢进行退火处理。退火是金属热处 理中的重要工序, 是将偏离平衡状态的金属加热到临界温度上,保持一定时间后 缓慢冷却,以得到接近于平衡状态组织的过程[1]。通过退火可以使带钢达到降低 硬度、细化组织、改善切削加工性能、消除内应力等目的。退火是冶金企业生产 高质量冷轧薄板产品的一道必经工序;退火是提高钢材屈服强度、抗拉强度,提 高薄板表面质量,改善机械性能的重要手段[2];退火处于冷轧薄板生产中的最后 处理工序, 对冷轧薄板最终产品质量有着关键性的影响。薄板企业能否稳定地进 行退火生产操作,减少钢材粘接、杯突等质量缺陷是一个企业生存的重要指标。 近年来随着钢材市场竞争的不断激烈,对产品性能的需求不断提高,要求在各个 工序及温度控制上更加精确,稳定。 退火炉作为轧钢企业主要设备之一,直接影响产品的质量、产量和成本,在 生产中处于关键位置。因此对退火炉温度控制在提高轧钢生产率、改善质量和节 约能源上都具有举足轻重的意义。 在生产中对退火炉的基本要求就是根据退火处 理工艺曲线, 提供准确的升温, 保温及降温操作, 同时保证炉内各处的温度均匀。 对于工业退火炉, 为了很好的满足工艺需要,退火炉的炉温控制是保证退火质量 的关键因素。生产中,温度控制性能优良的退火炉具有以下现实意义: 1.提高产品的质量和产量。 生产过程中对钢材的温升曲线有较高的要求,退 火炉的炉温动态特性直接影响到产品的质量。如果温度过低,就达不到退火的预 期目的;温度过高而又将导致过热,甚至过烧。通过对退火炉中生产过程的自动 工艺管理控制和优化控制可以缩短产品的生产周期,提高产品的质量和产量,减 少因为人为因素造成的废品率,节省了原材料。 2.减少环境污染,改善生态环境。金属热处理企业历来是环境污染大户,退 火炉的燃料如果是在氧气不足的情况下燃烧,燃料燃烧不充分就会产生大量的 CO 气体和黑烟,而过氧燃烧会产生氮氧化合物等有害气体。通过对燃烧过程进 行有效控制,使燃烧在合理的空燃比下运行,可以减少退火炉对环境的污染,对 改善生态环境和构建可持续发展型社会具有积极的意义。 3.节约能源。 通过提高退火炉温度控制的精度可以大幅度节约能源。如通过 计算机控制降低废气中含氧浓度,由传统人工控制的 8%~10%降低到过氧浓度 2%,节能效果非常明显。 我国是钢铁和能源消耗大国, 研究高性能退火炉温度控制系统具有重大的现 实意义。
所用机型
随着数字计算机向高速、大容量、小型方向的发展,传统的 PID 控制已经渐 渐的在一些特定对象的控制领域显得力不从心, 传统的 PID 控制不断发展改进的 同时,现代控制理论也在不断发展。随着控制理论的不断发展,出现了一些新型 的控制算法。70 年代以来,预测控制作为一类新型的计算机控制算法在复杂工 业过程中得到成功应用,由于它突破了传统控制算法的约束,采用了预测模型, 滚动优化和反馈校正等新的控制思想,获取了更多的系统运行信息,因而使控制 效果和系统的鲁棒性得以提高。 如美国钢厂在其退火炉智能控制系统中应用了广 义预测极点配置加权控制, 在控制系统中考虑到煤气压力随机波动和变化频繁等 情况,煤气压力较低时,当煤气管道阀门开度为 100%时,煤气压力仍不能恢复 到正常值, 对炉温影响较大,所以在模型中将煤气总管压力作为可测干扰量来处 理。 再考虑到现场随机噪声干扰影响, 罩式退火炉可用一个带可测煤气压力干扰, 有控制项的自由回归滑动平均模型来描述,当采样周期为 60s,得到一个有纯滞 后的一阶惯性的数字模型。 对煤气罩式退火炉利用广义预测极点配置加权控制器 计算机控制,得到的模型参数跟踪性能好,很快收敛,升温段温差不超过±6℃, 恒温段温度在±4℃范围内[6]。 随着控制技术的日益提高, 退火工艺也不断改进。其优势在于提高了生产效 率,并且很大程度上提高了产品成材率和钢产品的质量。
1.2.1 国际发展现状..................................................................................................................................3 1.2.2 国内发展现状..................................................................................................................................3 1.2.3 退火炉控制系统的新进展..............................................................................................................4
2.1 煤气罩式退火炉系统介绍......................................................................................... 6 2.2 退火炉动态特性实验测定......................................................................................... 7
1.3 本论文的主要工作..................................................................................................... 5
第二章退火炉的建模............................................................ 6
1.2.1 国际发展现状
国际上 20 世纪 70 年代就开始了退火炉计算机控制的研究[3],近几十年来, 由于计算机技术以及智能控制技术的迅速发展, 退火炉计算机控制的应用日趋广 泛,控制水平明显提高,取得了很多实际的应用成果[4][5],其中具有代表性的研 究成果如表 1-1 所示:
表 1-1 退火炉计算机控制在国外的一些应用现状
第四章施密斯预估控制...................................................... 12
4.1 施密斯预估控制原理............................................................................................... 12 4.2 施密斯预估器的计算机实现................................................................................... 13
厂家名称 日本 KASHIMA 钢厂 瑞典 DOMNARVE 公司 美国 DOFAS公司
应用现状 实现钢坯目标出炉温度 PLC 控制器 计算, 温度预报, 空燃比控制, 炉温最优控制 PLC 控制器 确定最佳加热曲线和炉 温控制 I 级:PLC 控制器 空燃比控制,炉温控制, HONEYWELLTDC30 温度预报, 炉温设定值调节设 00 备诊断,系统报警、记录、报 II 级 : 告等 DECVAX8350 DEVMICROVAXIII 空燃比控制, 炉内压力控 制,设定值选择,生产调度模 型等
3.2 纯滞后对控制性能指标的影响............................................................................... 10 3.3 被控对象控制策略的选取....................................................................................... 11