喷涂检验记录表
油漆喷涂过程检验记录表

油漆喷涂过程检验记录表一、检验记录概述本文档记录了油漆喷涂过程中的检验记录,旨在确保油漆喷涂工艺的合规性和品质稳定性。
通过对喷涂过程中各项关键参数的检验与记录,能够及时发现问题并采取相应的措施进行纠正,确保油漆喷涂质量的一致性和满足相关标准要求。
二、检验记录细节以下为油漆喷涂过程中的具体检验记录:日期和时间- 检验日期:[填写日期]- 检验时间:[填写时间]喷枪参数检验- 喷枪压力检验:- 检验前喷枪压力:[填写数值(单位:MPa)]- 检验后喷枪压力:[填写数值(单位:MPa)]- 喷嘴检验:- 喷嘴直径:[填写数值(单位:mm)]- 喷嘴清洁程度:[填写清洁情况(良好/一般/不良)]- 喷涂速度检验:- 喷涂速度:[填写数值(单位:m/s)]- 喷涂速度是否稳定:[填写是否稳定(是/否)]油漆涂布检验- 涂布膜厚检验:- 涂布前膜厚:[填写数值(单位:μm)]- 涂布后膜厚:[填写数值(单位:μm)]- 膜厚是否均匀:[填写均匀情况(是/否)]- 涂布面积检验:- 涂布前面积:[填写数值(单位:m²)]- 涂布后面积:[填写数值(单位:m²)]- 面积覆盖率:[填写面积覆盖率(%)]涂层外观检验- 平整度检验:- 涂层平整度:[填写平整度评分(良好/一般/不良)]- 色度检验:- 颜色编号:[填写颜色编号]- 颜色匹配程度:[填写颜色匹配程度(完全匹配/基本匹配/不匹配)]- 光泽度检验:- 光泽度测量值:[填写光泽度测量值(单位:GU)]- 光泽度是否达标:[填写是否达标(是/否)]其他检验项目- 附加检验项目:[如有其他需要检验的项目,请具体列出]三、检验结果与处理根据油漆喷涂过程中的检验记录,对检验结果进行总结与处理,具体包括以下几个方面内容:- 对于合格的检验结果,进行相应的记录和归档,以备后续参考;- 对于不合格的检验结果,需及时报告相关部门,并采取相应的措施进行纠正,确保油漆喷涂质量的合规性。
喷漆作业检查记录单

个人防护
作业人员已清理个人防护装备
√/×
环境保护
作业过程中未对环境造成污染
√/×
5.检查结论
结论
说明
合格
作业过程符合安全、质量、环保等相关要求
不合格
存在安全隐患、质量问题或环保问题,需暂停作业,并及时整改
6.检查人
检查人
职务
签名
日期
×××
×××职位
×××签名
×××年××月××日
注:本检查记录单一式两份,作业单位留存一份,安全监管部门留存一份。
喷漆作业检查记录单
1.作业基本信息
项目
描述
备注
作业名称
×××喷漆作业
必填
作业地点
×××工厂,×××车间
必填
作业时间
×××年××月××日×××时××分
必填
作业人员
×××、×××、×××等
必填
安全监护人
×××、×××
必填
作业单位
×××公司
必填
作业内容
设备/设施喷漆、维修等
必填
2.作业准备情况
项目
描述
备注
监护人全程监控作业过程
√/×
作业环境
通风良好,无易燃物品
√/×
喷漆操作
作业人员按照操作规程进行喷漆
√/×
质量控制
作业质量符合要求
√/×
应急预案
发生突发事件时,能及时启动应急预案
√/×
4.作业完成后检查
项目
描述
备注
作业现场
现场已清理干净,无残留物料
√/×
作业质量
喷漆表面光滑,无明显瑕疵
√/×
安全设施
油漆检验记录表
□不合格
4
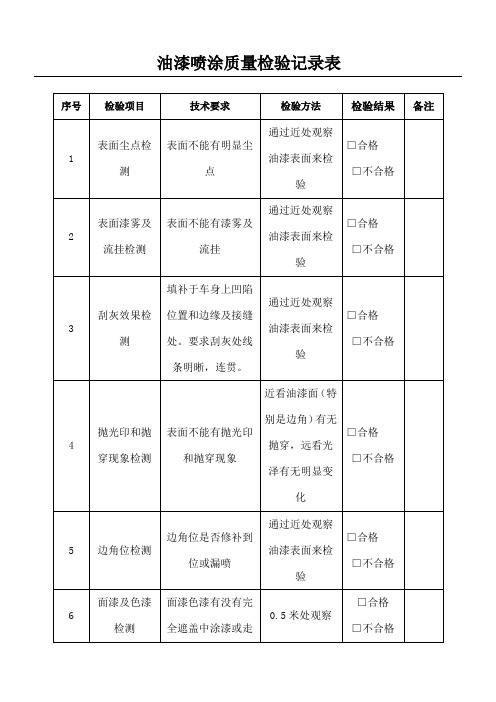
抛光印和抛穿现象检测
表面不能有抛光印和抛穿现象
近看油漆面(特别是边角)有无抛穿,远看光泽有无明显变化
□合格
□不合格
5
边角位检测
边角位是否修补到位或漏喷
通过近处观察油漆表面来检验
□合格
□不合格
6
面漆及色漆检测
面漆色漆有没有完全遮盖中涂漆或走珠现象
0.5米处观察
□合格
□不合格
7
车身活动部件和装饰件等
车身活动部件和装饰件等的油漆和抛光蜡是否清除干净
通过近处观察油漆表面来检验
□合格
□不合格
8
表面光泽度
全车喷涂或新车光泽60度时大于90度,无明显“桔皮”现象
通过光泽度测试仪检验
□合格
□不合格
9
修补工件表面光泽
修补工件表面的光泽与原车基本一致,形成衬托效果,不能相差太远
远看,多角度观察
□合格
□ቤተ መጻሕፍቲ ባይዱ合格
10
□合格
□不合格
14
综合判定:□允收□拒收□让步接收
检验员:日期:
油漆喷涂质量检验记录表
序号
检验项目
技术要求
检验方法
检验结果
备注
1
表面尘点检测
表面不能有明显尘点
通过近处观察油漆表面来检验
□合格
□不合格
2
表面漆雾及流挂检测
表面不能有漆雾及流挂
通过近处观察油漆表面来检验
□合格
□不合格
3
刮灰效果检测
填补于车身上凹陷位置和边缘及接缝处。要求刮灰处线条明晰,连贯。
通过近处观察油漆表面来检验
修补后漆纹与原车匹配度
喷涂工艺流程检验记录表
喷涂工艺流程检验记录表
1. 简介
本文档记录了喷涂工艺流程的检验记录。
通过对喷涂工艺流程的检验,我们可以确保产品的质量和可靠性,并及时发现和解决工艺流程中存在的问题,确保生产过程的连续性和稳定性。
2. 检验内容
喷涂工艺流程检验记录表包括以下内容:
- 日期:进行检验的日期。
- 检验人员:进行检验的人员。
- 产品名称:被喷涂的产品名称。
- 喷涂工艺流程:待检验的喷涂工艺流程。
- 流程是否合格:对喷涂工艺流程的合格与否进行判定,可以用"合格"或"不合格"表示。
- 备注:对检验结果的补充说明。
3. 使用说明
1. 按照实际需要填写日期、检验人员、产品名称和喷涂工艺流程。
2. 对喷涂工艺流程进行检验,判断其是否合格。
3. 在备注栏中填写相关说明,如对不合格的原因进行简要描述,或对合格结果的额外说明。
4. 示例
5. 总结
通过对喷涂工艺流程的检验,可以及时掌握生产过程中工艺质量的情况,发现问题并进行适时调整和改进。
通过记录和分析检验记录,我们可以持续提高喷涂工艺的稳定性和一致性,确保产品质量的稳定性和可靠性。
同时,也为产品质量的追溯和问题解决提供了有力的支持。
请在使用过程中遵守规范,并及时更新记录,确保其准确性和及时性。
钢结构防火涂料喷涂施工检验记录

监理
(建设)
单位
专业监理工程师:
(建设单位项目专业技术负责人):
年月日
0.85
1.16
1.45
1.75
2.05
7
0.28
0.58
0.87
1.15
1.43
1.73
2.03
8
0.3
0.6
0.89
1.13
1.44
1.74
2.04
9
0.28
0.58
0.88
1.12
1.42
1.72
2.02
10
0.28
0.58
0.88
1.16
1.43
1.73
2.03
11
0.25
0.56
0.86
1.16
浙建监A5
承包单位报审表(通用)
工程名称:编号:A5
致:(监理单位)
事由:我单位已完成了钢结构防火涂料喷涂施工检验记录工作,按设计文件及有关规范进行了自检,质量合格,请予以审查和验收。
内容:钢结构防火涂料喷涂施工检验记录
承包单位(章):
项目经理:
日期:2014.12.25
审查意见:
项目监理机构(章):
总/专业监理工程师:
日期:
钢结构防火涂料喷涂施工检验记录
工程名称
施工单位
验收规范
GB50205-2001
检验仪器
涂层厚度测量仪、测针、钢尺
钢结构防火涂料施工及检验记录
构件
次数
编号
第一遍
厚度
(mm)
第二遍
厚度
(mm)
第三遍
厚度
(mm)
喷涂件外观检验表

10
针孔
100×100㎜面积内针孔个数
≤5
≤10
≤30
11
杂漆(杂色、发花)
无
允许存在隐约可见,对外观影响较小的杂漆
允许存在明显可见,直接影响外观的杂漆
12
砂纸纹
砂纸纹面积S
(㎜2)
无
允许存在隐约可见,但S<50
允许存在可见,较明显但S<400
13
凹凸不平
无
允许存在轻微凹凸不平,对外观影响较小
喷涂件外观检验表
序
号缺陷性能缺陷Fra bibliotek态各检验区域许用量
A
B
C
1
缺漆露底或遮盖不严
缺漆面积
S(3≤㎜2)
无
无
≤一处
2
起泡
起泡面积
S(3≤㎜2)
无
无
≤一处
3
脱落(剥落或碰伤)
脱落面积
S(3≤㎜2)
无
无
≤一处
4
生锈
锈斑和锈痕
无
无
无
5
裂纹
无
无
隐约可见裂纹一处
6
麻点(凹陷)
麻点直径
d(㎜)
d≤0.5
≤1个
d≤0.5
允许存在明显可见,直接影响外观的不平
14
漆膜不干
无
无
无
15
焊缝密封胶
不严
不允许出现透光及渗水现象
16
划痕(划伤)
划痕长度㎜
允许存在隐约可见,可擦除划痕长度<5
允许存在隐约可见,可擦除划痕长度<5
允许存在较明显的划痕或划伤<10
喷涂检验报告(2016.01)
出厂检测报告
顾客名称:合肥凌江汽车座椅有限公司 产品名称:座椅骨架总成
技术要求 序号 图号 名称 数量 单位 涂层特征 1 N145 灰色座椅骨架 2000 套 涂层的主要质量指标 1.漆膜外观: 部分有轻微的 光色均匀,允许有“桔皮”。但不允许 “桔皮”现象 有严重留痕和露底。 2.机械强度: 冲击50kg.cm; 3 N121 灰色座椅骨架 4000 套 弹性1mm; 硬度≥0.3. 4 N145 黄色后排骨架 300 台 具有较好的耐候性和机械 3.涂层总厚度不应低于40µm 强度,可作为木制品涂层 4.耐候性: 5 D800 灰色后排骨架 300 台 使用一年半(机械损伤除外)不允许严 重失光和严重变化。允许轻微粉化 表面光滑 合格 冲击 49.96kg.cm 弹性1mm 硬度≥0.47 41.26µm 合格 合格 合格 合格 合格 合格 合格 合格 检验记录 是否合格 备注
生产批号:2016100502 生产日期:2016年1月12日
属于防腐装饰性涂料层 2 N146Байду номын сангаас灰色座椅骨架 2000 套
检验员:杨汉高 日期:2016年1月12日
喷漆作业检查记录单
喷漆作业检查记录单
1. 检查概述
本检查记录单用于记录喷漆作业的检查情况,以确保作业符合相关标准和要求。
2. 喷漆作业信息
- 作业日期:
- 作业人员:
- 作业区域:
3. 检查内容
3.1 喷漆准备
- [ ] 准备喷漆区域,确保周围没有易燃物或其他危险物品。
- [ ] 确认使用的喷漆设备和材料符合规范要求。
- [ ] 检查喷漆设备的安全性能,如压力控制、泄漏等。
3.2 喷漆过程
- [ ] 检查喷漆区域是否进行了适当的掩护和遮盖,以防止喷漆溅到不需要喷漆的地方。
- [ ] 确认喷漆设备的喷嘴调整合适,喷漆均匀且无滴漏。
- [ ] 检查喷漆厚度是否符合要求,避免过度喷涂或喷涂不足。
- [ ] 检查是否有颗粒物或瑕疵附着在喷漆表面。
3.3 喷漆后处理
- [ ] 确认喷漆作业完成后是否及时清理和收拾喷漆设备和周围区域。
- [ ] 检查喷漆表面是否干燥均匀,无滴痕或明显的瑕疵。
- [ ] 检查喷漆作业是否符合客户要求和标准规范。
4. 检查结果
- [ ] 合格
- [ ] 不合格
5. 检查人员
- 检查人员:
- 签名:
- 日期:
以上为喷漆作业检查记录单,用于记录喷漆作业的检查情况和结果,以确保作业质量符合要求。
喷涂出货检验报告(出货检验报告单)(一)2024
喷涂出货检验报告(出货检验报告单)(一)引言概述:本文档是关于喷涂出货检验报告(出货检验报告单)的一部分,旨在对喷涂产品进行质量检验并记录检验结果。
本文档将对喷涂出货检验的流程和标准进行介绍,并详细列出了五个主要检验点,每个检验点包含多个小点。
正文内容:1. 出货检验流程1.1 准备相应检验设备和工具1.2 检查货物数量和完整性1.3 进行外观检验1.4 进行物理性能检验1.5 进行化学性能检验2. 检验点一:外观检验2.1 检查涂层表面平整度2.2 检查是否有明显划痕或凹陷2.3 检查涂层颜色是否一致2.4 检查涂层是否有明显的起泡或脱落2.5 检查喷涂产品是否符合相关标识要求3. 检验点二:物理性能检验3.1 检测涂层硬度是否达标3.2 测试涂层的耐磨性3.3 检查涂层的耐腐蚀性能3.4 测试涂层的附着力3.5 检测涂层的耐温度性能4. 检验点三:化学性能检验4.1 进行涂层的化学成分分析4.2 检测涂层是否含有有害物质4.3 测试涂层的耐化学品性能4.4 检查涂层是否具有防火性能4.5 检测涂层的耐光性能5. 检验点四:包装和标识检验5.1 检查产品包装是否完好5.2 检查包装标识是否清晰可读5.3 检查包装是否符合运输要求5.4 检查包装和标识是否与订单信息一致5.5 检查是否有缺漏或损坏6. 检验点五:其他特殊要求检验6.1 根据客户要求进行特殊尺寸检验6.2 检查是否满足特殊环境要求6.3 验证产品符合相关行业标准6.4 进行特殊性能测试6.5 检查是否符合其他特殊要求总结:本文档针对喷涂出货的检验工作进行了详细的阐述,包括检验流程、五个主要检验点以及每个检验点的具体要点。
通过对喷涂产品的外观、物理性能、化学性能、包装和标识以及其他特殊要求的检验,可以确保产品的质量符合标准,并为客户提供满意的产品。
金属零部件喷涂检验规范(含表格)
金属零部件喷涂检验规范(IATF16949/ISO9001-2015)1.0目的:为金属零部件喷涂质量的管控提供指导,保证零部件喷涂质量可靠且符合要求。
2.0适用范围:适用于所有金属零部件喷涂质量的检验与判定。
3.0主要检验工具:3M胶带(Scotch 250#)、铅笔(中华牌101绘图铅笔,不低于2H型)、无水乙醇(≥99.5%工业酒精)、涂层测厚仪(QuaNix4200/4500)、色差仪(CR-10)、QHQ-A型涂漠铅笔划痕硬度仪(QHQ-A.O.SY)、划格器、光泽仪,标准样板、漆膜冲击器(QCJ型)、白色棉质软布(或脱脂棉)、白色橡皮(端部为圆形,直径为6.35mm)。
4.0喷涂质量管控与检验4.1 前处理管控4.1.1 处理剂的供应商为验证合格的供应商(深圳雷登)。
4.1.2 处理剂在标识的有效期内,无过期失效。
4.1.3 磷化槽的总酸度、游离酸、促进剂测量值在标准范围内。
每天检测至少两次。
4.1.4 磷化工艺必须是锌系磷化。
4.1.5 前处理工件排液工艺合理,可顺畅排出前处理槽液,无积留槽液结构,前处理装框无造成槽液积留。
注意检查工件凹槽、底部、角落及低位区域。
4.1.6 磷化后工件烘烤干透,无水迹油迹,注意检查凹槽、底部、角落及夹缝位置。
前处理后待喷涂的零件必须保持清洁、干燥,无水迹油迹,严禁赤手触摸。
4.1.7 磷化膜颜色应是浅灰色至深灰色,膜层必须连续、均匀、结晶细致;无疏松膜、严重挂灰、划伤、白点、手印和锈斑等缺陷。
4.1.8 磷化后的工件允许有轻微的水印、擦白及挂灰;允许在焊缝的气孔和夹渣处无磷化膜;允许由于局部热处理、焊接、以及表面加工状态不同而造成的颜色和结晶不均匀。
4.1.9 磷化后至上线喷涂的时间间隔不能大于24 小时,若超过24 小时,应重新磷化处理。
4.1.10 磷化槽沉渣日常清理,防止沉渣浑浊进入工件内部,水洗未冲刷走,前处理烘烤后粉团附着在工件上。
2 4.2上挂喷涂线工件管控4.2.1 工件的喷涂保护区进行了保护,无漏保护,保护胶套、胶塞无松脱,保护胶纸粘贴牢固无翘起。