喷漆过程检验记录表
需确认过程记录-喷漆

无
主管部门及负责人/日期:郑根传2021.6.25
注:确认合格用“√”表示;确认不合格用“×”表示;具体不合格情况要详细记录左下栏内。
不合格情况的主管部门要抓紧整改,并将处理情况及结论记录于右下栏内
喷漆需确认过程表
序号:
过程名称
喷漆过程
确认时间
2021.6.25
确认项目
员:石鹏远
以上人员经过培训,已经掌握了技能,培训合格上岗
喷漆作业指导书
喷漆设备
无
确认结论
√
√
√
√
王苹
郑根传
郑根传
郑根传
确认结果:
经检验符合产品要求
确认人/日期:王苹、郑根传2021.6.25
车辆钣喷进度工序质量管控表
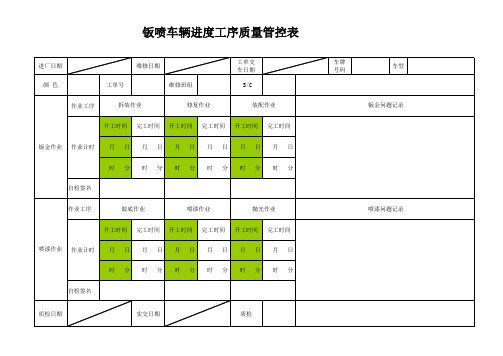
进厂日期 颜 色 作业工序 工单号 拆装作业 开工时间 钣金作业 作业计时 月 时 自检签名 作业工序 做底作业 开工时间 喷漆作业 作业计时 月 时 自检签名 日 分 完工时间 月 时 日 分 喷漆作业 开工时间 月 时 日 分 完工时间 月 时 日 分 抛光作业 开工时间 月 时 日 分 完工时间 月 时 日 分 喷漆问题记录 日 分 完工时间 月 时 日 分 维修日期 维修班组 修复作业 开工时间 月 时 日 分 完工时间 月 时 日 分 工单交 车日期 S/C 装配作业 开工时间 月 时 日 分 完工时间 月 时 日 分 钣金问题记录 车牌 号码 车型
质检日期
实交日期
质检
备注;此表格在开工时放在仪表上,之后按作业工序填写。各工序主修人请及时填写,并做好过程质量检验且填写过程质量检验表格。
涂装过程检验记录表

涂装过程检验记录表---1. 检验概述本文档记录了涂装过程中的检验记录,旨在确保涂装工序的质量和合规性。
---2. 检验内容2.1 涂装前准备- 检查涂装设备是否完好并运作正常。
- 检查涂料是否符合要求,包括颜色、粘度、干燥时间等。
- 检查工件的表面处理是否完备。
2.2 涂装过程- 检查涂装人员是否佩戴防护设施,如手套、眼镜、防护服等。
- 检查涂料的搅拌情况,确保颜料分散均匀。
- 涂装过程中定期检查喷枪、喷嘴等设备的清洁和磨损情况。
- 检查涂装过程中的湿度和温度是否符合要求。
2.3 涂装后处理- 检查涂装表面的质量,如有无气泡、流挂、起皱等缺陷。
- 检查涂装层厚度是否符合要求。
- 检查涂装工件的标识和编号是否清晰可见。
- 检查涂装过程产生的废料的处理情况。
---3. 检验记录---4. 检验结果分析根据上述检验记录,总体来看,涂装过程中的准备工作基本符合要求,涂装过程也较为顺利。
但在涂装后处理阶段发现了涂装表面有缺陷的情况,需要进一步分析原因并采取相应的改进措施。
同时,其他方面的检验结果基本符合要求,反映了涂装工序的整体质量较好。
---5. 改进建议- 对涂装后处理过程进行审查,分析缺陷产生的原因,并制定改进方案。
- 加强涂装人员防护设施的宣传和培训,确保其正确佩戴和使用。
- 定期对涂装设备进行维护和保养,确保其运作正常。
- 强化废料处理的管理,确保涂装过程的环保合规。
---该文档仅作为涂装过程检验的参考记录,未来可根据实际情况进行补充和修改。
同时,检验结果和改进建议也需要根据具体需求进行调整。
以上所述仅供参考,具体操作请根据实际情况进行。
希望以上内容能帮到您,如有任何问题或需要进一步帮助,请随时告知。
整机涂装工艺规程及检验标准

涂装工艺、检验标准、质量要求一、工艺流程及技术要求油漆涂装工艺流程:1、铸件、结构件→抛丸室→手动抛丸→清理→人工打磨→喷底漆→自然干燥。
2、滑块部件:高性能及其变形产品系列产品,L36系列、L31系列、E36系列、E31系列等整体闭式半闭式单双点产品,JF36系列、JK36系列机床,F75G 系列、VH系列、SH系列机床-滑块、连杆(含连杆盖)在机加工完成后,转油漆工序按成品油漆标准进行涂装(不含滑块斑马线),转装配总装后不再油漆。
(使用带防护吊具,生产全过程注意油漆面防护)3、机身部件:(1)高性能等整体机身机床(不含VH系列、SH系列),机身在机加工完成后,转油漆工序,其内腔按成品油漆标准进行涂装,侧面安装电箱部位喷成机床主色;机床在完成传动部分装配(不再需翻身)后,机床立放进行成品油漆。
(使用带防护吊具,生产全过程注意油漆面防护)(2)其余分体机床的上横梁、立柱、底座及VH系列、SH系列机床机身,在机加工完成后转油漆工序,外表面及内腔均按成品油漆标准进行涂装;机床装配完成后不再油漆。
(使用带防护吊具,生产全过程注意油漆面防护)4、其他部件(导轨、工作台板除外):钣金件、走台围栏、蜗轮箱、大齿轮(刷黄漆)、管路等需油漆的机床所有的其他部件,转油漆工序完成成品油漆后进行装配。
(使用带防护吊具,生产全过程注意油漆面防护)5、导轨、工作台板、滑块斑马线:所有机床的导轨、工作台板、滑块斑马线在完成性能交验合格后进行成品油漆。
(使用帆布带吊绳、台板起吊专用工装安装工作台板)二、结构件(铸件)涂装工艺规程及检验标准1、抛丸1.1对转入抛丸工序的工件进行核实确认,并规范填写《抛丸工序记录表》,保证产品的可追溯性。
1.2操作前首先检查风机、管路输送等设备是否运转正常;喷丸服、视镜是否完好、输气管是否通畅,确认合格后方可经行抛丸工序的操作。
1.3经抛丸后的工件应达到表面无锈点、氧化皮、污垢。
要求达到瑞典分级表Sa2.5级,钢面呈均匀银白色金属光泽。
喷漆过程质量检验记录表
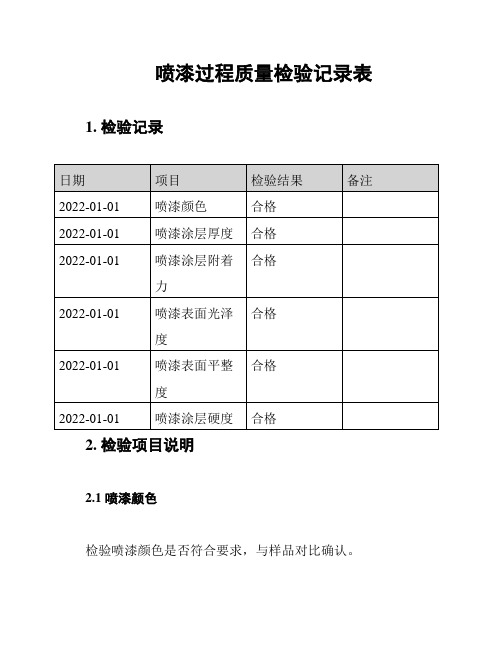
喷漆过程质量检验记录表1. 检验记录
2. 检验项目说明
2.1 喷漆颜色
检验喷漆颜色是否符合要求,与样品对比确认。
2.2 喷漆涂层厚度
使用涂层厚度测量仪器,测量喷漆涂层的厚度,确保在规定范围内。
2.3 喷漆涂层附着力
使用附着力测试仪器,测试喷漆涂层与基材之间的附着力,确保附着力良好。
2.4 喷漆表面光泽度
使用光泽度测试仪器,测试喷漆表面的光泽度,确保光泽度符合要求。
2.5 喷漆表面平整度
视觉检查喷漆表面是否平整,无明显凹凸或起泡。
2.6 喷漆涂层硬度
使用硬度测试仪器,测试喷漆涂层的硬度,确保硬度符合要求。
3. 结论
以上检验记录表中的项目均符合要求,喷漆过程质量良好。
喷漆特殊过程

确认结果:
生产过程中的喷漆过程经过培训可达到满足生产质量要求。
评价人:黄立宁日期:2016年2月22日
特殊过程确认表(再确认)QR7.5.2-8
产品名称
环卫设备(垃圾压缩机)
过程
喷漆过程
确认范围:环卫设备喷漆过程,参数控制有喷嘴直径,压力,喷漆速度等
评价小组成员
组长:黄立宁
组员:何兆海刘仲财
人员资格
该工序组长等人经过严格的特殊过程培训,都从事本专业工作3年,经考核具备独立工作能力。
设备情况
特殊过程中使用的设备达到规定标准,能够正常使用;
公司规程
1、我公司的特殊过程有喷漆过程,是靠控制喷嘴直径,气体压力,喷嘴移动速度等作参数来保证产品质量,均不能通过后续的检验经济的验证,因此确认上述过程为特殊过程。
2、喷漆均用专用设备来确保生产能来自,上岗操作人员应经过操作规程培训,通过考核合格后方可上岗。
3、严格按照工艺规定操作。
4、生产过程中应填写过程参数监控记录,确保过程受控。
喷涂检验作业指导书
喷涂喷漆检验作业指导书一、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
二、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
三、职责3.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
3.2 制造部参与不合格品的处理。
3.3 供应部负责进料中不合格品与供应商的联络。
3.4 管理者代表负责不合格品处理的批准。
四、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
五、非破坏性检验检验项目1.外观和颜色检验条件A 色板采用客户样件或经客户认可的签样。
色泽、颜色须符合设计图纸或与色板比较无明显差异。
光泽:使用光泽计来判定,入射角度60°,±5%误差为检验合格。
B 光源要求:北极昼光或室内高效能日光灯两光源(照明度约为1000流明)。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
C 目测距离:A级面为300mm,B等级面为500mm;C等级面为1000 mm。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
D. 检验方法:在眼睛距离等级面的标准处,以3m/min速度扫描检查。
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起泡、起皱、针孔,积粉等不良等现象2. 等级面划分标准:A 级面:装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面。
喷漆检验报告
06 附录
检验原始数据记录
检验日期:XXXX年XX月XX 日
检验人员:XXX
02
01
检验设备:显微镜、色差仪、
光泽度计
03
检验步骤:按照GB/T 97962008标准进行样品的制备、
观察和测量
04
05
检验结果:附表1-1
喷漆样品照片及对比分析图
喷漆样品照片:附图1-1至附图1-5 对比分析图:附图1-6
04 检验结果与分析
喷漆外观质量检查结果
总结词
表面光滑、色泽均匀
详细描述
经过仔细检查,喷漆表面光滑,无颗粒、气泡等缺陷,色泽均匀一致,无明显 色差。
喷漆附着力测试结果
总结词
符合标准、性能良好
详细描述
根据附着力测试标准,喷漆与基材的附着力表现出色,无剥落、起泡等现象,符 合质量要求。
喷漆耐磨、耐腐蚀性能检测结果
详细描述
将本次检验的喷漆样品与已知标准或样品进行对比分析,结 果显示本次检验的喷漆在外观质量、附着力、耐磨、耐腐蚀 等方面均表现出优异的性能,达到预期目标。
05 结论与建议
检验结论概述
本次检验对喷漆的外观、附着力、耐 磨性等指标进行了全面检测,综合评 估了喷漆的质量。
喷漆的附着力、耐磨性等性能指标均 达到预期要求,能够满足使用要求。
《汽车行业喷漆技术规范》 《家具行业喷漆技术规范》 《建筑行业喷漆技术规范》
客户要求及合同约定Fra bibliotek01客户提供的特殊技术要求及图 纸
02
合同中约定的质量要求和验收 标准
03
客户提供的样品或色卡进行比 对
03 检验方法和流程
取样方法
随机取样
在生产线上随机选取一定数量的 喷漆产品作为样本。
喷涂检验标准
1、检验条件1.1照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
1.2检查距离被测品与眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分2.1表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
2.2区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表称数目长度直径深度宽度面积距离代号nldhwsds单位个cmmmmmmmmm2mm说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求4.1验收总则4.1.1喷涂件表面应清洁、无污。
4.1.2喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且与双方封样色样比较无明显差异。
4.2外观要求4.2.1“a”面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤0.5mm(或s≤0.2mm2)且不连续时(ds≥5mm),不视为缺陷。
当0.5mm(或s≤0.2mm2)(范本)1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
喷漆特殊过程力确认表
2#样件参数
3#样件参数
醇酸漆:稀释剂=2:1
10kg:5kg
10kg:5.1kg
10kg:5.2kg
油漆粘度15-25s
15s
20s
25s
压力0.4-0.6Mpa
0.4 Mpa
0.5Mpa
0.6Mpa
烘干温度180-200℃
180℃
190℃
200
干燥时间12小时
12小时
12小时
12小时℃
特殊过程能力确认记录
工序名称
喷漆
产品名称
日期
过程控制文件
喷漆作业指导书
过程设备
名称
型号规格
设备能力确认
空压机
设备完好,能满足工艺要求
人员能力
姓名
培训情况
人员能力确认
×××××
经过作业指导书培训
能掌握调漆喷漆工艺要求
材料确认
材料名称
型号规格
确认结果
漆
现场使用的油漆与作业指导书一致
工艺参数确认
工艺参数要求
产品质量要求
检验项目
质量要求
1#件实测
2#件实测
3#件实测
外观
均匀、无流挂、色泽光亮
符合
符合
符合
漆面附着力
等级
符合
符合
符合
漆膜厚度
60-80μm
68μm
73μm
78μm
工作环境要求Fra bibliotek适宜确认结果
符合要求
过程确认结论
经确认该工序能力能满足要求
确认人
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目
检验依据
喷漆质量及结果
备注
底漆喷涂是否均匀
是否彻底
2
第一遍面漆
3
第二遍面漆
结论:
检验员:年月日
产品型号:生产序号:
喷漆过程检验记录表
喷漆过程检验记录表
喷漆前的准备工作:
1.除锈:表面焊渣、药皮彻底清理干净;
2.抛光:清渣后,表面抛光处理;
3.表面凹处和局部缺陷部位使用腻子处理;4.喷漆前须清理产品表面。
喷漆质量要求:
1.按照稀释剂和底漆(夏天1:5;冬天1:4)的比例调好底漆,喷一遍底漆,并晾干4小时。
2.按照稀释剂和表面漆(夏天1:5;冬天1:4)的比例调好面漆,喷一遍面漆,隔12个小时后,再喷第二遍面漆。