定位销材料选用、标准及规格
圆柱定位销标准尺寸
圆柱定位销标准尺寸
圆柱定位销是一种常用的机械连接零件,它通常用于机械设备的定位和连接。
在实际生产中,圆柱定位销的标准尺寸对于产品的质量和稳定性起着至关重要的作用。
因此,了解圆柱定位销的标准尺寸是非常必要的。
首先,圆柱定位销的直径是其标准尺寸中最基本的部分。
直径的大小直接影响着圆柱定位销的承载能力和使用寿命。
一般来说,直径越大,承载能力就越强,使用寿命也会更长。
因此,在选择圆柱定位销时,需要根据实际需求来确定直径的大小。
其次,圆柱定位销的长度也是其标准尺寸中需要重点考虑的部分。
长度的大小直接关系到圆柱定位销在机械设备中的定位和连接效果。
如果长度过长或过短,都会影响到定位销的使用效果,甚至会导致机械设备的故障。
因此,在选择圆柱定位销时,需要根据机械设备的实际情况来确定长度的大小。
另外,圆柱定位销的材质也是影响其标准尺寸的重要因素之一。
不同的材质具有不同的强度和耐磨性,因此在选择圆柱定位销时,需要根据机械设备的工作环境和使用要求来确定合适的材质。
除此之外,圆柱定位销的公差也是需要重点考虑的部分。
合适的公差可以确保圆柱定位销在装配时的精度和稳定性,从而保证机械设备的正常运行。
因此,在生产和选择圆柱定位销时,需要严格控制公差的大小,确保其符合标准尺寸要求。
综上所述,圆柱定位销的标准尺寸是影响机械设备质量和稳定性的重要因素。
在选择和使用圆柱定位销时,需要综合考虑直径、长度、材质和公差等因素,确保其符合标准尺寸要求,从而保证机械设备的正常运行和使用效果。
希望本文所述内容能对圆柱定位销的选择和使用提供一定的参考和帮助。
空心定位销标准件
空心定位销标准件1. 引言空心定位销是一种常见的标准件,用于在机械装配中提供定位和固定的功能。
它在许多行业中被广泛应用,包括汽车制造、航空航天、机械制造等。
本文将介绍空心定位销标准件的定义、分类、特点以及应用,并在最后总结其优缺点。
2. 定义空心定位销是一种中心为空心的定位销,通常由金属材料制成,具有精确的尺寸和形状。
它通常用于配合定位孔,实现两个零件的精确定位和固定。
3. 分类根据形状和结构的不同,空心定位销可以分为以下几类:3.1 圆柱形空心定位销圆柱形空心定位销是最常见的类型,它的外形类似于一个圆柱体,两端都有固定部分。
中间的空心部分可以和配合零件的定位孔精确配合,起到定位和固定的作用。
3.2 锥形空心定位销锥形空心定位销的一端是锥形的,另一端是固定部分。
它适用于需要更大的定位密封和稳定性的应用场合,例如在高速运动中对零件进行定位。
3.3 其他类型的空心定位销除了圆柱形和锥形空心定位销,还有其他一些特殊形状的空心定位销,如六角形、方形等。
这些不同形状的空心定位销可以根据特定的应用要求来选择使用。
4. 特点空心定位销具有以下特点:•高精度:空心定位销的尺寸和形状精确度较高,能够提供精确的定位和固定功能。
•高强度:由于空心定位销通常由金属材料制成,所以具有较高的强度和耐磨性。
•易于安装:空心定位销的结构简单,安装方便快捷,可以提高生产效率。
5. 应用空心定位销广泛应用于各种机械装配中,以下是一些常见的应用场景:•汽车制造:在汽车发动机、底盘、油路等部件的装配中使用空心定位销以实现精确定位和固定。
•航空航天:在航空航天器的组装中,空心定位销被用于定位和固定机身、翅膀等部件。
•机械制造:在各种机械设备的装配中,空心定位销也扮演着重要的角色,确保零部件的正确组装。
6. 优缺点空心定位销的优点包括:•提供精确的定位和固定功能,能够保证零部件的准确对位。
•结构简单、安装方便,提高了装配效率。
空心定位销的缺点包括:•由于空心定位销通常由金属材料制成,所以成本较高。
定位销形状选择表治具用定位销形状选择表材质˙表面处理之特性-MiSUMi

SELECTION GUIDE FOR LOCATING PINS 定位銷 形狀選擇表定位銷種類I -標準形狀-定位銷導入部形狀有「圓錐」、「錐形」、「球面」、「平面」、「前端形狀選擇」共五種。
各類型包含有「標準」、「內螺牙」、「外螺牙」、「止迴螺絲」四種安裝部形狀。
可配合工件或定位方法選擇形狀。
※圓錐形狀無「止迴螺絲」。
■何謂Dicoat ®處理 Dicoat ®處理是指TD 製程中所形成的碳化釩(VC 層),表面硬度可達到3200~3800HV 的高硬度。
MISUMI 依據Toyota 中央研究所許可的「TD 製程及販售」規範,從定位銷的製造到TD 過程為一貫作業,因此尺寸精密度有所保證。
TD 製程是指Toyota 團隊綜合研究機構的Toyota(股)中央研究所開發而成的「擴散表面硬化法」。
這個方法可讓特定元素(碳化物)擴散、浸透,使金屬表面形成耐磨耗、耐焊鍍之表面層。
自Toyota 團隊1970年研發以來,被廣泛使用於沖壓模具、鑄造物、治具、刀具、機械零件等。
■Dicoat ®處理的特長與效果1.耐磨耗性表面被覆4~7μm 的碳化釩層,表面硬度可達3200~3800HV ,對應所有物質可展現其優越的耐磨耗性。
2.韌性碳化釩被覆不會降低母材韌性。
母材經高溫回火處理,故韌性較強。
■Dicoat ®處理˙TiCN 處理的螺絲區分強度為8.8。
關於緊固扭矩請參照P.2849。
■何謂TiCN 處理TiCN 是以PVD 方式(物理式的處理方法)之一的離子鍍所做的被覆。
TiCN 被覆處理具有高硬度˙摩擦係數小、耐磨耗性佳之特長。
此外,由於處理環境為500℃以下的高真空環境,因此回火溫度為500℃以上時,可能會造成母材硬度降低,或是熱變形部分產生少許被覆情形。
MISUMI 從製造到被覆為一貫作業,被覆後的尺寸˙精密度有所保證。
■TiCN 處理的特長1. 耐磨耗性TiCN 被覆處理的表面硬度為3000HV ,耐磨耗性佳。
销子的种类及规格介绍

的1~2倍。销的常用材料为35或45钢。安全销的材料为35、 45、50、T8A、T10A等,热处理后硬度为30~36HRC。销 套材料可用45、35SiMn、40Cr等,热处理后硬度为4
0~50HRC。如此多的销子种类,一定不好消化吧?无论是 哪一种销子的种类,它在拆装的时候都是非常的方便的, 再加上定位的精度很高,无论多少次拆装,都是可以规 规矩矩地装置在原来的位置,不要
ty86htvv
SO紧固件产品标准制修订并发布了销产品国家标准。具 体可参见销产品标准。在销产品中件产品。销子的种类销子有许多种
类,大概有:圆锥销、内螺纹圆锥销、圆柱销、内螺纹 圆柱销、开尾圆锥销、螺纹圆柱销、弹性圆柱销直槽轻 型、带孔销、螺尾锥销、开口销等。每一种种类的销子 都有不同的规格:开口销:GB/T-91-
担心它会便宜一定一点,都是没有问题的。销子的种类 繁多,再加上它特质的材料,无论是火烧还是冰冻,都 是没有问题的,因此,用销子的时候不用担心热处理或 者是冷处理哦。 橡胶密封圈用途具体有
哪些?便携式接地线厂家推荐,给您的安全一份保障
版权所有 禁止转载 谢谢
vpn
81-2000紧固件;销轴:GB-882-86;槽销:平行沟槽GB/T13829.1-92;槽销:锥销,GB/T-13829.2-92;槽销:圆头、 沉头GB/T-13829.3-92
。销的选型与材料销子的类型在使用中依其工作要求选 用。连接用的销,其直径可根据连接的结构特点,按经 验确定,必要时再做强度校核。定位销的直接可按结构 确定。销在每一连接件内的长度,约为其直径
销子可是要运用到机械中的一种材料,它最大的作用就 是可以帮助机器中的内置定位定点,而且还能够帮助每 一个内置连接起来,这样有“融会贯通”的奇效呢。当 然,销子不光有一种类型,还有非常多常见的
空心定位销 标准

空心定位销标准一、概述本标准规定了空心定位销的材料选择、结构设计、尺寸精度、表面处理、热处理及检验测试等方面的要求。
本标准适用于机械制造过程中使用的空心定位销的设计、生产和检验。
二、材料选择空心定位销应选择具有较高强度、耐磨性和耐腐蚀性的材料。
常用材料包括碳素钢、合金钢、不锈钢等。
根据实际需求,可以选择合适的材料并进行定制。
三、结构设计1. 空心定位销应设计成中空结构,以便减轻重量并提高刚度。
2. 销的一端应设有开口,方便装配和更换。
3. 销的外表面应设计有定位槽或凸起,以实现精确定位。
4. 根据实际需求,可以设计不同形状和尺寸的空心定位销。
四、尺寸精度1. 空心定位销的尺寸应符合图纸要求,精度等级应符合相关标准。
2. 销的开口尺寸应准确,以确保装配和使用效果。
3. 销的外表面定位槽或凸起的尺寸应精确控制,以确保与其它零件的配合精度。
五、表面处理1. 空心定位销的外表面应进行防锈处理,以提高耐腐蚀性。
2. 根据实际需求,可以选用镀锌、喷塑、烤漆等表面处理方法。
3. 表面处理应均匀、光滑,不得有明显的缺陷和划痕。
六、热处理1. 空心定位销在制造过程中需要进行热处理,以消除材料内部的应力,提高强度和硬度。
2. 热处理工艺应根据材料类型和实际需求进行选择。
3. 热处理后应进行力学性能测试,确保材料性能符合要求。
七、检验测试1. 空心定位销在出厂前应进行检验测试,确保符合设计和使用要求。
2. 检验测试应包括外观检查、尺寸测量、力学性能测试等。
3. 对于关键尺寸和性能指标,应进行抽样或全数检验,确保产品质量符合标准要求。
定位销-车身夹具详解

定位销的作用:
在汽车车身装配焊接中,一般都采用两个定位销来限制零件的五个 自由度,若零件是对称结构,则采用对称的两个孔定位,若零件外形尺 寸较大,则采用件上对角两个孔定位。若两个定位孔都是圆孔,则为定 位方便,其中一个采用圆柱销,另一个采用菱形销(如图所示);若一 个定位孔是圆孔(主定位孔),另外一个是长圆孔(辅助定位孔),则 采用双圆柱销。 定位销是给PNL起定位作用,是靠圆柱面与工件的定位基准孔接触 进行定位的 ,确保PNL在装配夹具中定位准确。
定位销:
3、SHIFT PIN的设计方法
①使用场合 A、斜销 B、直销但为了取件方便 C、避开干涉 ②结构型式 A、气缸直接SHIFT型 B、带导向杆型 作业:画SHIFT PIN的装配图 条件:①给出断面图 ②气缸直接SHIFT和带导向杆型各一套 ③SMC气动元件 4、SWING PIN的设计方法 ①使用场合:销是从上向下进入或斜销无法用移动拨出时 ②结构型式:一般装在CLAMP上,旋转时将销转出 ③HINGE点应选在与销孔的PNL同一条直线上且与孔的间距 为一适当值 ④PIN伸入PNL的长度要控制,否则难以转出 ⑤为使销准确定位,CLAMP应装有CATCH STOPPER 作业:画SWING PIN的装配图 条件:①给出断面图
固定销
不可调
定位销的结构
固定销
可调
1
2
3
定位销的结构
移动式定位销
手插销
手推销
不同心移动销
旋转销
旋转点的设置; stopper的设置重要
当两个零件装配时,定位孔位于上面的零件,只用来给上面 零件定位,此时定位销设计成旋转式,可与夹紧件连成一体绕销 轴旋转。为了使定位销在旋转过程顺利转出定位孔,不与零件发 生干涉,应选用短定位销,且销轴位于定位孔所在断面的直线上,
定位销直径标准

定位销直径标准定位销是一种常见的机械连接元件,它能够在工业设备中起到精确定位和定位固定的作用。
在设计和制造定位销时,直径标准是一个非常重要的考虑因素。
本文将对定位销的直径标准进行探讨,并提出一些适用于不同应用的建议。
一、定位销的作用及应用范围定位销是一种用于机械连接的固定元件,其中一头通常具有头部,另一头有充裕的直径以便进行固定。
定位销的主要作用是将两个或多个工件牢固地连接在一起,并保持它们的相对位置不变。
在许多工业领域,如汽车制造、航空航天、机械制造等,定位销都扮演着重要的角色。
二、定位销的直径标准及其意义定位销的直径标准是在制造过程中必须遵循的要求。
直径标准的合理选择能够确保定位销具有良好的装配性能和稳定的使用寿命。
一般来说,定位销的直径标准应符合国家或行业标准的规定,并根据具体应用需求进行调整。
在选择定位销的直径标准时,需要考虑以下几个方面:1. 最大承载能力:定位销的直径越大,其承载能力越大,能够承受更大的载荷。
因此,在需要承受较大力矩或重型工件的场合,选择直径较大的定位销是更为合适的选择。
2. 空间限制:在一些特殊的工作环境中,如狭小的空间或有限的安装位置,选择直径较小的定位销可以更好地适应这些限制条件。
3. 精度要求:直径标准的选择还要考虑到工件在连接过程中所需要的精度要求。
通常情况下,直径较大的定位销能够提供更高的精度,但也需要更高的成本和制造难度。
三、定位销直径标准的建议1. 根据工件的重量和力矩选择适宜的定位销直径。
对于重型工件和大扭矩应用,选择较大直径的定位销,以确保其稳定性和可靠性。
2. 考虑工作环境的限制条件。
在空间有限或安装位置受限的情况下,选择较小直径的定位销可以更好地适应工作环境。
3. 根据连接精度要求选择定位销直径。
对于需要更高精度的应用场合,可以选择较大直径的定位销。
总结:定位销的直径标准对于其性能和应用具有重要的影响。
选择合适的直径标准能够确保定位销具有良好的装配性能和稳定的使用寿命。
14.定位销相关的要求(零件定位孔径选用规范)
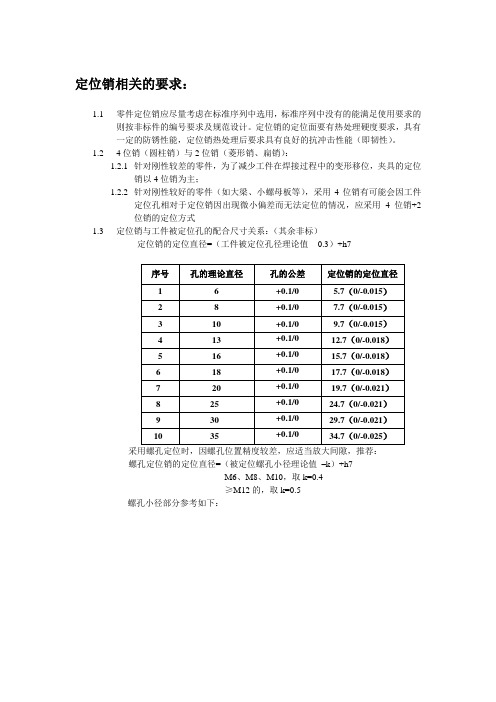
定位销相关的要求:1.1零件定位销应尽量考虑在标准序列中选用,标准序列中没有的能满足使用要求的则按非标件的编号要求及规范设计。
定位销的定位面要有热处理硬度要求,具有一定的防锈性能,定位销热处理后要求具有良好的抗冲击性能(即韧性)。
1.24位销(圆柱销)与2位销(菱形销、扁销):1.2.1针对刚性较差的零件,为了减少工件在焊接过程中的变形移位,夹具的定位销以4位销为主;1.2.2针对刚性较好的零件(如大梁、小螺母板等),采用4位销有可能会因工件定位孔相对于定位销因出现微小偏差而无法定位的情况,应采用4位销+2位销的定位方式1.3定位销与工件被定位孔的配合尺寸关系:(其余非标)定位销的定位直径=(工件被定位孔径理论值- 0.3)+h7螺孔定位销的定位直径=(被定位螺孔小径理论值–k)+h7M6、M8、M10,取k=0.4≥M12的,取k=0.5螺孔小径部分参考如下:1.4对薄壁孔,标准销的定位位置要求,基本按如下左图结构;销的插入深度受限时采用如下右图结构;1.5对翻边孔、螺孔,定位销的有效段插入深度要求≥7mm,且螺孔定位销插入深要≥螺母厚度;1.6定位销安装一般要满足径向4向可调的要求,调整垫片要求见以上3项,结构如下:1.7直插式活动定位销的要求1.7.1 当装卸工件的方向与定位销的方向不一致,及带定位销的摆动式压板的定位销无法顺利摆出被定位孔时,必须采用可直线进退的定位销组件。
1.7.2 除了采用精密导向驱动单元外,其他的自制的用快速夹或气缸直推定位销的方法的,定位销必须采用有精密导向的导向杆来定位,不能直接用驱动件来作为销的导向定位件。
导向孔必须有导向套,且导向套必须有放松防脱的装置,如图:1.7.3 导向孔必须有导向套,且导向套必须有放松防脱的装置,下图的情况是不允许的。
导向杆、导向套组件导向杆、导向套组件导向套脱落1.7.4 自制活动导杆及导套的配合公差按H7/g6选用,采用标准衬套或标准导杆的按该标准件所要求的配合公差配套选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定位销材料选用
由于在使用中,需要反复装夹工件,所以要求定位销轴应具有较好的耐磨性,因此,应选用较好的材料T10A或选用20号钢表渗碳淬火
定位销技术要求
1、尖角倒钝。
2、防锈处理。
3、热处理55~60HRC
4、材料T10A
①紧定螺钉性能等级的标记用数字和字母“H”表示。
数字表示最低维氏硬度值的1/10,H表示硬度。
内六角紧定螺钉没有14H、22H和33H级。
②14H级,使用易切削钢时,其磷、硫和铅的最大含量分别为0.11%、0.34%和0.35%。
③14H级方头紧锭螺钉允许表面硬化。
④22H~45H级,可以采用最大铅含量为0.35%的钢材。
⑤45H级用的合金钢,应含有一种或几种铬、镍、钒或硼的合金元素。
⑥22H级,如需方采用洛氏硬度试验,应采用HRB最小值,HRC最大值。
⑦45H级,不允许有全脱碳层。
⑧H1—最大实体条件下的外螺纹牙型高度。
定位销标准GB/T2203-91
标准规定规格大于3~50mm的固定式定位销
定位销引用标准
GB699 优质碳素结构钢技术条件
GB1298 碳素工具钢技术条件
GB/T2259机床夹具零件及部件技术要求
定位销技术标准
材料:D<=18mm,T8按GB1298的标准;D>18mm,20钢按GB699的标准
热处理:T8为HRC55~60;20钢渗碳深度0.8~1.2mm,HRC55~60
1.固定式定位销
2.可换式定位销
3.锥面定位销
4.削边定位销
5.标准菱形定位销
JB/T 6059.8-1992 机械压力机锻模定位销机械行业标准(JB) JB/T6059.8-1992 本标准规定了机械压力机锻模定位销的结构、尺寸、材料、热处理及标记。
定位销规格3至50mm的固定试定位销
定位销规格表(附图)
定位销技术条件
材料:D<=18mm,T8按GB1298的规定
D>18mm,20钢按GB699的规定
热处理:T8为HRC55~60,20钢渗碳深度0.8~1.2mm,HRC55~60
圆柱销/定位销规格
6 X 30标准号:GB119公称尺寸d极限偏差长度L极限偏差千件重量6 土30土 6.66表面处理:清洗材质:不锈钢(304、0Cr18Ni19)材料特性:它广泛作为不锈耐热钢使用
定位销产品规格
0.900*4 0.900*5 0.900*6 0.900*7 0.900*8
0.900*10
1.500*5 1.500*6 1.500*7 1.500*8 1.500*9
1.500*10
2.00*5 2.00*6 2.00*7 2.00*8 2.00*9 2.00*10 2.00*11 2.00*12 2.00*13 2.00*14 2.00*15 2.00*16 2.00*17 2.00*18 2.00*19 2.00*20 2.00*21 2.00*22 2.500*7 2.500*8 2.500*9
2.500*10 2.500*11 2.500*12 2.500*20 2.500*22 2.500*24 2.500*26 2.500*28 2.500*30
2.500*13 2.500*14 2.500*15 2.500*16 2.500*17 2.500*18
3.00*8 ... 3.00*20 ... 3.00*30 ... ... 3.50*10 ... 3.50*25 ... 3.50*30
4.00*6 ... 4.00*10 ... 4.00*20 ... ... 4.00*25 ... 4.00*30 ... 4.00*35
5.00*10 ... 5.00*15 ... 5.00*20 ... ... 5.00*25 ... 5.00*30 ... 5.00*35
6.00*10 5.00*15 6.00*20 6.00*25 6.00*30 6.00*35
... 13.00*15
...
13.00*25
...
13.00*35。