五金模具间隙参数表
冲压模具公差及间隙标准

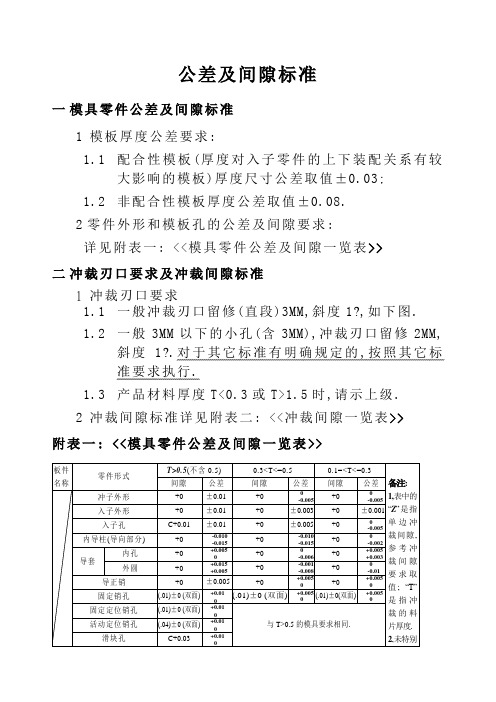
公差及间隙标准一模具零件公差及间隙标准
1 模板厚度公差要求:
配合性模板(厚度对入子零件的上下装配关系
有较大影响的模板)厚度尺寸公差取值±;
非配合性模板厚度公差取值±.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
一般冲裁刃口留修(直段)3MM,斜度1?,如下
图.
一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按
照其它标准要求执行.
产品材料厚度T<或T>时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>> 附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产
条件(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈
钢/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请
示上级.。
冲压模具公差及间隙标准

公差及空隙标准一模具零件公差及间隙标准1模板厚度公差要求 :配合性模板(厚度对入子零件的上下装配关系有较大影响的模板)厚度尺寸公差取值± 0.03;非配合性模板厚度公差取值± 0.08.2零件外形和模板孔的公差及空隙要求 :详见附表一 : << 模具零件公差及间隙一览表 >>二冲裁刃口要求及冲裁间隙标准1冲裁刃口要求一般冲裁刃口留修(直段)3MM,斜度1?,以下图.一般3MM以下的小孔(含3MM),冲裁刃口留修2MM,斜度1?.对于其它标准有明确规定的 , 依照其他标准要求执行 .产品材料厚度或时,请示上级.2冲裁间隙标准详见附表二 : << 冲裁间隙一览表 >>附表一 : << 模具零件公差及空隙一览表 >>( 不含 0.5)板件零件形式名称空隙公差空隙公差空隙公差备注:冲子外形+0 ±+0 0 +0 0 1, 表中入子外形+0 ±+0 ±+0 ±入子孔 ± +0 ± +0 0 的 内导柱 ( 导向部分 ) +0 +0+0 0“Z ” 导套内孔 +0 +0 0 +0外圆 +0+0 +0 0是指单导正销 +0±+0+0固定销孔 (.01) ±0 +0.01(.01)±0 (双面(.01)± 边冲裁固定定位销孔 (.01) ±间 隙 ,活动定位销孔(.04) ±0与的模具要求相同.滑块孔参照冲滑块 +0 ±案内消孔±裁空隙冲孔、切边、半剪 +Z ± ZC+ZCC+要求取切边部分挡刀直壁 +0+0 下导正销逃孔 (.20) ±0 ±± ±值 ;模 ±( 内导柱孔 ( 不用导 (.01) +0 0公 模板内导套孔 (.01) ±0 母 下料母模外形 +0模)下料公模外形-ZC冲孔母模外形 +ZC冲孔公模外形 +0一般冲子导向孔打 内导柱孔 ( 不用导(.01) ±0打板内导套孔(.01) ±0 板成形模内打外形冲孔落料复合模不共享内打冲孔落料复合模共享内打外冲孔落料复合模不共享-Z+0外打.03 夹 冲子固定孔导正销固定孔 板内导柱孔 ( 不用导 (.01) ±0 冲子及导柱消孔 +1(设计定) 打背内打背外形 -1( 设计定) 下垫 落料孔+1(设计定) 下模 落料孔+1.5(设计±0 “T ”±± 与的模具要求相同.是指冲 ±裁的料±片 厚 +0 0 0度.±0 ±±与的模具要求相同.2, 未特±别注明 ±+0.01 的 , 都+0.01 (.01) ±0 ( 双 ± +0 ± 是指单与的模具要求相同. 边 间 隙.附 表二 : << 冲 裁间 隙一 览表 >>I. “ CRS/GI/不 锈 钢 ” 料料厚 TT≦0.5<T ≦材质CRS 工程模和连续模: 一律取 5%T工程模: 一律取 7%T 请示上级GI/ 不锈7%T钢连续模: 一律取 10%TII.“ 铝” 料料厚 T0.5<T<1. 1.5<T<3.T≦ 1.0 ≦ T≦T≧0 0材质铝请示上级5%T 4%T 3%T 2%T注: 1. 上表所列间隙值均是指单边冲裁间隙 Z.2.冲裁间隙 Z 的取值与冲裁的料片材质、厚度及生产条件 ( 模具形式等 )有关 .3.未作注明者均不区分模具形式是工程模 / 连续模 .4.对于 3MM 以下小孔 , 当冲裁的料片材质为 GI 或不锈钢 /CRS/ 铝时 , 单边冲裁间隙 Z=10%T.5.冲裁的料片材质上表未列出时 ( 如铜 ), 冲裁空隙请示上级 .。
五金冲压模具间隙分析及模具结构设计(二)

五金冲压模具间隙分析及模具结构设计(二)一、模具的刃磨1、模具刃磨的重要性定期刃磨模具是冲孔质量一致性的保证。
定期刃磨模具不仅能提高模具的使用寿命而且能提高机器的使用寿命,要掌握正确的刃磨时机。
2、模具需要刃磨的具体特征对于模具的刃磨,没有一个严格的打击次数来确定是否需要刃磨。
主要取决于刃口的锋利程度。
主要取决于刃口的锋利程度。
主要由以下三个因素决定:(1)检查刃口的圆角,如果圆角半径达到R0.1毫米(最大R值不得超过0.25mm)就需要刃磨。
(2)检查冲孔质量,是否有较大的毛刺产生。
(3)通过机器冲压的噪声来判断是否需要刃磨。
注:刃口边缘部变圆或刃口后部粗糙,也要考虑刃磨。
3、刃磨的方法:模具的刃磨有多种方法,可采用专用刃磨机,也可在平面磨床上实现。
冲头、下模刃磨的频度一般为4:1,刃磨后请调整好模具高度。
4、刃磨规则:模具刃磨时要考虑下面的因素:(1)刃口圆角在R0.1-0.25mm大小情况下要看刃口的锋利程度。
(2)砂轮表面要清理干净。
(3)建议采用一种疏松、粗粒、软砂轮。
如WA46KV。
(4)每次的磨削量(吃刀量)不应超过0.013mm,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低模具的寿命。
(5)刃磨时必须加足够的冷却液。
(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。
(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。
如果继续使用,容易造成模具和机器的损坏,得不偿失。
(8)刃磨完成后,边缘部分要用油石处理,去掉过分尖锐的棱线。
(9)刃磨完后,要清理干净、退磁、上油。
注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
二、冲头使用前应注意1、存放(1)用干净抹布把上模套里外擦干净。
(2)存放时小心表面不要出现刮痕或凹痕。
(3)上油防锈。
2、使用前准备(1)使用前彻底清洁上模套。
(2)查看表面是否有刮痕、凹痕。
如有,用油石去除。
(3)里外上油。
3、安装冲头于上模套时应注意事项(1)清洁冲头,并给其长柄上油。
五金冲压模具各种间隙标准

2.4粗割後修二:精度要求較高之模具。
核准
審核
編制
b.模板長度>600者,單+0.015修一刀。
1.6沖材厚度≦0.3者,一律以客戶協調方式制作。
1.7細模間隙:a.依客戶要求訂定。Fra bibliotek文件編號
TT-QW-TI-02
版本
01
類別
生管組作業規范
制定日期
2005年12月1日
操作規範
頁次
PAGE 3 OF 3
b.下模刀口間隙5%。
c.滑配間隙不得大於刀口間隙。
文件編號
TT-QW-TI-02
版本
01
類別
各種間隙標准
制定日期
2005年12月1日
操作規範
頁次
PAGE 2 OF 3
1、間隙:
單工程模。
1.1刀口間隙:
a.以客戶要求訂定。
b.沖材≦0.6者,沖材厚之5%。
c.2.0≧沖材>0.6者,沖材厚之7%。
d.4.0≧沖材>2.0者,沖材厚之10%。
e.6.0≧沖材>4.0者,沖材厚之15%。
d.特殊用途之沖壓品,間隙另定。
2、修刀:
2.1無特別要求之模具均以割一刀為准,但Pin孔、導柱孔、∮4以下則修一刀,下模修刀口3.0。
2.2即割即修:
a.模板無大孔,可導致加工變形。
沖材厚≦0.3,模板長度≦600mm。
沖材厚≦0.4,模板長度>600者。
b.內角眾多之異形孔。
c.φ4.0以下之小孔。
f.特殊用途之沖壓品,刀口間隙另行議定。
1.2滑配間隙:
a.模板長度≦600者,單+0.015,沖材厚度≦0.3時另議。
冲压模具公差及间隙标准
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修2MM,
斜度1?.对于其它标准有明确规定的,按照其它标
准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
五金模设计基本要求-X1
冲压材料 t 压板厚度 T
0.35以下 4.0
版本 页码
X1 6/20
0.35以上 5.0
4.2 挂台式 1:挂台厚度8.00mm,挂台槽深8.05mm 2:挂台需做补强结构: 防止冲头拉断做45°斜面挂台补强(如图示) 3:此结构适用 1)低价模不需要快拆的结构 2)高价模夹板冲头有固定入块
加强型挂台
上模座
上垫板
模 上夹板 板 脱背板 部 脱料板 分 下模板
下垫板
下模座
下垫脚
高价模
材料名称
热处理
45# Cr12MoV DC53 Cr12MoV DC53 DC53 Cr12MoV 45# 45#
发黑 HRC58~60真空 HRC58~60超深冷 HRC58~60真空 HRC58~60超深冷 HRC58~60超深冷 HRC58~60真空
发黑 发黑
一般模
材料名称
热处理
45# Cr12 Cr12Mo1V1 Cr12 Cr12Mo1V1 Cr12Mo1V1 Cr12 45# 45#
发黑 HRC54~56真空 HRC58~60深冷 HRC54~56真空 HRC58~60深冷 HRC58~60深冷 HRC54~56真空
发黑 发黑
*** 垫脚也需要按照图面的要求进行刻标
X1 10/20
8. 引导针常用规格尺寸 1:引导针挂台H统一为3.00,脱料板引导针沉头孔要求CNC精锣到位,深度H保证在3.05~3.10 2:引导针有效长度(L1=脱料板厚度T+材料厚度T1) 3:常用引导孔大小对应之引导针规格参考如下表格
材料厚度 0.05~0.2 0.05~0.4 0.05~0.8 0.05~1.0 0.05~1.5 0.15~2.0 0.15~3.0 0.15~5.0
冲压模具公差及间隙标准
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1︒,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1︒.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上级.。
冲压模具公差及间隙标准
公差及间隙标准
模具零件公差及间隙标准
1模板厚度公差要求:
1.1配合性模板(厚度对入子零件的上下装配关系有较大影响的模
板)厚度尺寸公差取值土0.03;
1.2非配合性模板厚度公差取值土0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: << 模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1 ,如下图.
它标准要求执行.
2冲裁间隙标准详见附表二: << 冲裁间隙一览表>>
1.2 般3MM 以下的小孔(含3MM),冲裁刃口留修
2MM,斜度 1 .对于其它标准有明确规定的,按照其
1.3 产品材料厚度TvO.3或T>1.5时,请示上级.
附表一: << 模具零件公差及间隙一览表>>
附表二: << 冲裁间隙一览表>>
注:1•上表所列间隙值均是指单边冲裁间隙乙
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM 以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上级.。